
杨军顺 郭延生 要军考 李东 龙鸿昌
(六安钢铁控股集团有限公司)
1 双层卸灰阀背景介绍
带式烧结机在烧制过程中,由于工艺原因,台车的部分散装料将会通过风箱漏至烧结大烟道,大烟道下设置若干双层卸灰阀,将散装料卸至最下面的皮带运走,设置双层卸灰阀的目的在于,确保在卸灰过程中,负压状态的大烟道不因卸灰漏风,降低负压度,从而影响正常的烧结生产。老式的卸灰阀因经常堵料、磨损、关闭不严而发生故障,增加了工人的劳动强度,降低了大烟道的负压率,影响了烧结矿的产量和质量,鉴于以上客观现实,六钢公司设备部牵头,抽调机、电、自动化、工艺等专业技术精英,组建双层卸灰阀研发攻关小组,经过数次图纸变更、模型设计和程序调试,终于研制成功了一种非常适用新型复试双层卸灰阀,结合完善的后台集控系统,一举解决了烧结生产中的这个设备顽疾,经过生产现场实际实践应用,效果及其显著,大力促进了六钢烧结生产力的进一步提高,一经推广,必将为国内钢铁行业领域创造实实在在的经济效益和社会效益。
2 工艺过程
新型复式双层卸灰阀由上、中、下三部分组成。上面部分是上阀门、中间部分是储料仓(配有料位仪)、下面部分是下阀门,上下阀门都是由电机减速机独立驱动,控制上下阀板打开或关闭。卸灰阀工作时,打开上阀门,关闭下阀门,开始进料过程,当储料仓进料到达设定的高度或进料时间到达设定的时间,关闭上阀门,打开下阀门开始卸料,卸料到达设定时间,关闭下阀门,一次卸料完成。而后再打开上阀门进入到下一个卸灰工作循环。
3 技术参数
|
设备名称 |
新型复式双层卸灰阀 |
||
|
阀门型号 |
JX-Ⅰ-360 |
通径 |
DN360mm |
|
电机功率 |
上阀板1.5kw |
压力(KPa) |
-12~-18 |
|
下阀板1.5kw |
|||
|
适用介质 |
干燥粉尘 |
工作温度 |
0-40℃ |
|
高度 |
2100mm |
|
|
|
设备名称 |
新型复式双层卸灰阀 |
||
|
阀门型号 |
JX-Ⅰ-300 |
通径 |
DN300mm |
|
电机功率 |
上阀板1.5kw |
压力(KPa) |
-12~-18 |
|
下阀板1.5kw |
|||
|
适用介质 |
干燥粉尘 |
工作温度 |
0-40℃ |
|
高度 |
1500mm |
|
|
4 硬件结构说明
4.1 双层卸灰阀机械组件
1、全封闭式手动插板阀作为检修阀门,在生产线不停风的情况下,如需要对双层卸灰阀进行维修时,将手动插板阀关闭,避免漏风;修正完毕再打开手动插板阀以保障双层卸灰阀的正常运行。
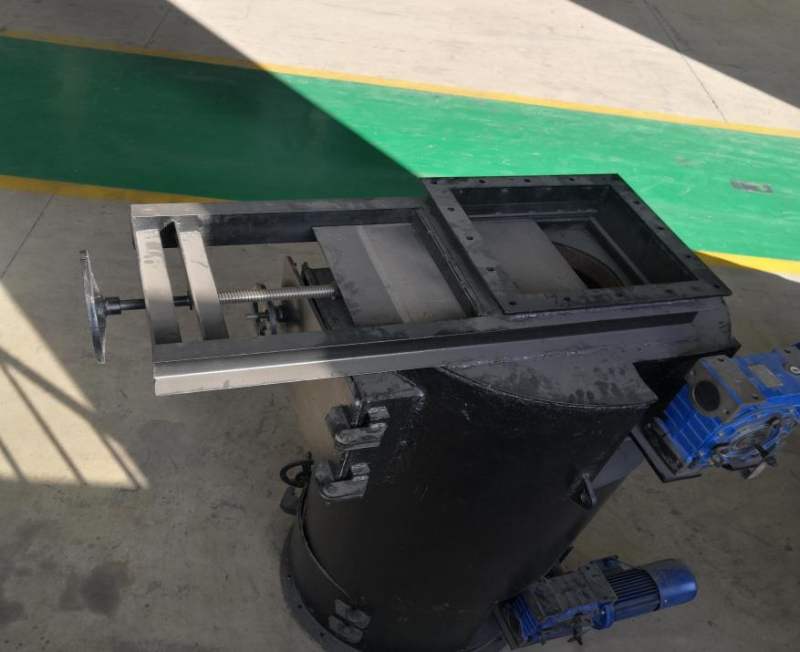
2、螺杆式检修门,便于清理及检修,注意打开检修门时必须关闭阀门,阻断风压,并关闭电机电源防止误操作打开阀板造成人员伤害。

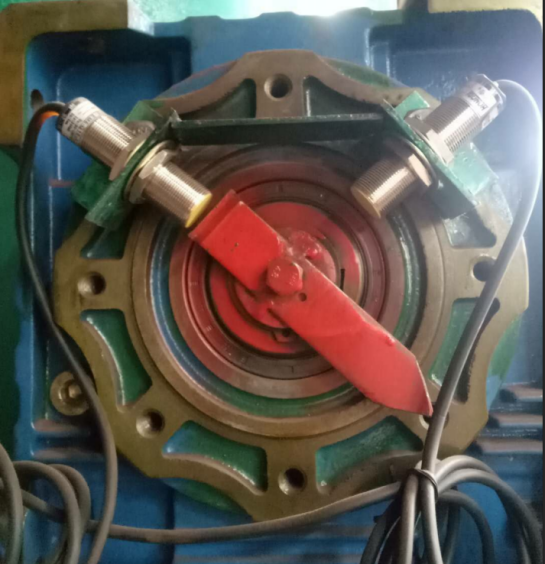
3、卸灰阀主轴一端连接快速启闭电机减速机,另一端为方形轴头,拆除减速机后可进行手动操作。电机减速机上配有行程限位装置,限位精准,限位开关安装角度为90°,如下图所示。


4、双层卸灰阀下部落料漏斗带有防磨损结构,排料时能够顺畅的把物料排送到下部运行皮带上。倾斜的料槽可以有效减缓卸灰时物料对皮带的冲击。


4.2 料位开关

料位开关说明:
双层卸灰阀阀体侧面配有阻旋料位开关,型号RC-1024 24VDC。当中间料仓中储料到达一定量时,料位开关检测到物料料面后将信号发送给机旁电控箱PLC,随之控制阀板启闭进行卸灰。
为了保证卸灰阀的正常工作,控制系统采用料位开关控制和时间控制、两个条件来控制卸灰阀的排料,不管哪个条件先到达,都要进入到排料程序,使卸灰阀进行排料。
如果料位开关持续两分钟动作,系统会认为料位开关发生卡阻等故障,两个声光报警器器将同时报警,并且双层卸灰阀停止工作。
4.3 机旁电控箱
机旁操作箱采用双层门结构,能够有效防止粉尘进入,影响电器元件的正常工作,如图:


机旁电控箱说明:
①急停按钮——设备故障、停用或检修时,按下此钮,所有状态均不能操作双层卸灰阀。
②电源指示——接通电源,电源指示灯亮;反之,切断电源,指示灯灭。
③转换开关——在接通电源使用设备时,可调整旋钮选定相应的操作模式作为当前工作方式,主要有“检修、现场手动、现场自动、和集控(停止)”四种状态;
检修——长按上、下阀控制按钮,才能进行对应的操作,离手即停,便于检修使用,上下阀没有互锁。
现场手动——人工进行现场排料时选定该模式,点击对应开关按钮进行操作,上下阀实现互锁,不会出现上下阀同时打开的状态。
现场自动——设备进入程序自动控制模式,进料时间2小时(可调整)、排料1分钟(可调整)、上下全关一分钟(可调整)后开始下一次循环。
集控(停止)——主控室集中监视和控制模式,主控室实时监控每个阀的模式选择和运行状态,正常停车可以用鼠标点击“顺序停”,立即进行最后一次卸灰操作,然后双层卸灰阀停止工作,点击“顺停复位”,重新开始自动工作。紧急情况可以点击“急停”,立即停车,点击“急停复位”,对急停进行复位,重新开始工作。
④上下阀门开关按钮——仅在“现场手动”和“检修”模式时可以操作。
⑤声光报警——当出现阀板卡阻不能开闭到位或电器元件损坏等设备故障时,发出嗡鸣声及闪灯警报。提醒需要维修人员及时进行维修、排除故障。
注意维修时:一定在机旁操作箱上把转换开关打到“现场手动”或“检修”位置,并按下“急停”开关,当处理好之后,再把转换开关打到“集控”或“现场自动”位置,复位“急停”开关,这台卸灰阀就会自动进入工作状态。
5 后台集控与主从站系统
为了帮助烧结事业部便于对整个生产线所有卸灰阀的集中管理,我部门还研发了配套的上位机控制管理系统。对每一个阀门的实时工作状态情况及工作模式选择进行统一监控管理,当卸灰阀的进料时间、排料时间和循环时间需要调整时,由参数设置页面进行方便调整。
鉴于集控的功能现实要求,开发出了自动化部分的主从站系统。为节约成本,除主控室增加一台独立的电脑、若干交换机及网线外,不增加其他硬件。该系统每相邻的8个双层卸灰阀PLC,形成一个小组,组成一个主从站系统,其中一个为主站CPU ,其它7个为从站CPU。六钢烧结事业部总计60个双层卸灰阀,那么将形成8个主从站小组,其中有主站CPU共8个,从站CPU共52个(最后一组是3个从站)。60个CPU在同一网段内赋值不同的IP地址,每个CPU读取各自对应的双层卸灰阀信息,每个小组中主站CPU同时读取该组7个从站CPU信息。每个小组主站CPU来管理本组的卸灰阀,通过OPC通讯读取全部8个小组主站的信息,OPC通讯,负责链接主控室WINCC画面和全部8台主站CPU信息,能够实现对生产线每台卸灰阀的远程监控。
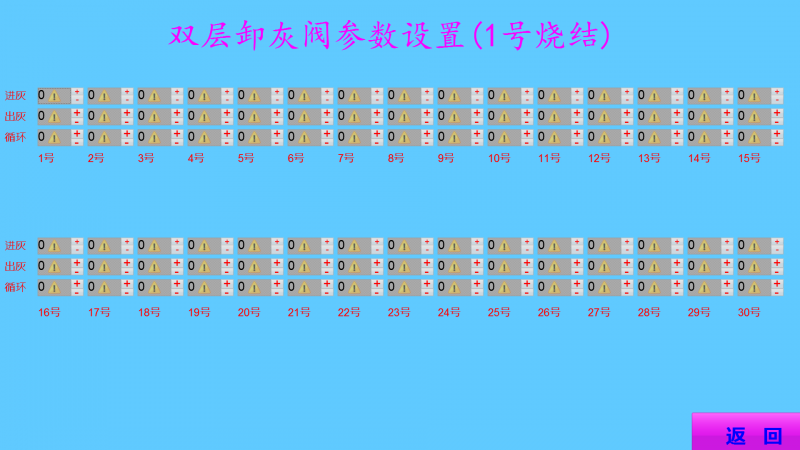
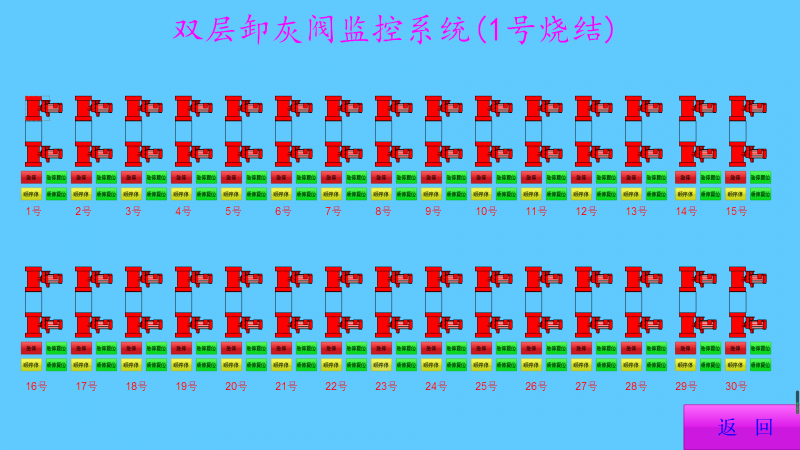
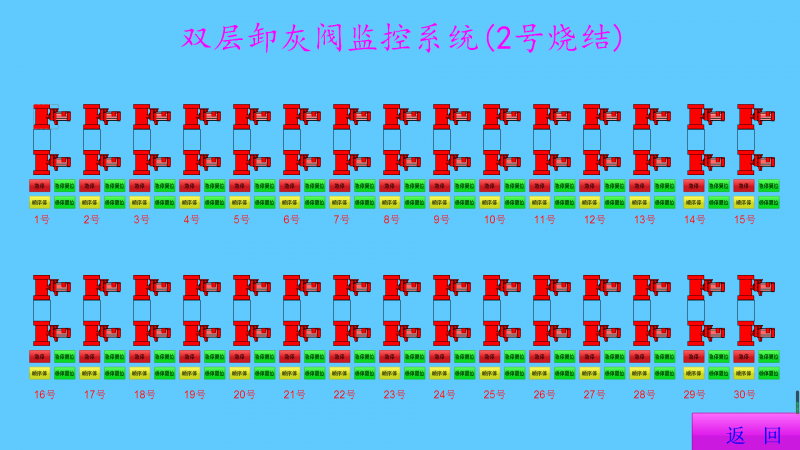
主控后台安装s7-200PC Access SMART Tag File Moniker和WINCC软件,下图就是我们自己开发的监控系统主界面:

1号烧结参数设置---设置1号烧结参数---设置卸灰阀的进料时间、排料时间和循环工作时间
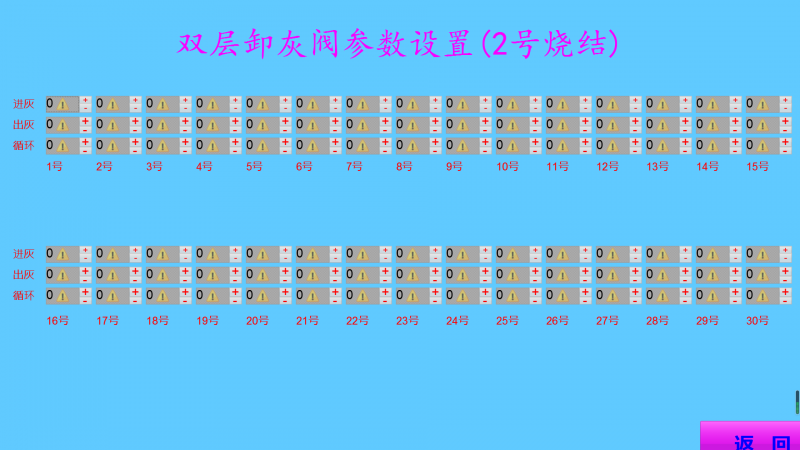
2号烧结参数设置---设置2号烧结参数---设置卸灰阀的进料时间、排料时间和循环工作时间
1号烧结状态监控---监控1号烧结运行状态---对1号烧结所有卸灰阀进行整体监控
2号烧结状态监控---监控2号烧结运行状态---对2号烧结所有卸灰阀进行整体监控
启动监控程序后,打开参数设置界面,界面上会显示每个卸灰阀的进料时间、排料时间和循环时间,根据生产实际情况调整每个卸灰阀的进料时间、排料时间和循环工作时间,调整后回车,所有参数下载到PLC中。
关闭参数设置画面,打开系统监控画面。在画面中有各套双层卸灰阀的模拟画面,上下阀的开关状态、上下电机的启停状态、料位开关的动作状态等都能实时在画面中显示出来。画面中有“顺序停”、“顺停复位”、“急停”和“急停复位”四个按键,正常停车可以用鼠标点击“顺序停”,立即进行最后一次卸灰操作,卸灰完毕后上下阀全部关闭,停止工作,如需继续工作,点击“顺停复位”,重新开始自动工作。紧急情况可以点击“急停”,立即停车,如需复位,点击“急停复位”,对急停进行复位,重新开始工作。
6 报警保护类型
为较少电机堵转烧毁、操作失误造成漏风等故障,该系统设置多重保护如下:
1、卸灰阀工作过程中,上阀门或下阀门电机热继动作,上下阀门分别对应的声光报警装置就会报警;
2、上下阀门总共有开或关到位4个接近开关,任意某个或多个接近开关损坏,失去作用;由于各种原因在规定的时间没有开或关到位;阻旋料位计连续被卡超过两分钟;以上三种情况下,两个声光报警将同时报警,并停止所有动作。
发生以上报警,需要人工去现场处理(注意处理时一定在机旁操作箱上把转换开关打到“检修”位置,并按下“急停”开关),当处理好之后,再把转换开关打到“集控”或“现场自动”位置,复位“急停”开关,这台卸灰阀就会自动进入工作状态。
7 经济效益
首先从硬件的直接成本方面核算,因为已将烧结事业部60台旧的双层卸灰阀全部替换完毕,六钢设备部自己研制、开发、制作的成本,相交于市场购买费用,就此一项一次性为公司节约150余万元。
其次,因为该型双层卸灰阀设计结构科学、合理,控制理念严谨,使用灵活方便,极大的降低了在生产中烧结抽风系统的漏风率,使用后,在保持同样的-16KPa的负压下,主抽风机频率由46降至44,每台5800KW的电机电流由260A降至245A,降低约15A电流,总计每天节电4*15*0.85*10.5*1.73*24=22232KWH,折合到成本上约22232*0.6=13339元/天,每年可为公司节约成本13339*330=440万元。折合减少碳排放22232*330*0.123*2.627=2370596KG=2370.6吨二氧化碳的排放。
第三、减少了烧结干基煤的配比,由4.7%降为4.4%,每日节约烧结煤0.3%*23958=71.8吨,折合二氧化碳71.8*2.627=188.6吨。每年折合减少碳排放188.6*330=62238吨。
第四、自主开发STEP7-200双层卸灰阀工作软件、后台集控s7-200PC Access SMART Tag File Moniker主从系统和WINCC监控画面,为公司节约了软件成本。
第四方面,培养了人才,锻炼了队伍。价值无可估量。
第五方面,如果该技术一经大力推广,必将创造更多的经济效益和社会效益。