
随着国内废钢积蓄量的逐步增加以及取缔“地条钢”带来的废钢价格的降低,我国的废钢资源总量将不断增加。近年来,我国废钢铁产量逐年递增,国内废钢积蓄量不断增加,预计 2020年我国钢铁蓄积量将达到100亿吨,废钢年产出量超过2.1亿吨;2025年,我国钢铁蓄积量将达到120亿吨, 废钢年产出量超过 2. 7亿吨;2030年,我国钢铁蓄积量达到132 亿吨,废钢年产出量超过3.2亿吨。随着我国钢铁蓄积量和废钢资源的增加,以及废钢价格优势的凸显,在未来20年内,我国废钢资源总量将相对充足。
由于废钢资源总量的增加以及废钢价格的降低,国内钢铁企业开始通过提高转炉废钢比的方法来节约炼钢成本,降低环境污染和提高生产效益。目前提高转炉废钢比的方法主要包括:铁水罐加废钢及预热、废钢槽加废钢及预热、炉后加废钢及预热等。本文通过系统介绍当前提高转炉废钢比的方法,分析其优缺点,重点描述无锡新三洲特钢有限公司研发的一种提高转炉废钢添加比例的方法(简称JL法)。
1 提高转炉废钢比的措施
1.1 铁水罐加废钢及预热方法[1]
铁水罐加废钢及预热方法常见的主要包括:铁水罐直接加废钢、铁水罐加废钢+预热、铁水罐加废钢+预热+铁水罐加盖。下面结合国内部分生产厂家进行详细介绍。
1.1.1 铁水罐直接加废钢
铁水罐直接加废钢的工艺流程为:铁水罐兑铁后→加入废钢碎料→高炉接铁水→兑入转炉。国内兴宝钢铁公司、天津天钢联合特钢公司采用了该方法工艺。此工艺的优点包括:①可以增加转炉废钢用量约为2 %~5 % ;②可以提高铁水罐寿命,减少铁水罐耐材消耗;③投资少,操作简单。缺点包括:①废钢必须是废钢碎料,且投资一定数量的废钢加入设备;②废钢加入量受铁水罐容量、出铁温度限制。
1.1.2 铁水罐加废钢+预热
铁水罐加废钢+预热的工艺流程为:铁水罐兑铁后→加入透气性废钢→预热到600℃~900℃→高炉接铁水→兑入转炉。国内包头大安钢铁公司采用了该方法工艺。此工艺的优点包括:①可以增加转炉废钢用量约为5 %~8 %,且废钢加入量受出铁温度限制较少;②可以提高铁水罐寿命,减少铁水罐耐材消耗;③减少铁水罐热损失。缺点包括:①废钢必须是透气性好的废钢,且投资一定数量的废钢加入设备和一定数量的铁水罐烘烤器;②废钢加入量受铁水罐容量限制。
1.1.3 铁水罐加废钢+预热+铁水罐加盖
铁水罐加废钢+预热+铁水罐加盖的工艺流程为:铁水罐兑铁后→加入透气性废钢→加盖保温至预热站→废钢预热到600℃~900℃→高炉接铁水→加盖保温至炼钢厂→兑入转炉。河北敬业钢铁公司采用了该方法工艺。此工艺的优点包括:①可以减少铁水运输过程温降20℃~30℃,铁水每升高1℃,转炉增加废钢用量约0.3 kg/℃;②可以提高铁水罐寿命,减少铁水罐耐材消耗;③减少铁水罐热损失;④废钢加入量受出铁温度限制非常小。缺点包括:①废钢必须是透气性好的废钢;②废钢加入量受铁水罐容量限制;③投资大,除了增加一定数量的废钢加入设备和铁水罐烘烤器外,还需要为每台铁水罐车增加1套铁水罐加盖装置。
1.2 废钢槽增加废钢用量方法[2]
1.2.1 废钢槽预热装置
废钢槽预热装置的工艺流程为:透气性废钢→加入废钢槽→预热到500℃~700℃→吊车吊运→加入转炉。国内包头大安钢铁公司、河北敬业钢铁公司采用了该方法工艺。此工艺简单,投资较少,可以增加废钢用量5%~6%。
1.2.2 加热炉预热废钢
加热炉预热废钢的工艺流程为:打包废钢→加热炉预热到600℃~800℃→加入废钢料槽→补加废钢碎料→运输到转炉废钢工段→加入转炉。天钢联合特钢采用了该方法工艺。此工艺的特点是:①可以增加转炉废钢用量约为3 %~4 %;②占地面积大、工序复杂、投资大、废钢必须是打包废钢;③运输过程中,废钢散热快,入炉废钢的平均温度只有300℃~400℃;④在运输过程冒烟,污染环境。
1.2.3 回转窑预热废钢
设置在转炉加料跨废钢工段的回转窑预热废钢的工艺流程为:废钢碎料→干燥窑,500℃~700℃→回转窑,烘烤600℃~800℃→废钢槽→废槽车运输至吊运位置→车间吊车→加入转炉。天钢联合特钢除了采用加热炉预热废钢,也采用了该方法工艺。此工艺的优点包括:①可以增加废钢用量3%~4%;②可以连续预热废钢;③预热温度容易控制、预热均匀,热效率高;④预热的废钢量大。缺点包括:①必须是废钢碎料;②占地面积大、投资高;③运输过程中,废钢散热快。
1.3 炉后增加废钢用量方法[2]
1.3.1 钢包预热废钢
钢包预热废钢的工艺流程为:合格的打包废钢→加入钢包→预热装置预热到600℃~800℃→钢包车运输到出钢位→转炉出钢→底吹氩气搅拌→吊运至钢包炉。天钢联合特钢、兴宝钢铁公司采用了该方法工艺。此工艺的优点是废钢预热速度快。缺点包括:①废钢与钢水混合后温度必须高于钢种的液相线温度;②废钢必须是合格打包废钢;③必须吹氩搅拌;④废钢加入量取决于出钢温度,如果后续没有升温设施,则不能加入废钢。
1.3.2 炉后设置预热废钢料仓
炉后设置预热废钢料仓的工艺流程为:合格的废钢碎料→底开式料罐→料仓→预热到 600℃~800℃→振动给料器→中间称量料仓→钢包。天钢联合特钢在采用钢包预热废钢的同时,也采用了该方法工艺。此工艺的优点是废钢预热速度快。缺点包括:①废钢与钢水混合后温度必须高于钢种的液相线温度;②废钢必须是合格废钢碎料;③必须吹氩搅拌;④废钢加入量取决于出钢温度,如果后续没有升温设施,则不能加入废钢。
1.3.3 转炉出钢过程中加入废钢
转炉出钢过程中加入废钢的工艺流程为:钢包车运输到转炉出钢位置→转炉出钢→根据出钢温度加入适量的废钢碎料→底吹氩气搅拌→吊运至钢包炉(控制钢水温度高于钢种的液相线温度)。天钢联合特钢也采用了该方法工艺。此工艺的特点:①废钢与钢水混合后温度必须高于钢种的液相线温度;②废钢必须是合格废钢碎料;③必须吹氩搅拌;④废钢加入量取决于出钢温度,如果后续没有升温设施,则不能加入废钢。
1.4 LF 钢包炉加入废钢方法[1]
LF钢包炉加入废钢的工艺流程为:合格的废钢碎料→加入料仓→预热装置预热到600℃~800℃→振动给料器→中间料仓→钢包→电极加热、吹氩搅拌→吊运去连铸。国内石钢京城装备技术有限公司、山西海鑫钢铁、天钢联合特钢采用在LF中加废钢的方法。此工艺的优点是废钢预热速度快。缺点包括:①废钢加入速度必须与LF钢包炉变压器功率输入功率相匹配;②废钢必须是合格废钢碎料;③必须吹氩搅拌;④运行成本高,在废钢价格非常低时才可以考虑。
2 JL法及生产操作实践
目前,废钢预热的工艺方法主要有铁水包(罐)加热法、废钢斗加热法等,其加热工艺主要为煤气通过烧嘴燃烧,从废钢上方直接进行燃烧加热。该工艺方法存在加热时间长、热效率低、废钢受热温度不均匀等问题。
当前废钢预热后的入炉方法主要是依赖摇炉和废钢斗直接倒入,该方法不仅废钢加入量受到一定限制,同时由于摇炉停止吹炼也减缓了转炉的生产节奏。
针对上述废钢预热、加入方式等出现的技术弊端,无锡新三洲特钢有限公司积极研发了一种提高转炉废钢添加比例的方法(简称JL法)。JL法通过高温热风对废钢进行自下而上的连续加热,采用高位上料工序和低位上料工序合理搭配,控制高位和低位废钢加入的比例、顺序和时间,进而提高废钢加入量和加快转炉炼钢生产节奏。
2.1 废钢连续加热
废钢加热系统如图1所示。将废钢加入到预热仓内,预热仓的下锥体内壁上盘绕设置有多层布风管道,每层所述布风管道上间隔均匀的设置有多个朝向仓体内的布风孔,热风炉内煤气通过燃烧器燃烧,将鼓风机送来的常温空气加热成高温热风,高温热风的温度为800℃~1000℃,通过送风管送至布风管道内,高温热风由下而上穿过仓体内的废钢,将废钢均匀加热至500℃~600℃。通过高温热风由下而上穿过废钢,废钢与高温热风接触面积大,废钢加热量大,加热更均匀。加热废钢后的热风温度降至80℃以下,之后通过除尘系统排出预热仓。
低位废钢加热工序与高位连续废钢加热工序相同。
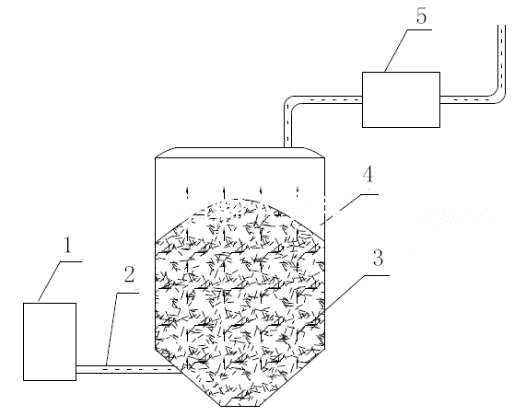
图1 废钢连续加热系统结构示意图
1— 热风炉;2—送风管;3—废钢;4—预热仓;5—除尘系统
2.2 高、低位配合上料
2.2.1低位上料
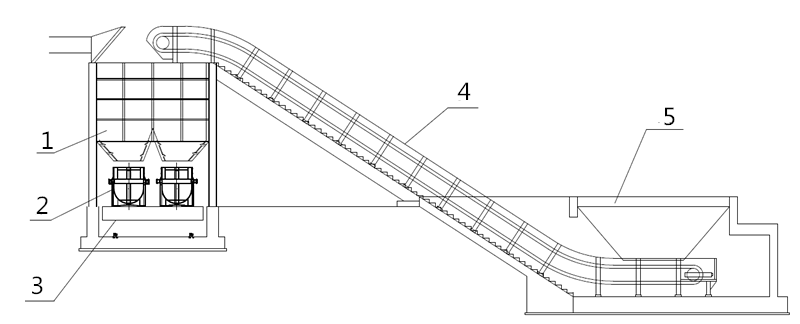
图2 低位上料系统结构示意图
1— 低位预热仓;2—废钢加料斗;3—移动平车;4—板式输送机;5—第一地下受料仓
低位上料系统如图2所示。第一地下受料仓内的预热废钢通过板式输送机送入低位预热仓内通过高温热风加热;达到加热温度500℃~600℃后的废钢由低位预热仓底部的出料口进入废钢加料斗内,由移动平车将废钢斗移出后由上料行车直接吊运装入已摇炉至装料位置的转炉内,由于上料过程产生的热损失,低位废钢入炉时的温度为400℃~500℃。预热后的低位废钢在吹炼前一次性加入到转炉中,加入比例为废钢总加入量的55%~70%。
2.2.2 高位连续上料
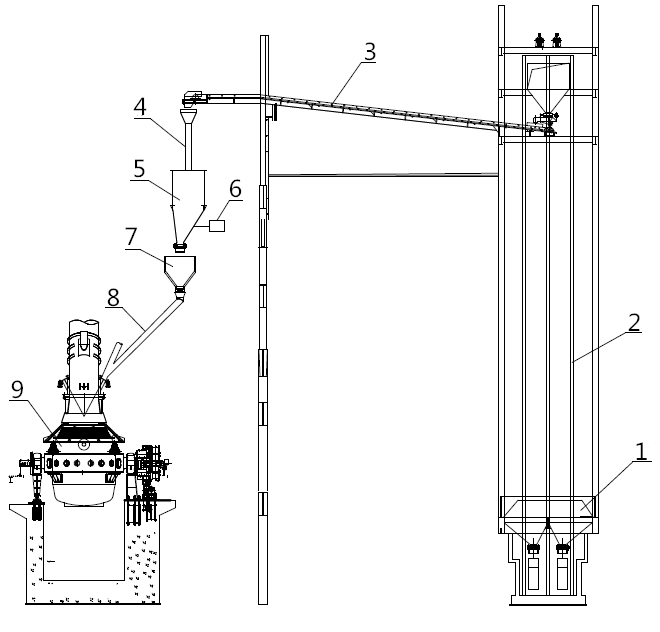
图3 高位连续上料系统结构示意图
1— 第二地下受料仓;2—废钢提升系统;3—皮带输送机;4、8—溜管;5—高位预热仓;6—振动给料机;9—转炉
高位连续上料系统如图3所示。第二地下受料仓内的废钢通过废钢提升系统输送到设定高度,再通过皮带输送机送至高位料仓处,废钢通过进料溜管进入高位预热仓内加热,达到加热温度500℃~600℃的废钢通过振动给料机进入高位预热仓下方的称量仓称重,再通过溜管进入转炉中,由于高位上料是连续上料过程,热损失比低位上料热损失小,高位废钢入炉时的温度450℃~500℃。预热后的高位废钢在吹炼后开始加入,在拉碳前结束添加,加入时间为3min~8min,此时为了保证生产节奏和降低能耗,不再停炉加入低位废钢。因为高位废钢可连续加入且热损失小,且吹炼之后,转炉内产生足够的热量,因此应尽可能提高其加入量,充分利用转炉内热量,但是受到加料溜管和高位上料能力的限制,为了达到最佳的经济效益,最终控制高位废钢的加入比例为废钢总加入量的30%~45%。
通过高、低位配合加料,大大提高了总废钢的加入量,转炉炼钢总废钢添加比达到40%~50%,降低了生产成本,加快了生产节奏,减少了环境污染,提高了生产效益。
3 结论
(1)利用热风炉将空气进行加热,高温热风在预热炉内自下而上加热废钢,使得预热仓下部的废钢温度升高,能在规定的时间内达到入炉温度和需求量的要求,废钢加热均匀,加热速度快,加热温度高,可达到500℃~600℃。
(2)低位上料工序采用吹炼前一次性加入方式,废钢添加比例为废钢总加入量的55%~70%;高位上料工序采用连续上料方式,在吹炼后开始加入,拉碳前结束,加入时间为3min~8min,废钢添加比例为废钢总加入量的30%~45%。
(4)高低位配合加料,使得转炉炼钢总废钢添加比达到40%~50%,降低了生产成本,加快了生产节奏,减少了环境污染,提高了生产效益。
参考文献
[1] 孙建新,张继强.提高转炉废钢比的整体解决方案![]() .炼钢,2018(10):19-25.
.炼钢,2018(10):19-25.
[2] 张志伟. 提高转炉废钢比研究综述![]() . 柳钢科技, 2018(1):6-9.
. 柳钢科技, 2018(1):6-9.