
黄树森 吴特
沈阳隆基电磁科技股份有限公司
摘要:在钢铁行业绿色低碳转型与循环经济发展的背景下,钢渣资源化高效利用成为行业发展核心方向。本文以钢渣二次处理生产线流程优化为研究重点,对比分析热泼焖渣、池式热焖、有压热焖三种主流钢渣一次预处理工艺的技术特征与出料特性,探究不同焖渣工艺的粒度分布对二次处理流程的影响规律,针对性设计适配坑焖/池焖、有压热焖工艺的钢渣二次处理优化路线,明确各路线核心工序、操作要点及设备配置,同时对比新工艺与现有工艺的产品指标优势。研究结果可为钢铁企业钢渣高品位磁性物料提取提供工艺选型、流程配置的量化依据,有效提升钢渣铁资源回收利用率与尾渣高值化利用水平,助力钢铁行业固废资源化发展与“双碳”战略落地。
关键词:钢渣;焖渣工艺;粒度分布;二次处理;磁性物料提取
在我国“双碳”战略深入推进、循环经济体系加速构建的背景下,工业固体废弃物减量化、无害化、高值化利用已成为钢铁行业绿色低碳转型的核心约束与发展导向。国家先后出台《中华人民共和国固体废物污染环境防治法》《“十四五”大宗固体废弃物综合利用指导意见》《关于加快推动工业资源综合利用的实施方案》等一系列政策文件,明确提出到2025年大宗工业固废综合利用率达到57% 的刚性目标,将钢渣列为冶炼渣资源化利用的重点品类,鼓励推广稳定化预处理、高效分离与建材化等高值化利用技术,强化产生、贮存、利用、处置全链条环境监管,推动钢渣由“末端处置”向“资源循环”转变。我国作为全球最大钢铁生产国,粗钢产量连续多年位居世界首位,钢渣作为炼钢环节最主要的大宗固废,年产生量已突破1.2亿吨,累计堆存量超15亿吨,占用大量土地资源并存在环境安全隐患;尽管行业整体固废综合利用率接近99%,但钢渣尾渣有效利用率仅30%—40%,游离氧化钙(f-CaO)消解不彻底、安定性差、处理工艺适配性不足等共性问题突出,严重制约后续规模化利用。闷渣作为钢渣稳定化预处理的关键环节,直接决定钢渣粒度与二次处理生产线的整体配置,不同闷渣工艺在对应钢渣二次处理效率、能耗、投资成本与产品适用性上差异显著,因此开展闷渣方式对比与钢渣二次生产线流程优选研究,对提升钢渣资源化利用率、降低企业环保成本、支撑钢铁行业绿色高质量发展具有重要工程价值与现实意义。
1 引言
我国钢铁工业固废资源化利用已进入技术迭代加速、政策约束趋严、市场需求升级的新阶段。当前国内钢渣年产生量稳定在1.2亿吨以上,累计堆存量突破15亿吨,每生产1吨粗钢约伴随0.10~0.15吨钢渣产生,转炉钢渣占比超75%。在处理技术路线上,池式热闷、有压热闷、坑式闷渣、风淬、滚筒法等多元工艺并存。尽管钢渣处理技术持续进步,行业仍面临预处理与二次处理脱节、工艺匹配性不足、资源化效率偏低的共性瓶颈。
现有二次处理产线多以破碎、筛分、磁选为核心流程,但因焖渣效率不同,普遍存在粒度不均、含水率波动大,经过二次生产线处理后存在渣铁解离不充分等问题,直接导致后续环节堵料频繁、磁选回收率低。从利用水平看,我国钢渣综合利用率约30%~45%,远低于欧美、日本90%以上的水平,尾渣高值化利用受限;区域上河北、江苏、山东、辽宁等主产区钢渣产出量占全国近50%,但处理能力结构性失衡,中小钢厂仍存在简易处置、资源浪费等现象。同时,行业缺乏闷渣方式—产线流程—产品定位一体化选型规范,企业多依赖经验设计,难以实现效率、成本、环保协同最优,与“双碳”目标及大宗固废综合利用要求存在明显差距。
开展不同闷渣方式对钢渣二次处理生产线流程的选择研究,具有重要的理论价值与工程现实意义。理论层面,可系统揭示闷渣工艺对钢渣物理性状、解离特性、安定性的作用机制,明确不同闷渣方式与后续破碎、分选、粉磨流程的匹配规律,完善钢渣“稳定化预处理—资源化二次处理”全链条理论体系,填补工艺一体化优选的研究空白。工程层面,能够为新建及改造项目提供工艺选型、流程配置、参数优化的量化依据,解决粒度适配差、流程冗余、能耗高、运行不稳等痛点,提升产线作业率与产品合格率。环保层面,可显著提高钢渣利用率与铁元素回收率,减少堆存占地与环境风险,降低碳排放与污染物排放,助力钢铁行业绿色低碳转型。经济层面,有助于降低综合处理成本、提升尾渣高值化利用水平,将固废包袱转化为资源资产,提升企业经济效益与市场竞争力。本研究可为钢铁行业固废资源化高效利用提供技术支撑与实践参考,服务国家循环经济与双碳战略落地。
2 主流钢渣闷渣工艺技术原理与特点对比
闷渣作为钢渣实现游离氧化钙(f-CaO)、游离氧化镁(f-MgO)消解、安定化改性、渣铁初步解离的核心预处理工序,其工艺参数、出料状态、处理效果直接决定后续破碎、筛分、磁选、粉磨、资源化利用等二次处理环节的设备选型、流程复杂度、运行能耗与产品合格率。目前国内钢铁企业规模化应用的钢渣闷渣工艺主要为热泼闷渣、池式热闷、有压热闷三大类,三类工艺在处理条件、自动化水平、投资成本、出料特性上差异显著,是决定二次处理生产线整体方案的核心前提。
表1:三大主流闷渣工艺综合对比表格
|
对比项目 |
坑式闷渣 |
池式热闷 |
有压热闷 |
|
处理压力 |
常压开放 |
常压密闭 |
密闭加压 |
|
消解周期 |
7~15 天 |
16-24h |
2-3h |
|
f-CaO 消解效果 |
差,残留高 |
较好 |
优 |
|
出料含水率 |
20%~40%,波动大 |
18%~30%,较均匀 |
15%~25%,均匀可控 |
|
粒度与结块 |
结块严重、粒度不均 |
结块、粒度不均 |
无结块、粒度均匀 |
|
投资成本 |
低 |
中 |
高 |
|
适配二次处理产线 |
简易间断式 |
常规连续式 |
高效自动化短流程 |
|
环保与政策适配性 |
差,逐步淘汰 |
良 |
优,符合政策导向 |
3 不同焖渣工艺对应的钢渣二次处理流程的选择
钢渣一次处理后的粒度组成,是影响其二次处理流程运行效果的核心因素。在处理量相同的条件下,钢渣粒度差异会直接导致物料在二次处理各工序节点的数质量分布产生显著区别。坑焖与池焖作为钢渣一次处理的常用工艺,二者均存在成品粒度分布不均、颗粒级配离散性大的共性问题,因此将两种焖渣工艺的粒度特征合并开展对比分析。
3.1焖渣粒度分布
池焖工艺与坑焖工艺产出钢渣的粒度,按0~10mm、10~20mm、20~30mm、30~50mm、50-80mm及>80mm五个粒级进行划分,其粒级占比对比结果详见表2。
表2:普通焖渣钢渣粒度分布
|
普通焖渣 |
钢渣粒径mm |
||||||||
|
0-10 |
10-16 |
16-25 |
25-31.5 |
31.5-40 |
40-50 |
50-80 |
80以上 |
||
|
比
例 |
1 |
18.33% |
13.59% |
17.9% |
10.6% |
3.45% |
6.95% |
19.2% |
9.98% |
|
2 |
19.9% |
16.34% |
17.28% |
10.45% |
2.94% |
6.26% |
17.6% |
10.5% |
|
目前钢渣经处理后返回烧结工序作为配料使用的磁选粉,合格粒度标准通常为0~10mm,而坑焖、池焖工艺产生的焖渣中大颗粒物料占比较高。若将大颗粒物料与10mm以下细颗粒物料混合研磨,会大幅降低细颗粒物料的研磨效率,增加磨矿能耗与设备运行负荷;若不对0~10mm粒级物料进行针对性研磨提纯,既会降低磁选粉的成品品位,也会导致尾渣中磁性金属铁含量升高,降低钢渣中铁资源的回收利用率。
3.2工艺路线选择
基于上述坑焖、池焖一次处理工艺的粒度特性及存在的问题,该类一次处理产物对应的钢渣二次处理,建议采用如下优化工艺路线。
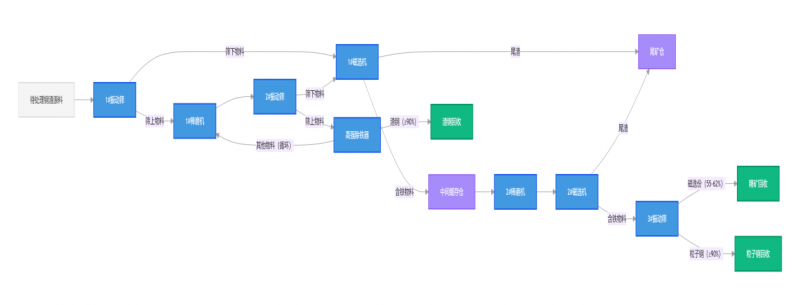
图1:钢渣工艺路线
3.3工艺路线说明
1)上料
铲车上料,格筛筛孔200mm,筛上落地,筛下进入缓冲仓后,通过给料机给输送机均匀给料;
2)筛分
输送机料进入1#强力筛,筛孔为20mm,筛分出大于20mm及小于20mm物料;
3)破碎
大于20mm物料通过输送机及管式给料机进入1#棒磨机,磨机出料通过返回强力筛,未破碎至20mm以下物料返回磨机循环;
4)回收
小于20mm物料通过5#进入1#磁选机,1#磁选机将含铁量高的磁性物选出进入2#磨机;非磁性及弱磁性物料进入尾渣仓;
5)研磨
小于20mm磁选料进入通过输送机及管式给料机进入2#棒磨机研磨,磨机出料进入2#磁选机;
6)提纯
2#磁选机将研磨后的物料进行再次磁选、提纯,磁性物料进入筛分,筛分出0-10mm高品位磁选粉和10-20mm粒子钢,分别进入料仓,尾渣进入尾渣仓;
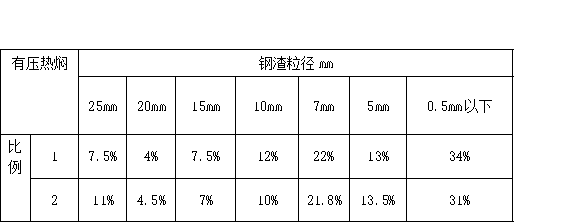
3.4有压热焖粒度分布
表3:有压焖渣钢渣粒度分布
3.5工艺路线选择
基于有压热焖一次处理工艺的粒度特性及存在的问题,该类一次处理产物对应的钢渣二次处理,建议采用如下优化工艺路线。
图2:钢渣工艺路线
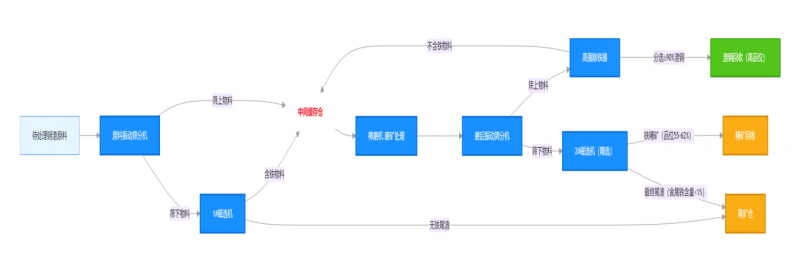
3.6工艺路线说明
1)上料
由天车上料至200mm给料格筛,筛上物料落地;筛下物料经受料槽下振动给料机进入输送机;
2)一次筛分
进入振动筛。振动筛筛孔10mm,筛下物料通过输送机进入1#磁选机进行磁选,磁性物及筛上物经输送机进入中间仓,1#磁选机后无磁性物料经输送机进入尾矿堆放地。
3)棒磨破碎
中间仓下经皮带机至管式给料机分别给两台棒磨机供料,物料经磨机破碎、磨矿后,经输送机输送至二次筛分。
4)二次筛分磁选
进入二次筛分间的物料,首先经过2#振动筛筛分,筛孔10mm;筛上物经由输送机返回中间仓,返回输送机上增加带式磁选机对大块钢分选,可得到10-150mm大块渣钢;筛下物通过输送机进入2#磁选机进行磁选,得到0-10mm磁选粉,通过输送机至成品库;尾渣经过输送机转运至尾渣库。
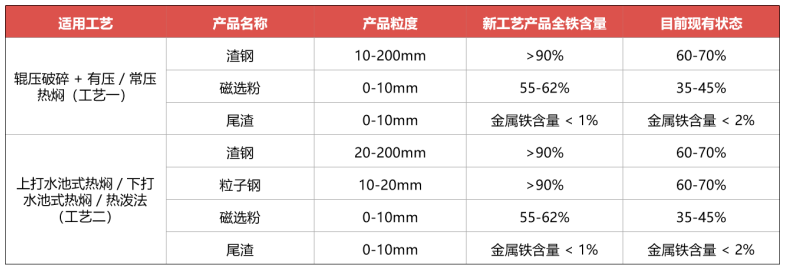
4 工艺路线优势
1、指标优势
2、经济价值优势
按60万吨原渣,8万吨磁选粉,60%品位钢渣磁选粉对比40%品位,用于烧结配料炼铁时:
1)铁水产能:直接提升1.568万吨,高炉利用系数提高3.6%;
2)能耗节约:焦炭745吨、喷吹煤282吨、标煤1297.6吨、熔剂2258吨;
3)原料替代:减少外购62%铁矿粉2.58万吨;
4)直接净节约费用:319.50万元(不含产能溢价);
5)总收益(含产能):758.54万元(含额外铁水销售收益);
6)长期价值:高炉炉况稳定、节能降耗、设备损耗减少,间接效益约50~80万元/批,综合效益超800万元。
7)深度回收(尾渣 MFe<1%):
尾渣中回收金属铁量 = 52 万吨 × 1% = 0.52 万吨 / 年
多回收经济损失 = 0.52 万吨 × 2000 元 / 吨 > 1000 万元 / 年。
5 结论
钢渣一次处理所形成的粒度组成,是决定其二次处理效率、产品质量及金属铁回收率的关键控制因素。在相同处理量下,一次处理产物的粒度差异,会直接造成二次处理各工序物料数质量分布失衡,进而影响整体工艺运行效果。坑焖与池焖两种常规一次处理工艺,均存在粒度分布不均、大颗粒物料占比偏高的共性缺陷,与烧结用磁选粉0~10mm的粒度要求匹配性较差。
生产实践表明,将焖渣中大颗粒物料与细颗粒物料混合研磨,会显著降低细粒级物料的研磨效率,增加工序能耗;而未对0~10mm细粒级物料进行针对性研磨提纯,则会直接降低磁选粉品位,同时提高尾渣中磁性金属铁含量,造成铁资源浪费。
针对坑焖、池焖一次处理工艺的粒度特征与现存问题,采用本文提出的钢渣二次处理工艺路线,可有效适配一次处理产物的粒度特点,优化磨矿与磁选工序匹配关系,在提升细粒级物料处理效率的同时,保障磁选粉产品品质,降低尾渣含铁量,提高钢渣资源化利用率与经济效益,可为同类钢渣一次处理产物的二次加工利用提供技术参考。