
新金集团炼钢厂
1 引言
在"双碳"战略深入推进的背景下,钢铁行业作为高耗能、高排放重点领域,余热余能回收利用已成为节能降碳的核心抓手。转炉炼钢过程产生的高温烟气经净化处理后,可回收为优质工业燃料,每吨钢可回收煤气80-120m³,热值达1800-2200kcal/m³,经济价值与环保效益显著。但转炉煤气中一氧化碳含量高达60%-80%,爆炸极限范围为18.2%-83.2%,且无色无味无预警性,一旦发生泄漏、氧含量超标或操作失误,极易引发重特大生产安全事故。
行业事故统计显示,转炉煤气回收系统事故占炼钢区域煤气事故总量的45%以上,诱因集中在联锁失效、违规操作、隔断装置缺失、氧含量超标回收四大类。依据应急管理部《工贸企业重大事故隐患判定标准》,煤气管道未设置可靠隔断装置、关键工艺联锁失效等均属重大事故隐患范畴。因此,全面辨识转炉煤气回收全流程风险,构建闭环安全管理体系,是钢铁企业防范重特大事故的必然要求。
2 转炉煤气回收工艺及安全特性
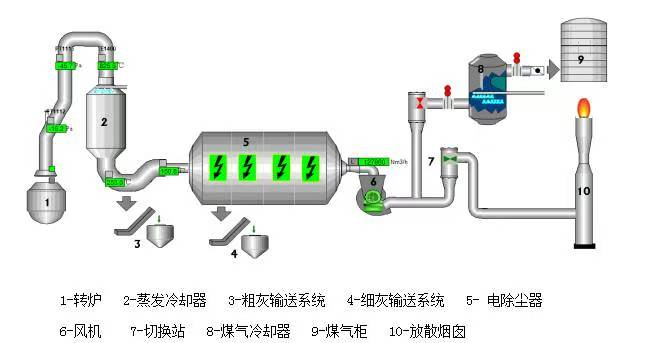
常规转炉煤气回收系统由烟罩、蒸发冷却器、除尘装置、煤气风机、三通切换阀、煤气柜、输配管道及放散点火装置组成。吹炼前期烟气氧含量超标,系统自动切换至放散模式;吹炼中期CO浓度达标、氧含量≤2%时,三通阀自动切换至回收模式;吹炼末期烟气成分波动,系统切回放散模式,完成单次冶炼循环。
转炉煤气两大安全特性决定了管控的严苛性:一是高毒性,CO与血红蛋白亲和力为氧气的250-300倍,空气中浓度达1600ppm时,10分钟内即可致人死亡;二是高爆风险性,爆炸极限范围宽、点火能量仅需0.2mJ,静电火花、电气打火均可引燃,且密闭管道内爆炸破坏力极强,易造成群死群伤。
3 转炉煤气回收典型安全风险辨识
3.1 工艺操作风险:成分波动引发爆炸
转炉炼钢为间歇性生产,吹炼全过程烟气成分动态变化。吹炼初期氧含量高,若联锁失效提前回收,空气混入管道形成爆炸性混合气体;吹炼末期抬枪、点吹操作时,炉口空气倒灌,管道内气体恰好处于爆炸区间,极易引发内爆燃。人工解除联锁、违规手动切换阀门,是人为引发爆炸的首要诱因。
3.2 设备设施风险:硬件缺陷形成重大隐患
一是隔断装置失效,转炉支管与总管未设置双重可靠隔断,单台设备故障波及全厂管网;二是泄爆设施不达标,除尘设备、管道泄爆面积不符合规范,无充氮抑爆系统;三是水封排水器隐患,压力不足、多管道共用排水器,易造成煤气击穿泄漏,属明确判定的重大事故隐患。
3.3 现场作业风险:有限空间中毒窒息
煤气柜、除尘箱体、地下管井均属二级有限空间,检修作业若未落实"先通风、再检测、后作业"原则,未配备空气呼吸器,极易发生中毒事故。单人巡检、夜间防护不到位,法兰、阀门微泄漏难以及时发现,易形成区域性煤气聚集风险。
3.4 静电电气风险:火花引爆可燃气体
干法除尘粉尘高速流动产生静电积聚,管道防静电跨接失效、接地电阻超标产生静电火花;现场电气设备未按防爆标准选型,普通开关、灯具产生电气火花,均可引燃爆炸性混合气体。
4 转炉煤气回收全链条安全管控措施
4.1 严守工艺联锁红线,杜绝人为违规操作
严格执行"三通一换"回收条件:CO浓度达标、O₂≤2%、煤气柜柜容充足。固化安全联锁逻辑,实现烟罩升降、氧枪动作、风机运行、三通阀切换全联动,任一参数超标立即自动切至放散模式并点火。严禁解除、旁路联锁,建立联锁操作分级审批制度,检修必须履行专项手续并留存完整记录。
4.2 强化设备本质安全,清零重大隐患
对照重大隐患判定标准开展月度专项排查,所有支管与总管加装盲板+插板阀双重隔断;规范水封排水器运维,封堵压力不低于30kPa,严禁不同管道共用排水器。关键位置配置多级泄爆阀与自动喷氮遏爆系统,毫秒级响应阻断爆炸传播。定期检测防静电接地与法兰跨接,现场电气设备全部采用Ex d级防爆配置,从源头消除点火源。
4.3 规范现场作业流程,严控人机交互风险
制定煤气区域作业专项制度,巡检必须双人同行、携带CO与氧气双检测仪;有限空间作业严格执行票证管理,落实通风、检测、监护、装备检查四项要求。放散区、法兰位置设置固定式在线监测报警器,信号直连主控室。划定煤气高危禁区,严禁无关人员、车辆进入风机房、煤气柜周边。
4.4 完善应急处置体系,提升事故防控能力
编制泄漏、中毒、爆燃三类专项预案,每季度开展实战演练,重点演练紧急切放散、人员救援、氮气稀释等关键操作。现场配置空气呼吸器、急救器材、应急吹扫装置,明确上风侧避险点位。严守事故处置红线:泄漏后严禁开关电气设备、动用明火、穿戴非防静电衣物,防止次生爆炸。
5 智能化赋能安全升级
依托智能制造契机,搭建转炉煤气智能安全监控平台,集成烟气成分分析、设备振动监测、压力监测、泄漏预警、AI视频识别五大模块。系统可预判氧含量波动趋势,提前干预回收流程;AI识别自动捕捉违章进入、未佩戴防护装备等行为,实时声光报警。建立设备故障预测模型,提前预警阀门卡涩、风机异常等隐性隐患,实现从事后处置向事前预判的本质安全升级。
6 结语
转炉煤气回收是钢铁企业节能降碳的关键工序,但其高风险特性决定了安全管理无容错空间。煤气事故往往源于微小操作失误、长期隐性隐患和习惯性违章,企业必须坚持"安全第一、联锁优先、本质防控"原则,严格对标国家安全规范,守住工艺联锁红线、补齐设备短板、规范作业行为、升级智能安防。
唯有构建全流程、全岗位、全时段的闭环管理体系,压实岗位安全责任,杜绝违章指挥与违章操作,才能彻底防范中毒、爆炸类重特大事故,实现转炉煤气回收安全、绿色、高效运行,助力钢铁行业安全生产与低碳转型协同推进。