
郭 冲,马富文
(广东广青金属科技有限公司,广东 阳江 529500)
摘 要:热轧带钢层流冷却过程是热轧生产成品之前的最后一道重要工序,直接决定了带钢产品质量。带钢卷取温度是影响热轧带钢组织性能的关键因素,是决定成品带钢加工性能、力学性能的重要参数之一,与带钢最终质量密切相关。主要介绍一种新型热轧带钢冷却系统,新型冷却系统由传统层流冷装置和快速冷却装置组成,新型冷却系统具有冷却均匀、冷却效率高、冷却速度快、冷却装置制造工艺简单、维护方便等优点,快速冷却装置与传统冷却装置组合使用时可以实现多种冷却模式,可以有效控制冷却过程使带钢组织细晶强化、析出强化和相变强化以提高带钢力学性能、综合性能,减少能源的消耗,简化生产工艺,为开发钢材新品种创造有利条件。
关键词:层流冷却;新型冷却模式;热轧带钢冷却工艺
1 热轧带钢冷却系统发展概述
热轧带钢轧后冷却装置在发展过程中,有喷射、喷雾、层流却、水幕、直接退火等多种冷却方式,冷却方式可根据不同现场工艺布置要求确定。层流冷却具有处理产品范围宽、流量调节范围宽、无流态破碎、冷却水回收率高、设备维护量小等优点,应用最为广泛。
1.1 热轧带钢冷却技术概况
带钢冷却技术是通过控制层冷区域冷却集管开闭来调节带钢温度,使带钢达到质量的一种控制冷却技术。带钢经过加热炉高温处理后,处于奥氏体再结晶阶段,随着温度的降低,材料的自然转变,其内部的显微结构会有较大幅度的增大,从而导致最终产品的综合机械性能下降。在热轧后采取冷却控制措施,可以抑制奥氏体晶粒的长大,使铁素体晶粒细化,降低网状碳化物的沉淀,维持碳化物固溶状态,提高珠光体的形貌和层间间距,提高了钢的力学性能。在冷却时,奥氏体分解为铁素体、珠光体等,由于冷却速率的变化,组织组成的比例也会有差异,因此,可以通过控制带钢冷却速率,获得不同的产品[1]。
1.2 新型冷却系统概述
新型冷却系统使用传统冷却装置与快速冷却装置组合,在传统冷却装置前、后或者前后同时安装快速冷却装置,快速冷却装置通过控制冷却水流量实现常规冷却或快速冷却模式,快速冷却装置与传统冷却装置组合使用,有快速冷却 + 常规冷却、常规冷却 + 快速冷却、快速冷却 + 常规冷却 + 快速冷却等多种冷却模式,现场具体使用何种冷却模式可根据轧制带钢的冷却工艺确定。快速冷却装置冷却水流量大冷却效率高冷却速度快,多种冷却模式可以满足多品种及各种板厚的冷却需求,能满足新品种带钢研发的冷却需求,为新品种带钢的研发及轧制提供冷却需求,缩短新品种带钢的研发周期[2]。
2 热轧带钢冷却工艺分析
轧后控制冷却是利用热轧后的余热进行在线热处理的冷却技术,通过控制热轧轧后带钢的冷却速率以及终冷温度等条件来合理控制带钢组织的相变过程,改善带钢的金相组织状态,提高带钢的强度、塑性、韧性等力学性能。
2.1 热轧带钢管层流冷却分析
鹅颈管层流冷却是应用最广泛的热轧带钢冷却方式。热轧带钢层流冷却采用层状水流对带钢进行在线冷却控制工艺。在层冷辊道上方、下方安装一定数量冷却水集管,冷却集管上安装一定数量的鹅颈管,对带钢进行冷却。冷却水由高位水箱供给,柱状的层流水虽然速度不快,但质量很大,所以具有较大的动量,可以击破带钢和冷却水之间的汽膜,实现较高效率的热交换。
2.2 新型快速冷却集管系统快速冷却分析
新型冷却系统采用传统层流冷却与快速冷却工艺组合,传统层流冷却使用管层流冷却,一般使用 U 型鹅颈管冷却。快速冷却工艺采用直管喷嘴设计,直管结构比 U 型鹅颈管结构简单,直管式的集管可以在横、纵两个方向上增加喷嘴的数量,能最大限度的增加喷嘴的密度,提高了冷却能力,并且使带钢的水流冲击区域离散化更加均匀,降低了集管喷水口的流速,增进了喷水的层流化,从而更好的实现冷却的均匀性[3]。
3 热轧带钢冷却换热分析
温度计算模型是基于传热学中的能量平衡而建立的,热轧带钢轧后冷却主要散热方式有:空气对流换热、冷却水对流换热、辊道热传导、相变潜热。
3.1 带钢辐射散热分析
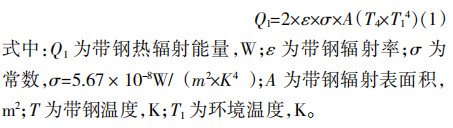
带钢从轧机出来后温度很高,带钢会以辐射的形式散失热量造成的温降,可根据 Stefan-Boltzmann 定律进行计算。带钢表面单位面积的辐射功率与带钢的绝对温度的四次方成正比,带钢的辐射能量为:
3.2 带钢与空气之间的对流换热分析
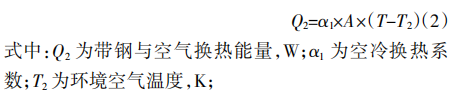
带钢在运动过程中与周围的空气发生相对位移引起带钢热量转移,根据对流换热的基本定律,带钢与空气对流换热能量为:
3.3 带钢与冷却水之间的对流换热分析
带钢与冷却水之间存在着强烈的对流换热,冷却水与高温带钢表面的对流换热遵循牛顿冷却定律,带钢与冷却水的对流换热能量为:

3.4 带钢与层流辊道之间的热传导分析
带钢在运动过程中与层冷辊道辊面接触,带钢与辊子之间发生热传导,带钢与辊子的传热热能量为:

3.5 带钢内部的相变潜热分析
热轧带钢轧后层流冷却过程带钢金相组织发生转变,对于轧后带钢在冷却过程中发生金相组织相变而产生的热量的计算所需考虑的因素众多,且过程比较复杂。相变潜热的计算依据相变动力学需考虑奥氏体、铁素体、珠光体和贝氏体等不同组织在整个带钢材料中所占的比例,但是不同组织比例的检测十分困难且精度不高。
3.6 带钢温度计算分析
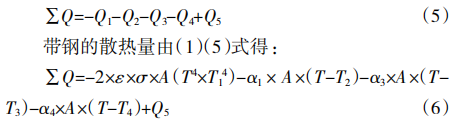
带钢通过散热、空气对流换热、冷却水对流换热、辊道热传导、相变潜热等降温,带钢热量变化表达式为:
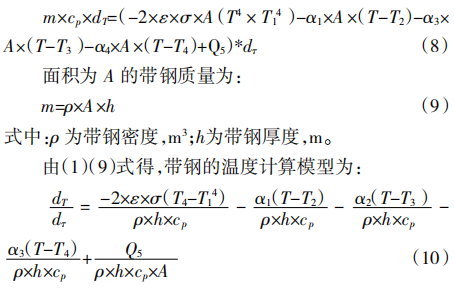
当带钢温度变化 dT 时,带钢热焓变化量为:
![]()
根据能量守恒定量,带钢热焓变化量等于带钢散失的热量,由(6)(7)式得:
在层流冷却过程中,冷却水在带钢表面形成核沸腾区、强制对流膜沸腾区,在冷却装置集管冲击作用、相互作用下,带钢冷却区状态复杂。水冷换热系数与冷却状态、带钢表面温度、带钢运行速度等因素相关。所以带钢换热系数应综合现场冷却方式、冷却条件进行修正。
4 新型系统冷却工艺
生产过程中,主要有快速冷模式、层流冷却模式、复合冷却模式,根据实际生产的钢种工艺要求使用不同的冷却模式,保证冷却系统对带钢表面高效冷却效率,实现对带钢的细晶强化、析出强化、相变强化等,增强带钢力学性能。
4.1 快速冷却装置
新型冷却系统由快速冷却装置与传统层流冷却装置有机结合组成,快速冷却装置一般由供水泵站、喷淋集管、拦截及侧喷集管、控制元件及监测元件五个部分组成。快速冷却装置组成示意图如图 1 所示,包含供水泵站、供水管路、喷水集管、侧喷及拦截、监测系统等。
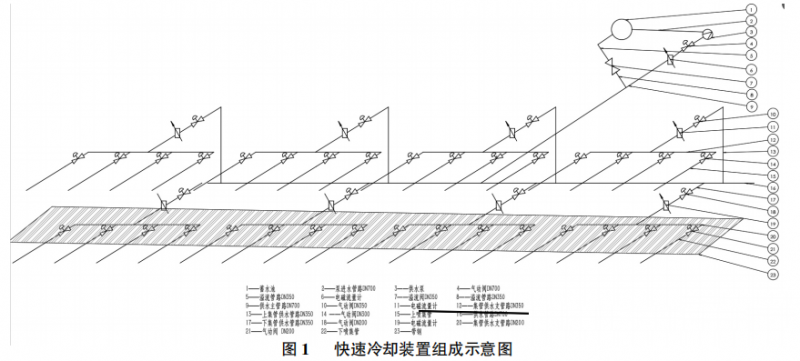
供水部分由供水泵、供水管路组成。供水主管路采用φ700 钢管,主管路从供水泵站引水到卷取层冷辊道附近,再从主管路接 8 根 φ350 的钢管供水给 8 组冷却集管。为防止控制阀门故障导致管路超压,在主管上接1 根 φ350 的钢管,把水引到冷却塔水池。
喷淋部分由 4 组上喷集管和 4 组下喷集管,上喷集管采用φ300 的钢管,在钢管上焊钢板,钢板上装 5 排φ22 的喷嘴。下喷集管采用φ200 钢管,在钢管上焊钢板,钢板上装 2 排φ22 喷嘴。
传统冷却装置集管,使用在水管上安装一排或两排鹅颈管的形式,鹅颈管集管制作工艺复杂,维护也比较麻烦,易产生变形、堵塞等使带钢冷却不均匀。快速冷却装置集管快速冷却集管,集管喷嘴使用直管式,喷嘴在横向和纵向排列都较为密集,冷却能力强、冷却均匀,集管结构简单,制作、维护方便,使用成本低。
在喷淋集管前后辊道上安装拦截喷水管,拦截水管用φ50 的钢管,钢管上接 10 个喷嘴,喷水角度与辊道平面成 30毅夹角。在层冷辊道两侧安装侧喷水管,侧喷喷嘴基座安装在层冷辊道护板上,水管用 DN50 软管供水。加强侧喷冷却水安装,侧喷集管的作用是使用喷水流冲除冷却水在高温带钢表面形成的蒸汽膜,提高冷却水与带钢表面的换热能力,减少冷却管之间冷却水的相互干扰,提高冷却控制精度[4]。
控制部分包含管路上的执行元件及控制电路组成。管路及冷却集管冷却水开关使用气动阀控制,监测部分由喷淋集管前、后温度监测,集管管路及主管路冷却水流量、压力、温度监测组成。
4.2 前置式冷却工艺分析
前置式冷却工艺流程布置如图 2 所示,快速冷却装置布置在精轧机出口与传统层流冷却装置之间。前置式工艺布置方式可实现快速冷却与传统层流冷却的有机结合。可以综合利用细晶强化、析出强化、相变强化等强化机理,生产性能优良的带钢产品。
前置式快速冷却装置具有两种功能,即快速冷却作传统层流冷却功能使用和作快速冷却功能使用。当前置快速冷却集管冷却能力与传统层流冷却能力相当时,可选取部分集管作为传统层流冷却集管使用。在此种工艺模式下,该控制系统根据终轧温度、带钢速度、厚度等信息自行控制卷取温度。当采用快速冷模式时,该控制系统需根据终轧温度、带钢速度、厚度等信息同时实现和的高精度控制。
4.3 后置式冷却工艺分析
后置式快速冷却工艺布置如图 2 所示,快速冷却装置位于传统层流冷却装置与卷取机之间。该冷却工艺布置方式需实现超快速冷却与层流冷却有机结合。采用灵活的冷却路径控制,利用相变强化机理,可用于多相高强度钢的生产,如热轧双相钢的生产。在实际生产过程中,根据带钢的实测终轧温度、带钢实测速度、厚度等信息,同时实现层流冷却出口温度和后置超快冷出口温度的控制。后置式快速冷却装置也可以当作传统冷却装置使用,只需调节集管冷却能力与传统层流冷却装置集管冷却能力相当,此时,带钢温度监测控制精轧机出口及终轧温度[5]。
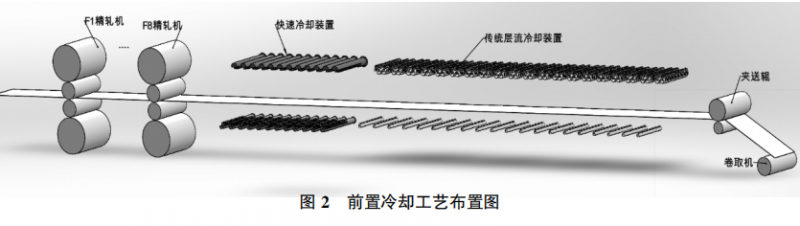
4.4 复合式冷却工艺分析
复合式工艺流程复合式快速冷却工艺布置如图 2所示。该工艺布置在精轧机出口与卷取机之前布置快速冷却装备。即在精轧机与层流冷却设备之间布置前置式快速冷却设备;在层流冷却设备与卷取机之间布置后置式快速冷却设备。该工艺布置具备前置式和后置式快冷均具有的功能。在该工艺流程下,对控制系统的要求随之增加,需同时具备前置式和后置式快速冷却控制系统功能,并且要求系统可根据工艺需求,进行功能及冷却模式的切换。
整体的脱硝效果。其次,该热源工厂对喷淋溶液进行了改进。即应用了含量高且易溶解的亚氯酸钠溶液,提高了脱硝率。且该工厂对脱硝工艺流程进行了优化,即在湿法氧化吸收的基础上通过存储罐存储亚氯酸钠溶液,之后通过加药泵、调节阀、流量计等设备将溶液注入到脱硝循环液池内,之后通过循环泵向塔喷射系统运动并与烟气充分接触,最终在强化剂的作用下清除NOX。
3.3 选择性催化还原脱硝技术的改进
选择性催化还原脱硝技术具有多重优势,但也并不是完美的,只有不断优化改进才能有效脱除烟气中的氮氧化物,为此需要对该技术进行改进。例如,某工厂在进行烟气脱硝时就应用了选择性催化还原脱硝技术且通过高尘布置方式布置烟气脱硝装置,但氨系统、SCR 系统等部分存在不足,所以该工厂对这些方面进行了改进设计。第一,氨系统改进。氨的分布会对 SCR系统的运行性能产生影响,若氨分布不均就会降低系统性能,为此该工厂根据主动利用不均这一理念对氨系统进行了改进,科学控制了不同区域的氨喷量。第二,SCR 系统改进。该工厂在改进 SCR 系统时利用有限体积法对 SCR 反应器及烟道内的流体流动与氨扩散过程进行了模拟并根据模拟结果优化了烟道的形状、增设了导流叶片[7]。
3.4 选择性非催化还原脱硝技术的改进
第一,优化蒸汽系统。该技术主要是通过使还原剂释放出氨气达到脱硝效果的,只有保障氨气的均匀分布才能够使氨气与烟气中的氮氧化合物充分反应,但氨气的分布很难控制,因此在改进该技术时需要充分应用蒸汽扰动装置并通过开孔处理这种方式改善装置的运行状况,从而增强氨气分布的均匀性,继而提高脱硝效率。第二,优化喷枪结构。喷枪在 SNCR 系统的喷射模块中发挥着重要作用,但现有的喷枪结构存在不足,在改进时需要灵活应用喷枪混合装置,从而改善锅炉的运行条件,或应用喷枪雾化装置,从而减少泄露问题的发生。同时,为了优化喷枪与炉膛的位置可以调整喷枪与水冷壁结构之间的夹角。第三,优化水冷壁弯管。在这一过程中可以在喷孔下部设置水冷壁弯管并通过不锈钢护板对其进行有效防护。第四,优化稀氨水输送系统,该系统由稀氨水泵、喷枪、稀氨水储罐等构成。可通过增设自动调节阀降低稀氨水泵故障率,增设循环回路,并利用 DCS 系统调节参数。
4 结 语
在生产过程中灵活应用烟气脱硝技术不仅可以去除烟气中的污染物,也可以减少对环境的污染,所以应提高对低氮燃烧技术、湿法脱硝技术、选择性催化还原脱硝技术以及选择性非催化还原脱硝技术的重视程度,且在应用这些技术时根据脱硝需求以及具体状况进行技术改进,从而提高脱硝效率。
参考文献:
[1]黄纪荣,仲超.燃煤锅炉烟气脱硝技术研究[J].清洗世界,2023,39(4):4-6.
[2]邢俊冬,吴杰.低氮燃烧和 SCR 技术在燃煤锅炉烟气脱硝中的联合应用[J].科技资讯,2019,17(13):66+68.
[3]赵治宇.燃煤锅炉的选择性催化还原烟气脱硝技术探讨[J].资源节约与环保,2019(4):47.
[4]杨文雄.燃煤锅炉烟气脱硝设备改造后运行数据及应用情况分析[J].装备维修技术,2021(1):47-48.
[5]刘阳.燃煤锅炉烟气脱硝装置 NOx 超标分析及运行经验总结[J].煤炭加工与综合利用,2020(9):69-73.
[6]李伟,刘财勇,齐建家,等.燃煤锅炉烟气脱硝监测系统设计[J].价值工程,2019,38(12):185-188.
[7]余仕良.燃煤锅炉烟气脱硝改造及运行总结[J].化肥工业, 2019,46(1):29-32.