
余城德 晁团效 陈振勇
(江苏省镔鑫钢铁集团有限公司 江苏 连云港 222113)
摘要:近年来,镔钢炼铁厂高炉工序引进、吸收先进的技术、设备,实行精细管理,高炉工序能源介质消耗持续优化,能源消耗稳步下降,在高冶炼强度生产模式,高炉工序极致能效达到365kgce/t左右水平。
近年来,随着国家产业政策调整,钢铁原燃料市场价格波动,钢铁价格下降,国家环保政策和建设节能低碳、绿色循环企业发展需求,钢铁行业推行低库存生产模式,原燃料质量波动增大,入炉原燃料质量很难保持长期优质、稳定,高炉生产长期稳定顺行面临巨大压力。钢铁行业是碳排放的重点领域,约占全球碳排放总量的7%-9%。为实现“碳达峰、碳中和”目标,钢铁行业需采取以下措施:1 碳达峰目标:力争在2025年前实现碳排放达峰。2 碳中和目标:到2050年实现碳中和,到2060年实现全行业净零排放。钢铁行业按照国家产业政策,先后推出:工序能耗、极致能效等行业标准,规范能源使用,提升企业竞争力。
炼铁工序作为钢铁生产的重要环节,其工序能耗占据钢铁全流程总能耗的70%左右;因此,在“双碳目标”背景下,炼铁工序的节能减排是我国钢铁行业绿色低碳发展的主要切入点。根据国家部委印发的《关于促进钢铁工业高质量发展的指导意见》中提出的要求,力争到2025年80%以上的钢铁产能完成超低排放改造,吨钢综合能耗降低2%以上,水资源消耗强度降低10%以上,确保2030年前碳达峰。为了满足新的环保指标和节能减排要求,镔鑫钢铁利用产能置换和设备升级改造,采用了一系列的低碳节能减排及智能化技术,取得了较好的经济效益。
1 镔钢高炉能耗现状
高炉炼铁是钢铁生产的核心环节,同时也是能源消耗的主要部分,约占钢铁生产总能耗的60%-70%。目前,高炉能耗主要集中在以下几个方面:①焦炭消耗:焦炭是高炉炼铁的主要燃料和还原剂,其消耗量直接影响能耗水平。②热风炉能耗:热风炉为高炉提供高温热风,其能耗占高炉总能耗的20%-30%。③电力消耗:高炉鼓风机、除尘设备等辅助设备的电力消耗也是能耗的重要组成部分。④煤气利用:高炉煤气作为副产品,其回收利用效率直接影响整体能耗水平。目前,国内外先进高炉的吨铁能耗已降至500kg标准煤以下,但仍有进一步提升空间。
镔钢现有2*1250m3高炉,配套500万吨智能料场,2*800t双膛石灰窑,3*265m2烧结机,150万吨链篦机-回转窑,原料处理能力,质量有保证;高炉生产以来,多次引进、吸收新工艺、新技术、新设备对高炉配套设备进行技改,中钢协推进T80项目几乎完全使用。焦炭、喷吹煤粉全部外购,供应厂家多,每天供应量少,燃料质量波动大,对高炉炉况一定影响。炼铁厂按照公司生产经营计划,结合原燃料条件,勇于探索,近几年来高炉燃料消耗持续下降,取得高炉煤比提高,燃料比下降优异成绩。
表1 1高炉生产技术指标
|
1#高炉23年生产技术指标 |
||||||||||||
|
月份 |
利用系数 |
焦比 |
焦丁比 |
煤比 |
燃料比 |
热风温度 |
富氧率 |
热压 |
顶压 |
[Si]% |
[S]% |
TFe(%) |
|
t/m³.d |
kg/t |
kg/t |
kg/t |
kg/t |
℃ |
% |
kPa |
kPa |
||||
|
3 |
3.28 |
363 |
165 |
22 |
550 |
1182 |
3.69 |
341 |
193 |
0.63 |
0.02 |
58.09 |
|
4 |
3.94 |
305 |
185 |
29 |
519 |
1200 |
4.38 |
375 |
219 |
0.32 |
0.02 |
58.37 |
|
5 |
3.84 |
309 |
185 |
30 |
524 |
1204 |
4.08 |
403 |
230 |
0.51 |
0.02 |
58.56 |
|
6 |
3.93 |
308 |
179 |
33 |
521 |
1197 |
4.22 |
425 |
244 |
0.45 |
0.02 |
57.76 |
|
7 |
4.42 |
308 |
175 |
33 |
516 |
1210 |
6.97 |
426 |
241 |
0.36 |
0.015 |
57.85 |
|
8 |
4.12 |
308 |
178 |
32 |
518 |
1205 |
7.23 |
429 |
244 |
0.43 |
0.01 |
58.49 |
|
9 |
4.6 |
296 |
181 |
30 |
507 |
1210 |
6.9 |
420 |
243 |
0.47 |
0.015 |
58.68 |
|
10 |
4.3 |
293 |
189 |
29 |
509 |
1215 |
6.13 |
428 |
246 |
0.44 |
0.01 |
58.49 |
|
11 |
4.27 |
293 |
194 |
30 |
517 |
1208 |
6.07 |
415 |
240 |
0.41 |
0.016 |
59.27 |
|
12 |
4.2 |
297 |
186 |
28 |
511 |
1202 |
5.38 |
419 |
247 |
0.46 |
0.02 |
58.94 |
注明:①5月开始,高炉生产进行低库存生产模式。②8月高炉计划检修1195min,11月6日休风1高炉计划检修795min。③10月开始,高炉铁水减扣5‰渣量;高炉—炼钢铁水运输采取一罐到底生产模式,外界对高炉生产影响加大。④高炉焦炭消耗量以进厂焦炭量及时,与高炉槽下电子秤计量差距,影响燃料比3-5kg/t。
2 中钢协T80项目在镔钢高炉应用
镔钢2座高炉分别于2021年12月、2022年3月建成投产,采用当时最先进工艺、设备。生产几年以来,炼铁厂跟踪当时先进技术、设备对高炉进行技改,高炉先后使用中钢协T80推荐项目:高效长寿高风温热风炉(豫兴顶燃式旋切热风炉),热风炉采用煤气、助燃空气双预热、智能燃烧和无扰动换炉技术,确保热风炉燃烧高炉煤气工况下,送风温度稳定1220℃;高炉炉顶料罐均压煤气全回收技术,高炉煤气达到零排放目标。高炉风机采用BTRT技术,风机节电达到35%左右。高炉煤气除尘采用重力除尘与布袋除尘相结合处理方式,确保进入BTRT煤气温度,提高电机发电率;高炉煤气分散塔使用新型点火伴烧技术,确保分散煤气完全燃烧,降低对空气污染。高炉冲渣水采用高效换热器,回收余热供生产岗位和生活区使用。高炉炉前除尘系统采用昆仑节能公司技术,炼铁厂除尘系统进行升级改造:对除尘管道阀门开度,除尘含灰量,炉前工况,使用风量等建立智能模块,应用先进算法,自动控制除尘系统风量,除尘点位阀门开度,达到节电降耗的目标。
|
1#高炉24年能源介质消耗 |
|||||||
|
月份 |
高炉煤气 |
电综合 |
压缩空气 |
氮气 |
水 |
蒸汽 |
作业率 |
|
m³/t |
kwh/t |
m³/t |
m³/t |
m³/t |
kg/t |
% |
|
|
1 |
424 |
72.29 |
36.86 |
45.51 |
0.47 |
0.095 |
99.25 |
|
2 |
437 |
75.00 |
40.77 |
44.28 |
0.55 |
0.0117 |
94.37 |
|
3 |
415 |
71.48 |
42.26 |
43.05 |
0.47 |
0.0115 |
98.78 |
|
4 |
410 |
74.38 |
45.33 |
43.05 |
0.36 |
0.0101 |
99.482 |
|
5 |
501 |
98.19 |
59.24 |
63.33 |
0.42 |
0.029 |
98.38 |
|
6 |
438 |
72.04 |
45.96 |
46.17 |
0.46 |
0.024 |
98.32 |
|
7 |
397 |
67.88 |
44.99 |
41.63 |
0.51 |
0.03 |
99.83 |
|
8 |
397 |
69.90 |
46.49 |
43.86 |
0.84 |
0.02 |
97.85 |
|
9 |
400 |
69.52 |
47.81 |
44.84 |
0.63 |
0.04 |
99.71 |
|
10 |
508 |
103.94 |
55.42 |
55.96 |
0.59 |
0.04 |
98.06 |
|
11 |
448 |
69.15 |
52.62 |
53.63 |
0.31 |
0.003 |
97.14 |
|
12 |
440 |
63.88 |
51.67 |
48.41 |
0.39 |
0.005 |
99.96 |
|
平均 |
435 |
75.64 |
47.45 |
47.81 |
0.50 |
0.03 |
98.43 |
3 镔钢高炉热风炉提升能效系统优化技术
热风炉是高炉炼铁的重要设备,其能耗占高炉总能耗的20%-30%。目前,镔钢热风炉的主要新技术、新工艺如下:热风炉系统设计配置4座高效顶燃式热风炉,设置烟气余热回收装置。多炉并联运行,确保高炉连续稳定供风,减少能量损失。全烧高炉煤气,设计风温1200~1250℃。助燃空气采取集中供风方式,设置2台助燃风机,一用一备。
3.1 热风炉技术性能 热风炉技术性能见表2。
表2 热风炉技术性能
|
技 术 性 能 |
单 位 |
数 值 |
|
热风炉座数 |
座 |
3 |
|
热风炉炉壳内径 |
mm |
Φ10380/Φ8990/Φ8400 |
|
热风炉总高度 |
m |
~37 |
|
热风炉蓄热室面积 |
m2 |
42.94 |
|
格子砖高度 |
m |
22.32 |
|
格子砖型式 |
|
19孔Φ25mm |
|
每座热风炉加热面积 |
m2 |
~52952 |
|
单位炉容加热面积 |
m2/m3 |
169(按炉容1250m3计算) |
|
每座热风炉格子砖重量 |
t |
~1228 |
3.2 空气、煤气预热系统
设有空气、煤气换热器,选用高效板式换热器,利用烟气余热预热助燃空气和高炉煤气,预热后空气温度≥170℃,高炉煤气温度≥180℃。
3.3 高温热风技术
改进燃烧器:采用豫兴热风炉最新技术,高效顶燃燃烧器,提高燃烧效率,确保热风温度稳定在1200℃以上。优化蓄热体:热风炉蓄热室上部及燃烧室高温区采用高温蠕变性能好的硅砖,中、下部根据热风炉的温度分布情况分别采用高铝砖、粘土砖。考虑到燃烧器和喉口部位在热风炉工作过程中温度变化剧烈的特点,燃烧器、预燃室采用抗热震良好的红柱石砖。隔热材料为各种轻质砖、耐火纤维毡,炉壳喷涂耐火喷涂料。提高蓄热和放热效率。确保足够蓄热能力。
3.4 智能控制系统
自动燃烧控制:通过赛迪智能控制系统,将烧炉过程残O2、CO、空气过剩系数、烧炉、送风时间等数据导入智能控制系统实时调整煤气和空气比例,优化燃烧过程,降低能耗。智能热风炉效率测算实时在线计算热风炉效率,与智能燃烧控制系统耦合,随时调整、优化炉烧参数,降低烧炉消耗。
热风温度闭环控制:采用闭环控制系统,确保热风温度稳定,减少波动。
3.5 煤气净化技术
煤气干法除尘:采用干法除尘技术,提高煤气热值,减少热风炉能耗,提高BTRT发电量。
煤气精脱硫:通过脱硫技术降低煤气中硫含量,减少对热风炉、后续工序设备的腐蚀。
4 高炉能效提升技术
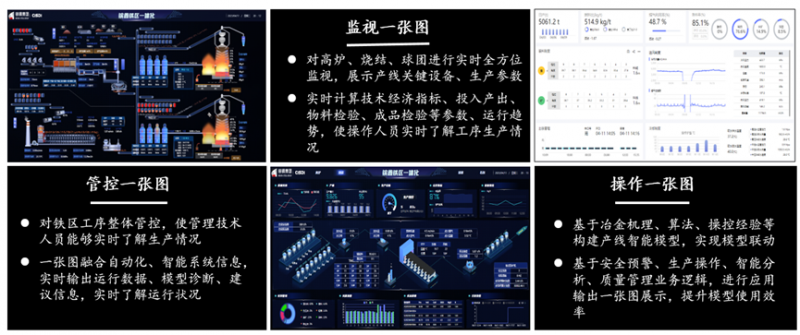
镔钢高炉建设同期进行数字化、智能化建设,先后大家科研单位合作,将当时先进技术、设备引进镔钢生产建设中,确保设备、技术保持最适合镔钢生产实际情况。特别是与北科大、赛迪信息、金恒科技等单位长期合作共同发展,对镔钢进行全流程智能工厂改造,1#高炉23年8月被江苏省工信厅授予“数字化高炉车间”。镔钢高炉集:智能设备,生产日常数据自动采集、自动上次生成报表,生成过程实时监控:生成过程物料跟踪、产品质量追溯、高炉生成过程控制智能模块,生产过程能源介质消耗、节能减排管控等智能控制技术应用,对高炉生产进行全过程管控,发现问题通过掌上工厂智能应用推送各级管理人员,确保生产过程参数受控,给高炉生产稳定顺行打下坚实基础。通过以上各种智能管理系统逐步进厂,在高炉日常生产形成:管控一张图,监控视频一张图和操作一张图。实现对高炉车间生产区域连续监控,发现问题及时报警和方便人员处理,减少和降低操作人员随意进入危险区域,杜绝事故隐患发生。高炉生产一张图。
4.1 高炉操作优化
智能控制系统:通过大数据和人工智能技术,高炉生产监控采用:物料合理配料、料面预测、炉身镜像、布料寻优、配煤计算、铁元素平衡、操作炉型动态识别、炉墙安全性诊断、炉缸侵蚀等模块,实时优化高炉操作参数(如风温、风量、喷煤量、高炉炉墙温度变化等),高炉生产保持长期稳定顺行,铁水产量保持5500t/d左右,降低燃料比。
4.1.1 高炉日常操作技术
高炉日常生产中,加强原燃料管理,控制入炉物料振动筛给料量,确保矿批50±2t/批,大风量、高顶压、高风温、重负荷,适当炉温[Si]=0.20-0.50%,保持高富氧率和喷煤量,减少焦炭消耗,降低能耗。
4.1.2 高炉煤气高效利用
根据高炉生产情况:高炉风量、富氧量及时调整矿批和布料角度,确保料速7-8批/h,在高冶炼强度下,高炉煤气利用率保持45-47%。高炉煤气采用余压发电(BTRT):利用高炉煤气余压发电,提高能源回收效率。高炉煤气净化采用干法除尘:利用干法除尘技术,提高煤气热值,减少能量损失。
4.1.3 新型炉料技术
高炉使用原燃料全部外购,焦炭全部使用捣鼓焦、配加部分高挥发分烟煤,满足降低燃料比需求。1)高炉焦炭采用部分高反应性焦炭:使用高反应性焦炭,充当发热剂和还原剂作用,提高还原效率,降低焦比。2)球团矿替代烧结矿:合理利用烧结矿生产能力大的优势,生产高碱度烧结矿,增加球团矿使用比例,减少烧结矿能耗,达到节能节碳的目标。
5 效果
通过上述技术采用和高炉操作参数细化,高炉生产稳定性逐步提高,生产指标持续优化,达到节能降碳目标。25年1-3月高炉生产技术指标。
表3 炼铁厂高炉1-3月能源介质消耗指标
|
高炉能源消耗 |
||||||
|
|
单位 |
标杆 |
1月 |
2月 |
3月 |
平均 |
|
工序能耗 |
kgce/t |
412 |
410.11 |
387.26 |
379.707 |
392.36 |
|
极致能效 |
kgce/t |
361 |
391.15 |
368.87 |
362.84 |
374.29 |
|
焦炭(含焦丁) |
kg/t |
335 |
361.8 |
341.28 |
335.78 |
346.29 |
|
煤粉 |
kg/t |
185 |
177.95 |
180.07 |
187.37 |
181.79 |
|
燃料比 |
kg/t |
520 |
539.75 |
521.35 |
523.15 |
528.08 |
|
高炉煤气消耗 |
m3/t |
435 |
489.72 |
440.19 |
399.85 |
443.25 |
|
转炉煤气 |
m³/t |
|
3.46 |
0.55 |
0.55 |
1.52 |
|
电综合 |
kwh/t |
77.03 |
78.27 |
65.65 |
60.98 |
68.3 |
|
水 |
m³/t |
0.85 |
0.44 |
0.36 |
0.37 |
0.39 |
|
氧气 |
m³/t |
85 |
79.55 |
88.54 |
98.56 |
88.88 |
|
氮气 |
m³/t |
47.81 |
59.8 |
50.75 |
46.51 |
52.35 |
|
压缩空气 |
m³/t |
47.45 |
59.98 |
53.06 |
49.2 |
54.08 |
|
蒸汽 |
kg/t |
|
0.01 |
0.01 |
0.01 |
0.01 |
|
回收煤气 |
m³/t |
1144 |
1437.12 |
1365.79 |
1373.7 |
1392.2 |
|
作业率 |
% |
98.5 |
99.83 |
97.25 |
99.75 |
98.94 |
|
产量 |
万t |
|
276271.8 |
292686.2 |
346630.6 |
915588.6 |
|
返矿率 |
% |
10.14 |
12.31 |
10.79 |
10.255 |
11.12 |
|
品位 |
% |
58.35 |
58.48 |
58.61 |
58.31 |
58.47 |
高炉能耗的降低和能效提升是钢铁行业实现绿色低碳发展的关键。通过优化高炉操作、提升热风炉能效、推广新型炉料技术以及探索低碳冶炼技术,可以显著降低高炉能耗和碳排放。未来,随着智能化、数字化技术的广泛应用,高炉炼铁将朝着更高效、更环保的方向发展。