
郭伟
热轧工艺润滑技术的发展趋势:
随着热轧板带产品越轧越薄以及产品质量要求越来越高的市场需求,热轧工艺润滑系统已经成为热轧生产线不可缺少的工艺装备。由于板带产品的高端化和带钢品种多样化的市场需求,以及高速钢轧辊的大面积使用,致使轧制润滑技术成为提高产品质量和降低生产成本的重要手段。
如今,热轧工艺润滑应用系统的设计及制造水平已经非常成熟,实现了全自动化。随着润滑系统的完善与执行元件配置精度的提高,控制准确程度与可靠性都得到了极大提高,实现了无故障运行。
热轧工艺采用润滑的益处:
1、降低轧制力(控制在9-25%)
|
机 架 |
投入前轧制力(T) |
投入后轧制力(T) |
降 幅(%) |
|
钢 种 |
SPHC |
规 格 |
2.31*1052 |
|
F2 |
1633 |
1431 |
12.37 |
|
F3 |
1666 |
1510 |
9.36 |
|
F4 |
1474 |
1312 |
10.99 |
|
F5 |
1188 |
1057 |
11.0 |
2、消除轧机震动,扩展轧机的生产能力;
3、节约电能消耗成本;
|
机架 |
投入前电流(A) |
投入后电流(A) |
节能(%) |
|
F2 |
1150 |
1014 |
22.25 |
|
F3 |
1054 |
945 |
19.6 |
|
F4 |
1112 |
982 |
22.0 |
|
F5 |
1059 |
927 |
23.34 |
4、轧辊磨损降低(>30%):
1、降低轧辊消耗,减少生产成本;
2、延长换辊周期,提高轧机的生产效率;
5、带钢表面质量提高:
1、减少轧制末期氧化铁皮缺陷;
2、改善带钢表面氧化铁皮形成质量;
3、良好的辊面状态和辊型精度是卓越带钢表面质量的保证。
综上所述,辊缝润滑是一项低投入高产出的一项投资,就二轧来说,需要一套西门子子S7-1200系统一套,四个18KW的水泵与电机、四个12KW的油泵与电机、26个0.55千瓦的计量泵,13个水流量计与13个油流量计,外加一个水箱、一个邮箱、一些水管路、油管路及喷嘴,总费用70万左右。
电机是普通电机,水管油管也都是普通的金属管。可以自己设计、自己调试。水路油路的安装让机械帮忙,光电费一项就可以节约600多万度电。这只是附加值,还有更重要的改善带钢表面质量、减少轧辊的磨损量、减少换辊频次。
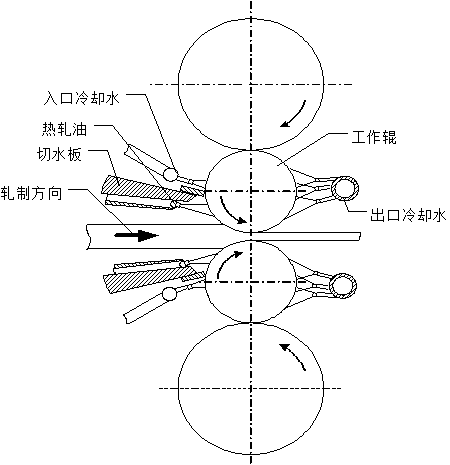
热轧工艺润滑技术的应用方式:
从水泵打出的水与计量泵打出的润滑油在油水混合器中混合均匀,分别通过上刮水板的下侧与下刮水板的上侧直接喷到工作辊上。辊缝润滑投入时,停止辊缝冷却水,且刮水板应保持密闭良好,否则冷却效果就会大打折扣。
热轧工艺润滑技术投用注意事项:
一、选择品质优良的润滑油品:
1、具有良好的润滑性及足够的油膜强度;
2、具有良好的吸附性和润湿性,可在轧辊表面形成牢固的油膜;
3、具有较高的闪点和优良的热分解稳定性,适应热轧生产要求;
4、具有良好的系统适应性,保证轧制稳定;
5、具有良好的环保性能;
二、工艺润滑应用系统的设计水平和调试经验:
1、工艺润滑应用系统设计的先进性,以及与轧机生产工艺的匹配性;
2、丰富的系统调试经验,以确保最低的事故率;
三、稳定的工艺润滑系统功能投入率:
1、工艺润滑的功能投入率是获得效益最大化的首要前提;
2、工艺润滑系统的可靠性是功能投入率的最重要保证。
![]()