
张文亮 王志君 王文浩 白海龙 赵文龙 王洪坡 王建军
(河北津西钢铁型钢厂)
摘要:针对某公司250轧线轧制英标UC152×152×23(钢种S355J0)时出现的腹板麻面麻坑问题,结合热轧H型钢生产工艺特点,系统分析了缺陷成因,提出了涵盖除鳞系统优化、轧辊管理、加热工艺调控、坯料质量控制等全流程的控制方法。通过现场试验验证,该方法有效降低了麻面麻坑缺陷发生率,确保了订单按期交付,为同类规格H型钢表面质量控制提供了实践参考。
麻面缺陷特征与判定标准
热轧 H 型钢麻面缺陷是指钢材表面出现的局部凹陷或密集点状凹坑,通常伴随不规则分布的深色痕迹或 斑点,是影响产品外观质量和结构性能的常见表面缺陷。对麻面缺陷的系统性分析需从形貌特征、分布 规律及判定标准等方面展开,其研究意义在于通过明确缺陷特性与判定依据,为生产工艺优化和质量控 制提供理论支撑,进而提升 H 型钢产品的市场竞争力和应用可靠性。
麻面缺陷典型形貌
麻面缺陷的宏观特征表现为 H 型钢表面呈现不规则分布的凹坑、斑点或纹路,颜色多为深色,与周围正 常表面形成明显对比。参考钢材表面缺陷数据集对麻面的定义,其微观特征通常表现为细小且密集的凹坑,凹坑深度一般较小,但分布密度较高,严重时可形成连片的粗糙区域。根据实际检测观察,典型麻面缺陷的凹坑深度通常在 0.1mm 至 0.5mm 之间,分 布形态无明显方向性,可能随机散布或沿轧制方向呈轻微条状分布。
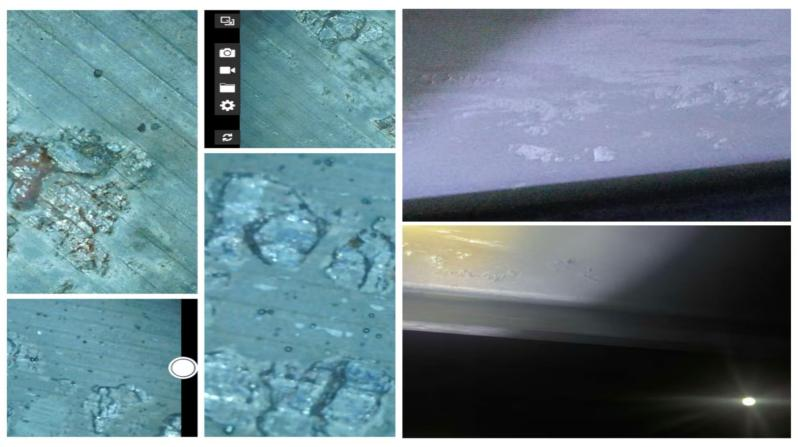
图1-1 热轧H钢腹板麻面麻坑缺陷
关键词:全连轧热轧H型钢;麻面麻坑;除鳞系统;工艺优化;质量控制
1 概述
H型钢作为一种高效经济断面型材,在建筑、桥梁、机械制造等领域应用广泛。表面质量是H型钢产品的重要考核指标,其中麻面麻坑缺陷是热轧H型钢常见的表面问题,表现为钢材表面局部凹陷或密集点状凹坑,通常伴随不规则分布的深色痕迹或斑点,不仅影响产品外观,还可能降低结构性能和耐腐蚀能力。
当前行业内某公司250轧线在生产过程中,于特定时段轧制英标UC152×152×23(钢种S355J0)时,连续出现下腹板麻面麻坑问题。首次轧制时,该缺陷处置超时140分钟未解决,被迫下线更换其他规格;按初步制定的措施再次试轧后,腹板麻面麻坑问题仍未改善,再次被迫换产。该订单船期紧迫,亟需制定有效的缺陷控制方法,确保产品质量和交付进度,此类问题在行业同类轧线生产相近规格H型钢时也时有发生。
2 设备与工艺现状
2.1 生产设备配置
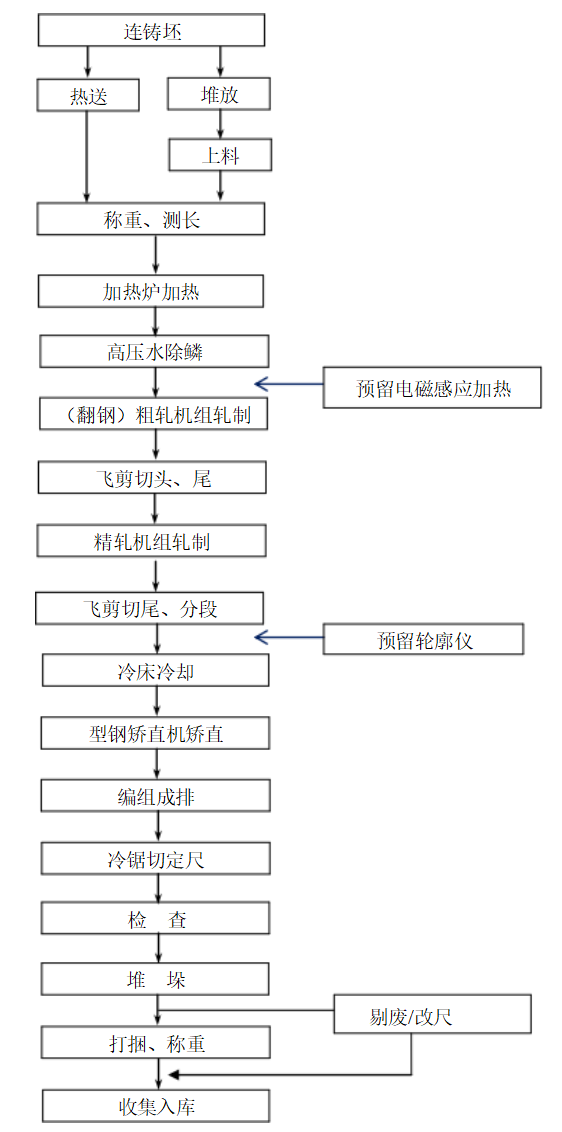
(工艺流程图)
该公司250轧线为全连轧生产线,主要设备包括步进式加热炉、串列共16架轧机,粗轧机7架(含2#、5#轧机为立轧)、精轧机组9架(含12#、15#轧边机)、高压水除鳞系统、冷床等,符合行业同类轧线主流配置。其中,高压水除鳞系统原配置16个喷嘴,设计压力满足≥15.0MPa要求;轧辊冷却系统设计水压0.40MPa,实际运行中部分区域水压仅0.25MPa,这一压力不足问题在行业部分老旧轧线中较为常见。
2.2 原有生产工艺
• 加热工艺:采用常规三段式加热,未针对S355J0钢种及UC152×152×23;选用165*225坯料立面轧制规格制定专项温度方案,炉内装坯料支数无明确限制,在炉时间波动较大,与行业内部分企业未针对特殊钢种优化加热工艺的情况一致。
• 除鳞工艺:仅依赖一次除鳞系统,粗轧、精轧关键机组后无专用除鳞装置,立轧规格侧面除鳞存在盲区,这是行业内H型钢生产中易出现的工艺短板。
• 轧制工艺:粗轧已长时间轧制某常规规格,轧辊轧槽老化;精轧个别架次侧壁R角老化,且生产顺序未按表面质量要求优化,此类轧辊管理问题在行业连续生产场景中普遍存在。
• 冷却工艺:粗轧辊冷却水管配置不合理,精轧轧辊冷却水管存在个别水嘴堵塞现象,冷却效果不足,是影响轧辊寿命和产品表面质量的常见因素。

图2-1 粗轧轧辊现象及轧件腹板表面结疤
3 问题分析
3.1 除鳞系统问题
UC152×152×23为立轧规格,原有除鳞箱侧面除鳞不净,存在除鳞盲区;除鳞系统部分喷嘴工作状态不佳,且未在粗轧、精轧关键工序后设置专用除鳞装置,导致钢坯表面氧化铁皮未能彻底清除,轧制过程中被压入钢材表面形成麻面麻坑,这是行业内高压水除鳞系统设计或运行不当导致表面缺陷的典型原因。此外,轧辊冷却水压力不足(实际0.25MPa低于要求0.40MPa),影响轧辊冷却效果,间接加剧了表面缺陷产生,该问题在行业部分轧线中因设备老化或系统设计缺陷时有发生。
3.2 轧辊状态问题
粗轧轧辊经长时间轧制后轧槽老化,精轧个别架次侧壁老化,轧辊表面粗糙度超差,轧制过程中易在钢材表面形成压印,进而发展为麻面麻坑;且生产顺序未优化,表面要求高的英标规格在轧辊老化后轧制,进一步提升了缺陷发生率,这与行业内轧辊维护周期不合理、生产计划安排缺乏针对性导致的质量问题一致。
3.3 加热工艺问题
原有加热工艺未针对S355J0钢种特性及立轧规格需求制定专项方案,炉内装坯料支数过多、在炉时间控制不当,导致钢坯加热不均,表面生成厚而致密的氧化铁皮,增加了除鳞难度,残留的氧化铁皮在轧制过程中形成缺陷,这是行业内加热工艺缺乏精准调控引发的常见问题。
3.4 坯料质量影响
炼钢工序中坯料化学成分控制及表面质量管控存在不足,若坯料表面存在振痕等缺陷,或化学成分不符合S355J0冶炼材质标准,会导致轧制过程中表面易产生麻面麻坑缺陷,这是行业内从原料端影响产品表面质量的关键因素之一。
4 解决措施
4.1 除鳞系统优化
• 高压水除磷压力严格控制在≥15.0MPa,确保钢坯表面炉生氧化铁皮清除彻底;将原一次除磷16个喷嘴堵上4个(上下各堵2个),提升整体除磷系统压力,该优化方式在行业内除鳞压力不足时应用广泛。
• 在粗轧2#、5#轧机后,分别新增下腹板专用除磷装置,其水压上限根据现场设备能力设定执行;利用闲置除磷环喷嘴制作临时独立喷嘴,放置在2#、5#、7#轧机出口下方,强化关键区域除鳞效果。
• 在高压除磷管道上开孔焊接高压快速接头,实现与所需加装除磷位置的快速连接;在精轧12#、15#轧边机后,提前接好喷嘴并备用,生产中根据实际情况随时启用,符合行业内除鳞系统灵活优化的实践方向。

图3-1 高压除磷喷嘴布置现场
4.2 轧辊管理与轧制工艺调整
• 更换老化轧辊,粗轧辊全部使用新轧槽,精轧老化轧辊换新辊,确保轧辊表面光洁度;轧辊表面粗糙度控制在Ra1.6-3.2μm,每轧制500吨坯料后强制磨削,配合快速换辊装置(换辊时间<20min),避免周期性压印缺陷,这是行业内轧辊维护的标准优化路径。
• 优化生产顺序,将表面要求高的规格放在前期生产,减少轧辊老化对表面质量的影响;调整粗轧下辊冷却水管配置,摘除精轧轧辊冷却水管个别堵塞水嘴,增大冷却水压,确保轧辊冷却效果,是行业内改善轧辊冷却状态的有效措施。
4.3 加热工艺调控
• 制定专项温度方案,合理调整加热炉步距,每炉装坯料支数控制在60支内,在炉时间严格控制在150分钟以内,根据生产实际及时调整加热参数及进行甩坯料作业,符合行业内针对特殊规格钢种精准控温的趋势;避免因开轧调整时间过长造成钢坯在炉时间超时。
• 明确坯料加热温度标准:165*225规格热坯加热1段900-1000℃、加热2段1000-1100℃、加热3段1100-1230℃、均热段1180-1210℃;冷坯加热1段900-1000℃、加热2段1000-1100℃、加热3段1100-1240℃、均热段1180-1220℃,冷、热坯在炉时间均≤2.5h,为行业内同类规格坯料加热提供了参考标准。
|
温度控制 |
||||||
|
坯料规格 |
冷/热坯 |
加热1段(℃) |
加热2段(℃) |
加热3段(℃) |
均热段(℃) |
在炉时间(h) |
|
165*225 |
热坯 |
900-1000 |
1000-1100 |
1100-1230 |
1180-1210 |
≤2.5 |
|
冷坯 |
900-1000 |
1000-1100 |
1100-1240 |
1180-1220 |
≤2.5 |
|
4.4 坯料质量控制
• 炼钢(含精炼)全过程严格落实工艺规程,坯料的化学成分需严格按对应冶炼材质标准执行,确保坯料表面质量无明显振痕等表面缺陷,是行业内从源头控制产品质量的核心要求。
• 试轧时投放同类常规钢种坯料进行对比试验,分析目标钢种特性对麻面缺陷产生的影响,为后续工艺优化提供依据,是行业内解决新钢种轧制质量问题的常用试验方法。
4.5 过程监督与管控
• 技术部门对生产技术要求实行全过程监督,各工序严格依据现行技术标准执行,确保各项参数与操作规范落实到位,是行业内保障工艺优化效果的重要管理措施。
• 生产部门提前完成轧机装配与调试,协调做好生产组织与准备工作,确保按计划完成目标规格轧制,符合行业内订单导向的生产组织模式。
5 应用效果
通过实施上述全流程控制措施,该公司250轧线顺利完成英标UC152×152×23(钢种S355J0)的轧制生产,产品腹板麻面麻坑缺陷发生率显著降低,表面质量符合英标要求,成功保障了订单按期交付。
本次优化投资成本较低,主要用于临时除磷装置制作、管道改造等,在低成本投入的前提下实现了缺陷的有效控制,符合行业内降本增效的发展需求。后续生产数据显示,该控制方法稳定性良好,不仅解决了特定规格的表面缺陷问题,还为同类规格H型钢麻面麻坑缺陷控制提供了可复制的技术方案,降低了修磨成本和废品率,提升了生产效率和产品市场竞争力,对行业内同类轧线具有重要借鉴意义。
6 结论
全连轧热轧H型钢麻面麻坑缺陷的产生是除鳞效果、轧辊状态、加热工艺、坯料质量等多因素耦合作用的结果。针对热轧H型钢的生产特点,通过优化除鳞系统(增加专用除磷装置、提升除磷压力)、强化轧辊管理(更换老化轧辊、优化冷却系统)、精准调控加热工艺(制定专项温度方案、控制在炉时间)、严格把控坯料质量等全流程措施,能够有效解决麻面麻坑缺陷问题。
该控制方法具有投资小、见效快、可操作性强的特点,已在实际生产中得到验证,对提升全连轧H型钢表面质量、保障订单交付具有重要意义,可为钢铁行业同类产品质量控制提供参考,助力行业整体表面质量水平提升。