
裴晓东1 张少凯 2 马国伟3 石孜江4 李文学5 吕爱军6
轧钢事业部
摘 要 :随着国内钢铁工业供给侧改革、产业结构调整、国标升级等政策的实施,线材行业向高品质、低能耗、绿色化发展的步伐不断加快,线材生产中实现节能减排的需求日益凸显。在线材生产中实现节能减排同时提高线材产品质量,并逐步向高、精、尖、优质等方向发展成为重中之重。如何实现线材轧制的“绿色化、低能耗”,已然成为钢铁企业面临的共性问题。因此,开展“绿色低碳高效线材轧制关键技术集成与应用”项目研究具有重要意义。
关键词: 高效线材轧制 绿色低碳 技术
1前言
随着我国经济发展和基础设施建设不断扩大,高速公路、轨道交通、电力输配电、桥梁等领域对线材的需求量也在不断增加。特别是在一带一路等重大战略背景下,高速线材在国内外市场的应用日益广泛。如何实现线材轧制的“智能化、高效化、低能耗”,已成为钢铁企业面临的共性问题。
高线生产加热炉智能化控制燃烧技术有待突破,温度精准控制和自动化控制水平仍需提高;线材高速轧机装备在降低轧制能耗及降低生产成本等方面有待进一步提高。
2技术集成与运用
采用检测分析、工业试验等研究方法,通过对“高效的加热炉智能化燃烧技术”、“高效低碳的线材生产工艺技术开发”等关键技术的集成和应用。实现了“燃烧智能控制”、“烟气自动分析”、“膛压自动调控技术”、“多规格线材高效生产技术”以及“轧制、穿水工艺精准控制”等关键技术突破。解决了高速线材生产工艺的技术攻关难题,大幅提升了高线产量,同时也降低了电力和煤气消耗,取得了良好的经济效益。
2.1高效的加热炉智能化燃烧技术
2.1.1自动燃烧控制技术
通过工业以太网和现场总线网络,实现远程通讯和控制设备,改进加热炉的燃烧技术,提高加热炉的燃烧效率,确保产品的高质量和高性价比。采用双重信号控制,以炉温为设定值、空气煤气自动配比调节的串级与双交叉限幅相结合自动控制方式和单回路自动控制,提高产品的产量和质量,延长加热炉寿命,降低氧化烧损。
2.1.2 炉膛压力自动控制技术
通过加热炉均热段的零压面取压孔将炉膛压力通过取样管取样到微差压变送器,再将加热炉的炉膛压力信号转变为4~20mA的模拟量电流信号,并将该信号实时、准确地通过远程仪表ET200站的模拟量输入模板输入并传送到PLC控制器中,为产品性能稳定、连续高速生产提供保障,得到良好的内部金相组织,提高产品的强度、塑性、韧性等综合性能。采用炉膛压力的测量值与设定值的偏差e以及偏差的变化量ec作为输入,在控制输出里加入比例积分进行补偿以消除模糊控制器的稳态误差。
2.1.3 空燃比自动寻优
基于CFD数值模拟,建立了金鼎1号加热炉三维模型(图1所示)。分析了空气过剩系数对钢坯加热过程及技术指标的影响。通过可视化的速度分布矢量图阐明了炉内流体的方向与速度分布(图2)。通过分析温度场明确了加热单元内的温度分布。分析了不同空气过剩系数下加热单元轴向温度云图(Y),不同空气过剩系数下加热单元轴向温度云图(Z)(图3),不同空气过剩系数下出炉钢坯上表面温度云图(图4),不同空气过剩系数下钢坯出炉平均温度(图5),不同空气过剩系数工况下不同加热段钢坯氧化烧损量(图6)。
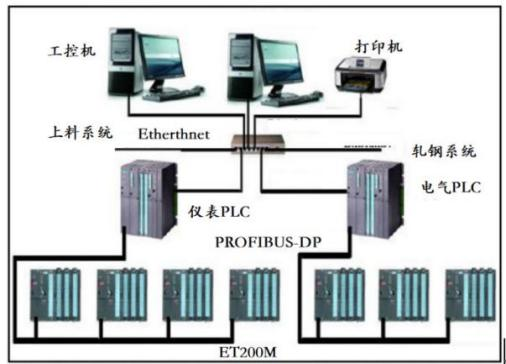
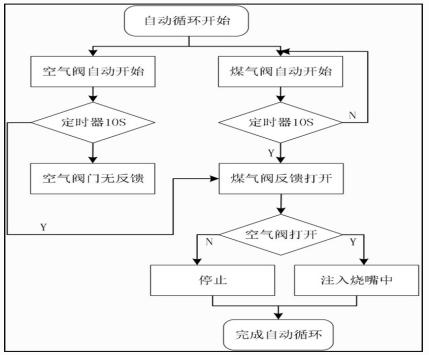
图1 高线加热炉智能化燃烧控制系统 图2 烧嘴的燃烧控制逻辑图
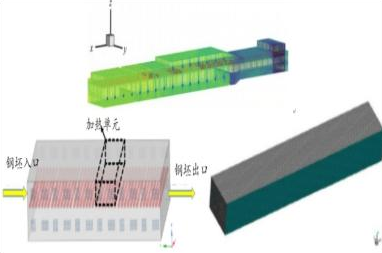
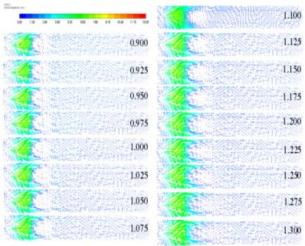
图3 金鼎1号加热炉模型 图4 Z面速度矢量图
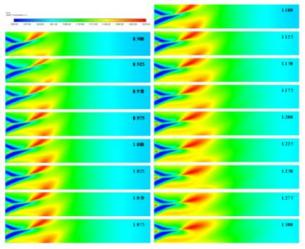
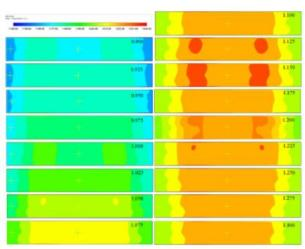
图5轴向温度云图(Z) 图6出炉钢坯上表面温度云图
2.2高效低碳的线材生产工艺技术开发
2.2.1轧制道次分配研究优化
目前通用摩根五代高线轧制工艺,生产Φ16mm及以下规格的盘条,粗中轧及预精轧机组的机架全部利用,通过改变精轧机组的轧制道次生产不同的规格。我们突破传统工艺设计,通过计算分析,重新设计预精轧、精轧的孔型,在生产Φ10、Φ12、Φ13、Φ16等规格时,把原来工艺使用的预精轧15#~18#四个机架,改为使用其中两个机架,空过两个机架,增加使用精轧机的两架轧机,提高成品出口轧制速度;通过优化改进轧制工艺,生产Φ10的轧制速度由54m/s提高到76m/s,Φ12的轧制速度由36m/s提高到53.5m/s,Φ13的轧制速度由36m/s提高到45m/s,Φ16的轧制速度由22.5m/s提高到30m/s;采用此优化工艺的另外一个优点,就是当预精轧机组的15#~18#机架中,无论任何一个机架设备出现故障,就可以甩开空过该机架,进行正常生产,也提高了轧制作业率。
2.2.2优化线材直流电机参数,提高转速,提高产量
优化过程,先拆开电机和减速机联轴器,安全确认后进行优化操作。根据不同的轧机电机,修改电机最高转速参数,准备就绪后,传动柜切换到内控模式,在柜门进行合闸和启停控制。先优化速度调节器运行,再优化励磁减弱运行,经过两个步骤,完成优化提速。
优化先后对比,1-6架电机转速由1300转/分钟提升到1370转/分钟;7-18架电机由1370转/分钟提升到1400转/分钟;一号飞剪电机由500转/分钟提升到520转/分钟。
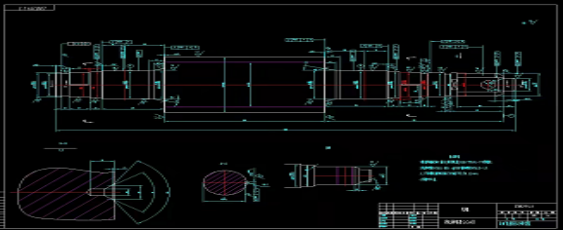
2.2.3突破设备设计极限,加大Φ350轧机辊径
轧制φ10规格以上盘圆,当Φ350末期辊辊径小于Φ360mm时,轧制转速高,只能降速轧制,影响线材机时产。为解决此问题,对Φ350轧机及机械传动系统研究分析,决定对Φ350H/V轧辊辊径加粗。轧辊直径由φ330-φ380mm改为φ330-φ420mm,增加4个轮次,加大辊径上线次数,解决了因轧辊辊径小影响轧机提速,更为提速提产稳定轧制创造有利条件。
2.2.4对精轧机辊箱改造,实现提速高产、稳产
对精轧机24#轧机6″辊箱改8″进行研究,为生产Φ14、Φ18提速提供保障,轧钢在生产φ14、φ18mm规格时,精轧机转速高成为机时产量制约条件,为解决此问题,进一步提高线材产量,将精轧机成品机架后移2个架次,轧制φ14mm规格精轧选用21#、22#、23#、24#架改为23#、24#、25#、26#架;生产φ18mm由21#、22#架改为23#、24#架次,实现提速;因24架次为6寸轧制,高速生产轧制力大,辊环承受力收到限制,容易出现炸辊环事故。经研究24#轧机由6寸辊箱改为8寸辊箱,解决了此问题,实现了稳产、高产。


3结论
1)智能化燃烧关键技术在1号和2号加热炉中投入后,炉温控制效果理想,自动控制过程中实际温度随设定温度的调节反馈十分明显,两座加热炉的调控精度均可以达到±10℃。钢坯出炉温度的波动范围明显缩小,钢坯出炉温度的稳定性有效提高了70%。本技术实施后节省了煤气33m3/吨钢,节能率15.06%,加热炉综合氧化烧损率、加热能力以及燃料消耗由原来的1.2 %、125 t/h、219 m3/t分别优化到0.7%、180 t/h、186 m³/t。为企业节约了生产成本,对产品结构的优化及长远战略具有重要意义。
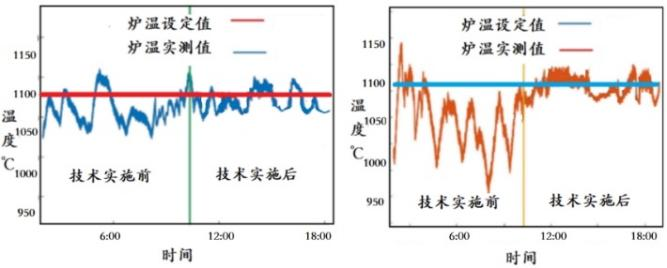
图7 1号(左)与2号(右)炉温控制效果对比
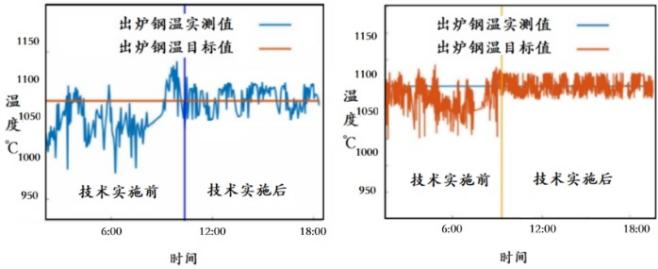
图8 1号(左)与2号(右)钢坯出炉温度对比
2)通过对线材提速降耗系列研究,将轧机装备潜能充分发挥,机时产量得到大幅提升,能耗降低明显。
|
规格 |
原机时产(t/h) |
提产后机时产(t/h) |
提高机时产量(t/h) |
提产比例(%) |
|
10 |
126.46 |
173.52 |
47.06 |
37 |
|
12 |
124.6 |
178.34 |
53.74 |
43 |
|
14 |
137.72 |
173.52 |
35.8 |
26 |
|
16 |
124.91 |
183.16 |
58.25 |
47 |
|
18 |
137.3 |
183.16 |
45.86 |
33 |
|
20 |
136.17 |
180.75 |
44.58 |
33 |
4展望
该项目实施了高速线材生产中高效轧制中系列关键技术,提高了线材生产效率,并逐步向高、精、尖、优质等方向突破。形成了“绿色低碳高效线材轧制关键技术集成与应用”,引领了高速线材“高效化、低能耗”制造技术的创新。因此该项目作为一个研究方向,解决大型项目遇到的发展瓶颈,并将研究成果和经验通过行业推广,解决同类线材轧制遇到的类似问题。
参考文献
[1] 刘志军,安韶华,李立君.智能烧炉技术在轧钢加热炉上的应用[J].山东冶金,2023,45(4):71-72.
[2] 姚海涛,魏福顺,探讨轧钢加热炉节能及降低氧化烧损的途径[J.中国金属报,2019(6):10,12.
[3] 吴莉莎.加热炉形成钢坯氧化烧损的成因及措施[J.空中美语,2021(12):1187-1188.
[4] 胡德红,王春平.轧钢加热炉温度均匀性和氧化烧损的优化[J],工业加热,2013,42(2):27-29.
[5] 孙明全,刘洋.轧钢生产中节能技术分析[J.科技与企业,2014(1):144-144
[6] 陈冠军,张忠结,陈军,等.首钢轧钢加热炉的节能[J].工业炉,2011,33(1):16-19.17.
[7] 刘明.轧钢加热炉过程控制系统与节能降耗[J].冶金与材料,2023,43(3):146-148.18.
[8] 李宗学、高速线材轧制生产线加热炉的优化设计[J]中国设备工程,2012(6):11-13.
[9] 于政军,柴天佑,柏庆言.线材轧制冷却过程智能混合控制[J]、系统仿真学报,2006,18(6):1626-1629.