
弋晓旭,宋国华,徐俊杰,朱建勇
(河北邯钢公司,河北邯郸056003)
摘要: 邯钢7 号高炉于2008 年7 月投产,2017 年4 月出现炉缸温度的异常升高,高炉经过综合的分析研究,找到了高炉炉缸温度升高的原因,并采取了堵风口限产、提高冷却强度和高钛球护炉对应措施,尤其高钛球护炉两周后,该部位温度快速恢复到正常水平。
关键词: 高炉; 钛矿; 炉缸温度
1 引言
邯钢炼铁部7 号高炉是2000 年从德国引进的二手设备,原有1 858 m3扩容为2 000 m3,28 个风口,夹角90°西、北两个铁口。并罐式无钟炉顶,料车上料,四座马琴式外燃热风炉。全冷却壁结构炉体,炉腹、炉腰、炉身一层共三段铜冷却壁,薄内衬技术,软水密闭循环冷却系统[1]。第二代炉役于2008年7 月投产至今,炉况基本长期稳定顺行,曾取得过产铁5 150 t /d 以上,焦比330 kg /t,煤比150 kg /t,燃料比519 kg /t 的较好指标。
2015 年、2016 年、2017 年三次炉缸西南方向温度的异常升高,是目前影响高炉生产安全和指标改善的主要问题。7 高炉炉缸温度异常升高,其中2015 年、2016 年两次异常升高,通过优化送风制度、降低冶炼强度、加强局部冷却强度等措施,该部位温度局部恢复正常; 2017 年4 月高炉新增西南方向炉缸侧壁电偶温度升高,6 m 最高达到619 ℃( 插入深度150 mm) ,高炉通过以上措施效果不明显,开始采取钛矿护炉措施,经过两周的护炉,该部位温度、水温差逐步恢复正常,高炉适当提高冶炼强度到4 900t /d,并逐步恢复到煤比140 kg /t 以上,燃料比520kg /t 以下的指标。
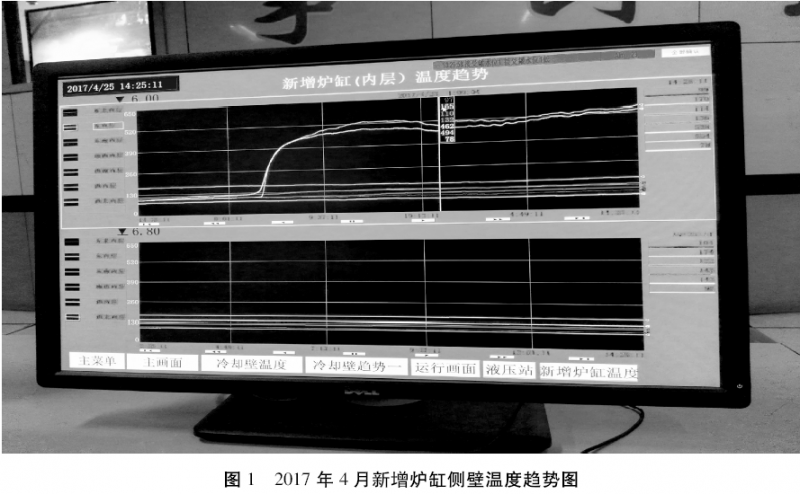
2 2017 年4 月20 日5 月18 日的侵蚀过程2017 年4 月20 日11: 30 炉缸4 点方向( 西南)温度异常升高,见图1,尤其标高6.401 m,由170 ℃升高至当前294 ℃,标高6.000 m,由167 ℃升高至当前360 ℃,新增电偶标高6. 0 m,10 点方向由137 ℃升高至475 ℃,12 点方向由106 ℃ 升高至488 ℃。
七高炉炉缸新增电偶标高6.00 m,11、12 点方向( 西南) 电偶温度及侵蚀过程推移图形见图2、图3。七高炉炉缸新增电偶标高6.00 m,10、11 点方向( 西南) 电偶温度及侵蚀过程推移图形见图4、图5。
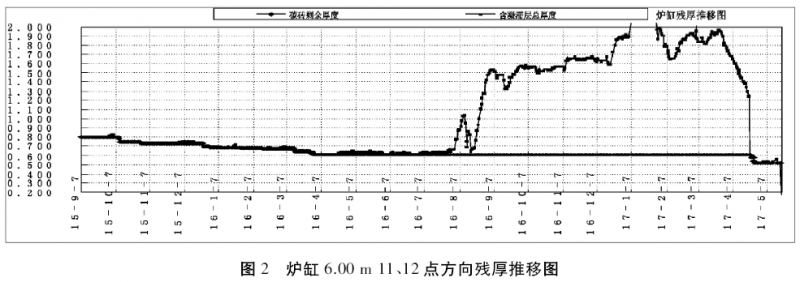
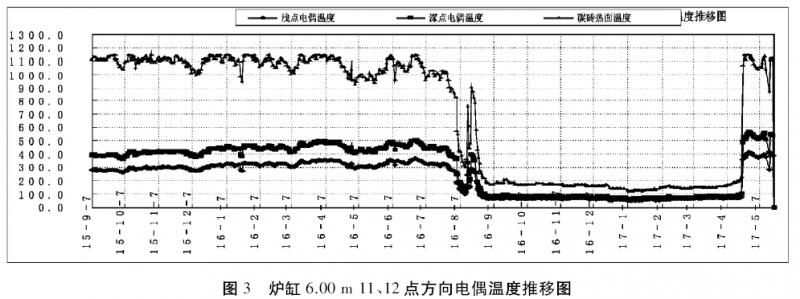
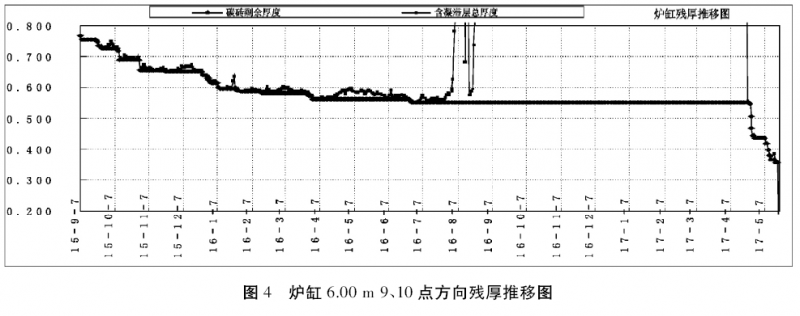
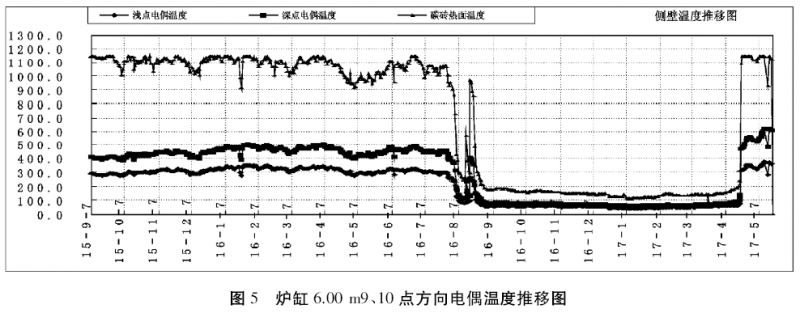
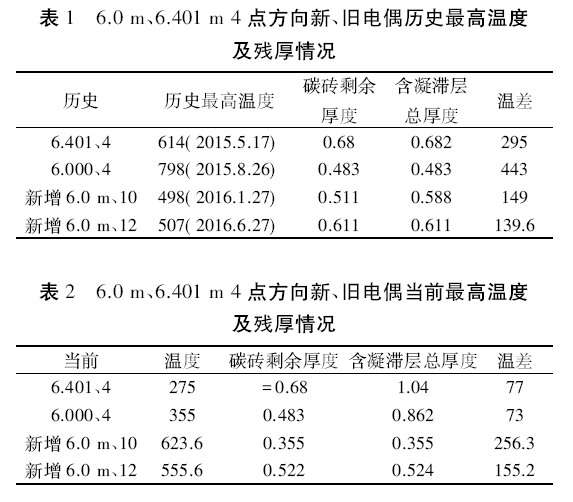
由表1、表2,图1、2、3 可见,老点电偶温度升高较多但碳砖未发生新的侵蚀,新增电偶标高6.0 m,12 点方向侵蚀剧烈,4 月26 日出现最高温度569.3℃,后侵蚀停止,新增电偶标高6.0 m,10 点方向电偶温度屡创新高,5 月12 日休风凉炉前最高达到620 ℃,送风后16 日又创新高,电偶温度达到623.6℃,碳砖残厚由0.511 m 侵蚀至0.355 m,是目前侵蚀剧烈点。
3 炉缸温度三次升高的原因分析
高炉对炉缸温度升高进行了分析,并针对炉缸温度异常升高采取了相应的措施,达到了预期的效果。
3.1 第一次侵蚀原因及措施
一是产能长期偏高,2015 年1 至5 月份日产达到5 150~5 250 t 水平; 二是冷却能力不足,水量偏低,长期在3 650 m3 /h,水温不可控; 三是侵蚀前整体焦炭质量变差配吃石矿二级焦; 四是该方向长期窜煤气。
针对以上原因,高炉逐步把产量稳定到4 850t /d 水平,并提高冷却水量,稳定焦炭质量,停吃二级冶金焦,高炉对炉缸进行了灌浆操作,共灌浆500kg 左右,并适当提高风量由3 900 m3 /min 逐步提高到4 150 m3 /min,降低富氧由9 000 m3 /h 降低到1 500 m3 /h,实现了炉缸温度的下降。
3.2 第二次侵蚀原因及措施
一是期间产能逐步提高到5 150 t 水平,2015 年10 月后,炉缸逐步恢复,产能逐步释放,日产由4 850 t逐步恢复至5 050 t 水平,2016 年5 月中下旬产量达到5 150 t 水平。二是期间入炉焦炭结构以自产+四矿为主。三是冷却强度低,水量偏小,水温不可控。
该阶段主要措施是增加冷却水量到4 050 m3 /h以上,增加空冷器,降低水温到40 ℃以下; 把西南方向冷却壁改高压水冷却; 降低冶炼强度到5 050 t /d水平,稳定原燃料结构。实现了炉缸西南温度的下降,并一度下降到150 ℃左右水平。
3.3 第三次侵蚀原因及措施
一是2017 年2、3 月份,受原燃料碱金属大幅度升高影响,炉况长期难行,高炉加硅石、锰矿洗炉。二是2、3 月高炉低产能生产( 日产4 400 t) ,3 月底炉况恢复正常,产能恢复,并快速达到5 250 t 水平。三是入炉焦炭以自产+石矿捣鼓焦为主。
高炉逐步降低冶强到4 400 t /d 水平,增加钛矿护炉,铁中钛含量达到0.12% ~ 0.16%水平,炉缸温度逐步稳定。众多经验表明,铁水含Ti 在0.08 %~0.12%之间,补炉作用明显,含Ti 在0.15% ~ 0.25%之间,作用更有效[2]。
4 结语
⑴三次侵蚀的加剧都与产能的提高有直接关系,三次产量都稳定达到了5 150 t /d 水平,产能过高不利于高炉长寿,尤其高炉炉役后期,要适当控制高炉冶炼强度。
⑵三次侵蚀过程稳定后,都存在改配吃石矿焦炭,都导致了侵蚀进一步加剧。焦炭质量变差,加剧了炉缸的侵蚀过程。
⑶冷却水量增加可以促进高炉炉内形成稳定的凝滞层,但不能根本解决炉缸侵蚀问题,尤其高炉生产过程中,应保持冷却水量的充足与稳定。
⑷高炉炉缸灌浆应尽量早进行,发生侵蚀后再灌浆,作用也显著,但不能改变炉缸碳砖已侵蚀的客观实际。
⑸高炉炉况波动,尤其2017 年过年,由于碱金属和锌负荷的大幅度变化,加剧了高炉炉缸的恶化,是本次炉缸温度升高的直接原因之一。
⑹钛矿护炉尤其针对象脚部位侵蚀,效果显著。
参考文献:
[1] 张泽润,徐俊杰,朱建勇,等.邯钢7#高炉低成本生产实践[C].中国金属学会2016 年全国高炉炼铁学术年会论文集,2016: 169-170.
[2] 刘云彩.现代高炉操作[M].北京: 冶金工业出版社,2016: 262-263.