
李勇 李东海 马为丁 罗磊
(重庆赛迪热工环保工程技术有限公司,重庆401122)
摘要:转底炉工艺已被广泛应用于钢铁厂含铁尘泥处置利用领域,其工序能耗仍存在较大的优化空间。基于常规工艺流程,对转底炉工序能耗的构成及原因进行了理论分析,指出转底炉的主要消耗介质主要是煤气和电,其高能耗的原因在于产能规模有限、原料准备工序能耗大、产品余热回收率较低、设备密封性设计不完善等,提出了若干有针对性的优化措施建议:通过实施强化原料选择及合理选择预处理工艺、加强废烟气和高温产品余热回收、完善转底炉和生球烘干机等重点设备选型设计、开发转底炉产能提升新技术、引入智能配料模型及智慧燃烧系统等智能化控制手段以及优化生产操作管理等手段,从降低一次能介消耗和提高二次能量回收两个方面挖潜增效,降低转底炉工序能耗,进一步提高转底炉技术的市场竞争力。
关键词:转底炉;工序能耗;原料选择;余热回收;产能提升
钢铁生产过程中会产生大量的固体废弃物,其中,各类含铁尘泥的产生量约100~120kg/吨钢。这些含铁尘泥含有铁、碳、钙、锌、钾、钠等有价元素,是具有回收利用价值的二次资源。传统的委外处置因日趋严格的环保管控而日益困难;简单的直返烧结利用方式,因存在有害元素循环富集等问题而难以持续。因此,寻求合适的含铁尘泥解决方案,成为钢铁企业绿色发展的一项重要课题[1-3]。
经过多年发展,以回转窑、转底炉代表的尘泥处理工艺,逐渐获得行业认可,尤其是转底炉工艺,因其原料适应性强、操作灵活、产品应用范围广等优点,近年来实现了大面积的推广应用。转底炉工艺本质上是一种煤基直接还原工艺,即通过高温直接还原尘泥中的Fe以及Zn、Pb等有害元素,处理得到的金属化产品作为钢铁冶炼原料,收集的富锌产品作为锌冶炼工业原料,实现固废资源再生利用。转底炉技术1978年始建于美国,进入21世纪后,日本陆续建成10余座转底炉,2009年,我国马鞍山钢铁公司首次从新日铁引进该技术,此后,国内科研院所、工程技术公司通过引进消化吸收、再创新,坚持自主研发、重点攻关,成功掌握转底炉关键工艺技术,实现转底炉重点设备国产化,有力地推动转底炉进人快速发展的轨道。近年来,沙钢、燕钢、宝武、京唐、新钢、中天钢铁、大冶特钢等企业已相继建成投用转底炉产线[4]。
尽管相较于回转窑等其他工艺,转底炉工序能耗相对较低,但由于其特殊的工作原理和结构特点,转底炉工序能耗仍处于较高水平,存在较大的降耗节能的优化空间[5-6]。本文基于转底炉处理含铁尘泥的常规工艺流程,基于理论分析与工程实践相结合的方法,重点分析了转底炉工序能耗的构成和主要耗能环节,提出了相应的节能降耗优化措施,以期为转底炉能耗挖潜增效的进一步研究和实践提供指导。
1转底炉工序能耗现状分析
1.1工艺流程
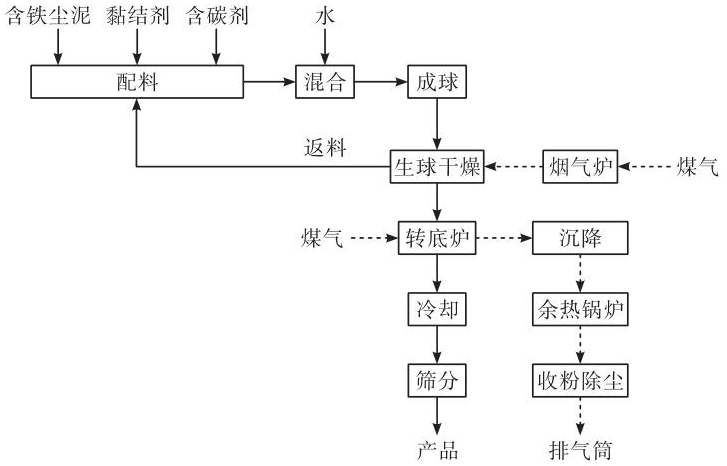
一般地,钢铁企业含铁含锌尘泥主要指高炉除尘灰(泥)转炉除尘灰(泥)、电炉除尘灰(泥)等。转底炉工艺以上述含铁含锌尘泥为主要原料,配入一定比例的还原剂(CDQ粉、煤粉等)粘结剂等,加水混合均匀,然后造球或压球,再将含湿球团送入干燥机烘干。筛除其中的细碎粉料,返回重新配料。合格尺寸的球团均匀布料到转底炉炉床上,随环形炉床运动一圈。炉膛内气氛温度1000~1300°C,停留时间20~40min。含碳球团被还原成金属化球团,经高温排料机排出,然后进入冷却机冷却,筛分出的合格尺寸成品球,送至高炉、转炉或电炉使用,其余的粉料运送至烧结利用或返回配料工序重新处置。球团中的锌以挥发形式随烟气带走,经锅炉余热回收、降温,再由除尘器净化、捕集,逐级回收获得氧化锌粉副产品。典型的转底炉工艺流程如图1所示。
1.2 工序能耗构成分析
转底炉产线主要消耗的能源介质包括电、水、煤气、压缩空气、氮气等[6],不考虑蒸汽回收时,每吨产品工序能耗通常约为250~350kgce,具体数值取决于处理量、原料成分、煤气参数、操作制度等。其中,煤气消耗占比最大,约为70%~85%,电耗其次,占7%~10%,其余的水、压缩空气、氮气等能介消耗占比极少(总和〈10%)。转底炉烟气余热回收系统生产的蒸汽能量折算成标准煤70~120kgce,约占转底炉整体工序能耗的1/3。综上,考虑烟气部分余热回收后,当前转底炉产线工序能耗基本稳定在每吨产品150~250kgce/t内。
以年处理能力20万t的转底炉为例,进行转底炉本体热平衡理论计算,计算结果如表1所示。
表1转底炉热平衡计算表
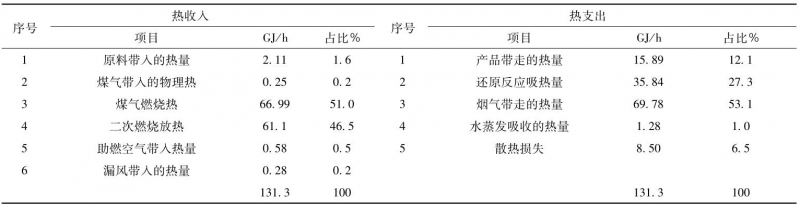
从表1可看到,转底炉热量收入的绝大部分来源于煤气燃烧热、还原反应中间产物二次燃烧反应热,两者合计共占热收入总量的97.5%。由此可见,转底炉的主要能量来源是煤气和还原反应的二次燃烧放热。鉴于转底炉配碳剂源自高炉瓦斯灰等含碳灰的回收再利用,属于内配碳,不计人工序能耗,因此,转底炉本体工序能耗的主要决定性因素是煤气。在转底炉热支出中,烟气带走的热量占比过半(53.1%),其次是反应吸热(27.3%)、金属化产品带走的热量(12.1%)以及散热损失(6.5%)。综合上述分析可知:通过优化途径降低转底炉本体能耗,在热收人端的体现是降低煤气消耗,提高燃烧效率,减少漏风,体现在热支出端则是减少烟气和产品带走的热量,避免散热损失-801.3工序能耗高的原因分析当前,转底炉工序能耗相对较高,主要原因有以下几点:
(1) 单位产能有限:转底炉采用独特的环形炉床运动形式,球团与炉床处于相对静止状态,为保证还原质。
量,炉床布料层透气性要求较高,布料高度有限,炉膛空间利用率偏低,处理规模无法显著提升,这是其单位产品能耗较高的主要原因之一
(2)原料准备工序能耗大:转底炉需要处理污泥等含湿原料,需耗费大量能源对含湿料进行烘干预处理。物料加湿、混匀、成球是转底炉的必要工序,而人炉前的含湿球团又需要再烘干。因此,转底炉原料准备工序需要耗费大量的能源。
(3)余热回收率低:转底炉产生的高温烟气余热已得到部分回收,但仍有进一步利用的空间;从转底炉床排出的金属化球团较高,其余热没有加以回收利用,存在能源浪费。
(4)密封性设计不完善:物料运输环节存在“跑冒滴漏”,生产返料率大,漏风明显,工艺系统有效处理率低,风烟公辅系统负荷增加,进而增加工序能耗。
(5)生产操作不规范:转底炉是新兴工艺,大多没有形成标准化、规范化的生产操作制度,实际操作的随意性较大,导致生产控制的人为主观性强,性能指标不稳定,无形中也会增加工序能耗
2能耗优化措施探讨
2.1 强化原料选择
转底炉原料的种类及特性直接影响其生产效率和产品质量。强化原料选择,选择合理的原料准备工艺,保证产线稳定运行,是降低工序能耗的有效途径之一。
(1)优先选择适合转底炉的高铁、高锌、含碳原料,保证工艺顺行、达产达标;
(2)选择有害元素(碱金属、氯元素)少、杂质少的粘结剂,改善成球效果,减少返料率,避免烟气系统堵塞风险;
(3)加强原料成分稳定控制,原料供应保障充足连续,避免生产波动,提高系统作业率;
(4)兼顾综合处置效益,注重不同原料在理化特性方面的配伍性,实现产线稳定,为能耗指标优化创造条件;
(5)原料准备工序应优先采用如干湿混匀搭配、自然堆晾降水等低能耗工艺,避免高能耗强制烘干工艺。
2.2 加强余热回收
2.2.1 废烟气余热回收利用
根据转底炉热平衡测算,转底炉出口烟气温度约1100°C,烟气带走的热量占转底炉系统总热量支出的50%多,这部分烟气热量应作为重点加以回收利用[9-10]。通常的转底炉烟气处理设施包括初沉降、余热锅炉、收粉除尘器等,其中,余热锅炉对烟气进行降温冷却,同时回收部分热量,生成过热蒸汽外送并网或发电;到达收粉除尘器出口的烟气温度约150~200°C,仍含有一定的热焓,具备进一步回收利用的必要性和可行性。考虑到转底炉入炉球团烘干工序需要使用大风量、低风温烟气,若将转底炉烟气系统出口的尾烟气导入生球烘干工序作为混风使用,全部或部分地替代烟气炉的掺冷风,减少烘干烟气炉的煤气消耗量。经测算,转底炉尾气全部回用时,烘干煤气消耗量降低幅度约为0.12~0.15 GJ/t原料,降幅约10%~12%.较为可观。
2.2.2 高温产品余热回收
从转底炉排出的金属化球团产品温度高达950~1050°C,目前普遍采用的方式是以水为冷却介质,采用冷却机将高温球团冷却至200°C以下。高温球团的热焓全部散失,没有回收利用,造成热量浪费[11]。从表1中可以看到,金属化球团带走的热量约15.89GJ/h,占总热支出的12.1%。若对金属化球团冷却工艺加以改进:在球团冷却的同时,将其热量收集转化成热水或蒸汽,假设冷却后球团温度150°C,热量回收转化率为80%,则回收的热量可达11.67 GJ/h,折合12.4 kgce/t原料,也就是,通过改进高温金属化产品冷却、增设余热回收工艺可以将转底炉整体工序能耗每吨原料降低约12.4kg标准煤。
2.3完善重点设备选型设计
2.3.1 加强密封性设计
加强转底炉关键设备密封性设计,减少系统漏风,提高生产效率,降低工序能耗,主要可从以下三个方面着手:
(1) 加强转底炉本体密封设计。转底炉炉膛环境理论上处于全封闭式微负压,但转底炉作为大型的非标设计设备,结构复杂、部件繁多,设计、制造和安装要求较高,转底炉进出料口、炉门、炉体、炉底机械等部位存在缝隙,实际生产过程中,这些缝隙部位因炉内外压差而形成漏风,大量的环境风进入炉内被加热,最终随烟气带走[12]。以转底炉进料口为例,振动布料器和炉顶板之间呈脱开状态,与大气直接连通,此处缝隙漏风量估算约为8000~12000m2/h(标准),这些环境风进入炉体后,一方面势必对炉膛内烟气流和温度场形成干扰,另一方面增加转底炉煤气消耗,加重烟气系统负荷。如果针对转底炉振动布料方式开展密封性改进优化,或者摒弃振动布料方式,采用缓冲仓下密封布料方式,从源头上杜绝转底炉布料敞口漏风,则转底炉的燃气介质能耗量将降低约10%~25%,转底炉本体烟气排放量降低约15%~30%。
(2)加强生球干燥机密封设计。生球干燥机是转底炉全线的第二大能耗大户,干燥机热源通常采用煤气燃烧的烟气炉,其煤气消耗量占全线总煤气消耗量的1/4~1/3。最常见的生球干燥机为低温链篦机,漏风率高达20%~40%,大量的烟气热量用于加热“野风”,没有有效作用于球团,造成能源浪费[13]。因此摒弃链篦机结构形式,选择适应性更强、结构更为合理、密封性更好的全密闭式环保型生球烘干机,将漏风率控制在15%以内,减少漏风窜风概率,生球烘干效率更高,工序能耗更低
(3)对原料、成品运输倒运过程中的易泄漏部位开展密封优化设计。针对胶带机、刮板机等,不同的泄漏点,设计合理的密封结构,如采用多重密封、减少倒运次数、降低物料落差、增加密封垫等,确保物流系统的密封性能,最大程度减少漏风扬尘,减少“跑冒滴漏”产生的返料,降低除尘负荷和系统运行能耗,避免多次重复加工带来的能耗,提高生产效率。
2.3.2 改进转底炉本体燃烧工艺
转底炉本体采用高效燃烧器,确保燃料完全燃烧提高燃料利用率;优先选择高热值、低污染的燃料,如天然气、焦炉煤气等,有助于降低能源消耗,减少废气排放;有条件时尽量采用富氧燃烧、燃料和助燃风预热处理工艺,确保燃烧充分和高燃烧效率;开展大数据分析,实施自动化智能化控制策略,优化空燃比,实现精准的燃烧管理和炉膛温度控制,确保最佳燃烧状态。此外,转底炉炉膛结构应加强优化设计,改善热流分布,减少热量浪费。
2.4 研发提升产能新技术
钢铁行业具有典型的规模经济效应,处理规模越大,产量越高,则单位产品所分摊到的消耗成本越小。转底炉产线亦是如此。转底炉炉膛空间高度约1.5m,受限于还原反应限制性环节,转底炉炉床只能布料1~2层含碳球团,厚度仅30~40mm,炉膛空间利用率严重不足,产量无法大幅提升[14];转底炉通过燃烧煤气实现辐射加热,仅少量的热量实际作用于反应工质,大。部分随烟气带走,严重制约转底炉本体的能量利用效率。如果在保证料层透气性的前提下,能将炉床布料厚度提高50%(产能提升约50%,布料厚度45~60mm),则转底炉本体的单位产品煤气消耗量可降低约15%~20%,如果通过合适的手段将产能翻倍,则单位产品煤气消耗将降低约25%~35%。
2.5 引入智能化控制手段
转底炉配料工艺决定产线原料质量,对混合料质量、成球水平和返料率、烘干机干燥效果等炉前工序能耗均存在较大的影响。转底炉本体作为全产线的中心,同时也是全线能介消耗大户,其炉膛温度、气氛和炉底转速等与燃烧效果、产品质量及产量指标密切相关。在实际生产过程中,由于原料的成分和种类、煤气热值等均不可避免地存在波动,人工操作具有局限性,配料精度难以保证,炉膛温度和气氛不易稳定,从而产品质量和工序能耗不稳定。引人智能化控制手段,一方面通过原料数据的实时采集和处理,结合机器学习和大数据分析,自动计算,动态寻优,实现最优化配料方案,提高原料配料精度;另一方面通过收集转底炉本体各点温度、压力、煤气参数、流量等数据,加以专家系统开展分析,协调控制转底炉温度、气氛、转速等参数,实现炉内气氛及燃烧温度场的精准控制,减少误差,确保生产指标的一致性和稳定性,可最大程度地优化整体工序能耗。
2.6 优化生产操作管理
制定合理的生产计划,确保生产过程的稳定性和连续性;建立高效的物料管理系统,减少物料等待时间和倒运次数;建立工艺停炉(机)设备检修节电运行制度,降低生产能耗;加强设备巡检和维护,确保设备处于良好的运行状态;严格按照标准化操作,避免人为失误导致的能源浪费;加强节能宣传和培训,提高节能意识和自觉性。
3结论
转底炉工艺被广泛应用于处置钢铁厂尘泥固废,具有原料适应性广、作业率高、产品质量好、指标稳定等优点。转底炉工序能耗相对较高,可通过实施强化原料选择、加强余热回收、完善设备选型设计、研发提产新技术、引入智能化控制及优化生产操作管理等手段,挖潜增效,降低转底炉工序能耗,这也将有助于转底炉进一步发挥其技术优势,提高效率效益,推动转底炉技术的继续发展。
参考文献
[1] 李 岩,赵志坚,冯怀萱,等.转底炉处理钢铁厂含锌尘泥工艺技术[J].烧结球团,2022,47(6):106-115,145.
[2] 刘胜涛,王 凯,朱 利.首秦资源类固废综合回收利用实践[J].中国冶金,2018,28(11):73-88.
[3] 杨春善,任明欣.日照钢铁固废尘泥处理实践[J].钢铁,2019,54(4) :83 -91,98.
[4] 李东海.转底炉处理冶金含锌尘泥技术工业化历程概述[J].工业加热,2022,51(9):1-4.
[5] 金永龙,刘思远,秦国旗,等.典型的处置钢铁企业含锌固废工艺的能效分析[J].冶金能源,2022,41(3):18-22.
[6]张江鸣,任 煜,廖二冬.转底炉处理冶金固废的节能研究与应用[J].2022,40(6):180-184.
[7]李 钰.转底炉处理冶金含铁固废系统的能量分析及优化[D].沈阳:东北大学,2020.
[8]赵昕力,秦 勤,于庆波,等.转底炉处理含铁尘泥系统的烟分析[J].材料与冶金学报,2022,21(3):200-205.
[9]李汉华,原 辉.转底炉烟气余热再利用发电[J].中国设备工程,2015(5):60-63.
[10]秦 洁,刘功国,吴秋廷,等.转底炉高温烟气余热回收利用分析研究[J].矿冶,2011,20(4):86-90.
[11]屈海博.转底炉金属化球团热装热送技术研究[J].山西冶金,2023(1):154-155,158.
[12]高金涛,周春芳,朱 荣,等.转底炉分区域供热研究[J].北京科技大学学,2014,36(1):110-116.
[13]赵 冰,王百重,于青松.链篦干燥机的应用与结构优化[J].工业技术,2018(9):89-90.
[14]徐健祥.厚料层转底炉含铁尘泥直接还原模拟研究[D].沈阳:东北大学,2021.