
曹旭博,曾庆良,蔡思维
(中南钢铁中南股份炼铁厂,广东 韶关 512123)
摘 要:基于韶钢 7 号高炉大修后(第二代炉龄)两年高产条件下的操作数据,重点对高炉的风量、风压和压差水平,顶压使用,透气性指数范围,中心和边缘指数范围,富氧水平,风口面积和鼓风动能等参数进行探讨,7 号高炉生产实践表明,当富氧率≤6.5%,理论燃烧温度控制在 2330±30℃,炉腹煤气量控制在 60-62m/min,鼓风动能维持在 110-115kj/s,中心温度在 400℃以上,边缘指数 W 值在 0.6-0.7 时,有利于维持炉况稳定,可以达到高产低耗的目标,每一座高炉都可以在生产实践中找到适合本高炉的生产工艺参数,及时调整,同时控制合适的炉温和稳定炉渣成分,可维持高炉长周期的稳定顺行。
关键词:工艺参数;稳定顺行;高产低耗
1.概述
韶钢炼铁厂 7 号高炉(2200m³)第二代炉龄大修后于 2022 年 3 月 18 日点火开炉,设有南北两个出铁场,3 个铁口,30 个风口,采用 PW 串罐式无钟炉顶,陶瓷杯加全炭复合炉底,铸铁冷却壁加铜冷却壁结合的冷却结构,全软水密闭冷却系统,顶燃式热风炉,底滤法水渣系统,采用了炉顶煤气在线回收,重力除尘器气力输灰等先进的环保设备。
为了维持高炉长周期的稳定顺行,在高产的前提下,高炉日常操作中一些基本工艺操作参数是否有规律可循,是本文探讨的重点。
2.风量、风压、顶压和压差的使用情况。
风压是煤气在高炉内料柱阻力和炉顶压力的综合表现,因此风压也间接地表示高炉料柱透气性的变化。在正常情况时,风压是随着风量的增减而增减的,即风压和风量成正比关系。7 号高炉通过实践表明,热风压力在 420kPa 以下,顶压使用 240kPa,标准的压差在 180kPa 以下,风量在 4850±50m³/min,炉况都是处于比较理想的状态,下料也是比较顺畅的。
以下表 1 是不同风量和风压的对应情况。

从以上表中可以看出风压在 420kPa 以上时,增加风量后风压增长幅度明显升高,不利于继续上风量。
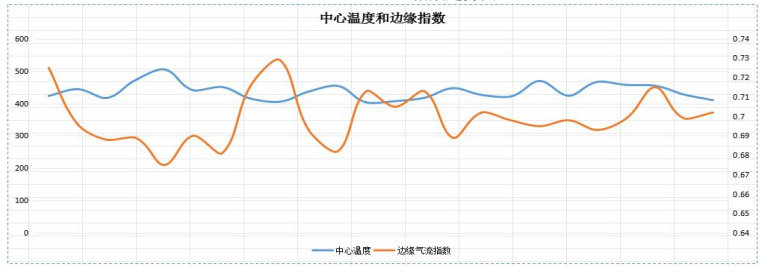
3.中心温度和边缘气流指数
合理的煤气流分布,就是采用合适的送风制度和装料方法,控制好两股煤气流(边沿和中心)的发展程度,达到煤气利用最好和燃料消耗最低的目的。日常操作中,引人了边沿气流指数取值:即值=边沿四点的温度平均值/炉顶煤气温度。平均值边沿气流发展,会造成炉体热负荷升高,煤气利用率差,能耗升高,即值与炉身热负荷具有很好的相关性。
7 号高炉通过日常的生产实践,对比了不同炉况下的中心温度情况和边缘气流指数情况,生产实践中发现,当值<0.5,炉身的温度下降较多,热负荷偏低,压量关系偏紧,透气性不好,冷却壁水温差下行,总体炉况较差。当 W 值>0.7,边沿气流有所发展,压差较低,容易出现渣皮大面积脱落炉温比较难控制,燃料消耗明显增多。
发现中心温度在 400℃以上,边缘气流指数在 0.6-0.7 区间,气流是处于比较合理的状态,日常操作中,结合炉身温度变化和边缘起来指数综合判断,可以定性的分析边缘的发展情况,为气流的调整和炉况的分析提供分析依据。下图表 2是取炉况顺行状态下一段时间的中心和边缘气流指数趋势图。
4.富氧率和理论燃烧温度
富氧对高炉强化冶炼来讲是极为重要的一种介质,同时也是提高煤比降低生产成本必不可少的一个重要手段。大幅度使用富氧,首先需要清除富氧鼓风对高炉冶炼的影响,清楚了解富氧对高炉的影响,然后调整富氧量的使用范围,7 号高炉是将工业高压富氧减压后加入冷风管道,经热风炉预热后再送入高炉,富氧鼓风的好处就是在不增加风量、不增加鼓风机动力消耗的情况下, 达到大幅度提产的目的。
日常操作中,富氧率/的计算公式可简化如下: f=(a-0.21)xW,c--工业氧中氧含量,%;W--1m³ 鼓风中的氧气含量%。
投产两年来通过不断地尝试,进行了富氧大喷煤的攻关,7 号高炉的富氧率逐步的由原来的5%增加至目前的 6.5%左右,煤比从 160kg/t 提高到了175kg/t,产量由7200t/d提高并稳定在7500t/d,实现了阶段性的提高,提煤降焦及增加冶炼强度的效果明显,以下表 3 是富氧量和产量情况。

在提高富氧率的情况下,仍然可以达到高产的模式,主要原因是炉况的稳定性保持较好,全年未发生大的炉况波动。在富氧的使用上,要综合考虑炉况的稳定性,冶炼强度和炉前渣铁的排放节奏要匹配。遵循攻、守、退的原则,以高炉炉况为首要条件,以风为纲,氧随风而动,有风而后追求合适的富氧率。当出现炉前渣铁未及时排放、憋炉等情况时,要及时控氧,避免后期风量大幅波动。
理论燃烧温度是指风口前焦炭和喷吹物燃烧所能达到的最高的绝热温度,即假定风口前燃料燃烧放出的热量(化学热)以及热风和燃料带入的物理热全部传给燃烧产物时达到的最高温度,也就是炉缸煤气尚未与物料进行热量传递前的原始温度。
影响理论燃烧温度的因素主要有鼓风温度、鼓风富氧量、喷吹燃料和鼓风湿度等。日常操作中,主要依靠这些因素相互结合使用,控制合适的理论燃烧温度,发挥综合冶炼效率。理论燃烧温度过低,会使煤粉的置换比下降,炉料加热和还原不足,进而导致炉况恶化。理论燃烧温度过高,炉内煤气压差升高,使炉内尤其是炉腹部位炉料下降的条件变差,炉子下部温度过高,会使 SiO2大量还原并挥发,煤气将它带往上部,并且在炉腹凝聚,在焦块间隙分解成固态,料柱的透气性变差,高炉下部压差升高,对炉况顺行不利。
理论燃烧温度T的计算公式 :
T=1559+0.839xBT-0.6033xBH+4972xV0/VB-3150x1000xWC/WB
式中 BT--热风温度℃;BH--鼓风湿度 g/m³;V0--富氧量 m³/h;VB--风量(含氧量)m³/h;WC--喷煤量,/h。
7 号高炉在日常的生产操作中发现,理论燃烧温度在 2330℃±30℃时,炉况较稳定,炉缸活跃,各项指标良好,对于理论燃烧温度高于 2380℃ 以上,炉温向热时,透气性会变差,可临时开加湿增加鼓风湿度,退风温以降低理论燃烧温度,使风压、压差下降,炉况平稳过渡。
5.炉腹煤气流指数和透气性指数
高炉内煤气的通过能力是限制高炉强化冶炼的重要因素,从煤气流分布及炉缸传质传热角度考虑,煤气的通过能力存在一定的限度值,而炉腹煤气量指数就是反映炉缸区域通过煤气状况的指数。从气体力学的方面来看,高提高炉腹煤气量指数,就必须改善料柱的通过能力,改善透气性、提高原燃料的质量,改善高炉煤气分布;炉腹煤气指数的简易计算公式为:
ψ=BOSH/F;
式中 ψ--炉腹煤气量指数 m³/min;BOSH--炉腹煤气量 m³/min;F--炉缸截面积㎡
由以上公式可知,炉腹煤气量指数由炉腹煤气量决定,而炉腹煤气量主要受风量、氧量的影响较大。7 号高炉投产两年期间月平均炉腹煤气流量如下图表 4。

从上图可以看出 7 号高炉的炉腹煤气流指数在 60-62m/min,通过日常的实践得出,当原燃料条件变好时,炉腹的煤气流指数可以达到62m/min 以上,目前在降低铁水成本为目标,以经济炉料为主,从长周期的顺行角度来看,合适的炉腹煤气流是保证炉况顺行的一个重要前提。
高炉透气性是高炉监控的重要参数之一。在现代高炉生产中,高炉透气性指数可以迅速判断炉况的指标。保持较高的高炉透气性指数对稳定炉况、安全生产、节能降耗非常重要。料柱具有良好的透气性,使上升煤气流均匀与稳定而且顺利的通过,是保证下料顺行和充分发挥上升煤气流的还原和传热作用的基本前提。
韶钢高炉使用的透气性指数的简化公式为:
K=Q/ΔP,注:K——高炉透气性指数,Q—风量(m³/min)ΔP 为炉内全压差。7 号高炉把透气性的指数作为判断炉况非常重要的参数,透气性太高或者太低都说明炉况会出现一定的问题,日常的控制范围一般在 75-90,低于或者高于范围都必须查找原因采取应对措施,杜绝炉况出现波动。
下图表 5 为 2024 年 2-3 月的风压和透气性指数趋势

从以上趋势图可以看出,透气性指数和热风压力波动比较大,K 值明显偏低,说明炉内的透气性较差,主要原因是 2-3 月份韶钢炼铁厂烧矿线和焦炭线进入检修期,大量的使用落地烧矿和成品仓烧矿,焦炭集中大量的使用水熄焦,原燃料的质量出现了大幅度的下滑,导致了高炉的透气性下降。为此,7 号高炉利用休风机会,调整了风口面积,适当的控制冶强,同时也不断的优化和调整装料制度,增加中心加焦量(比例由20-22%)维持,同时适当的缩小了 0.5°的整体布料角度,槽下加强筛分工作,及时的清理筛网,尽量减少粉末入炉,保证了炉况的稳定顺行。
6.炉温和炉渣成分
炉温的稳定合适是高炉炉况顺行的重要条件,近年来 7#高炉炉温控制标准逐步以铁水物理热为主,同时兼顾生铁中硅含量,要求铁水温度在1505~1525℃,铁水含 Si 在 0.3~0.55%,始终坚持长期保持中上限物理热的方针,坚决减少过低铁水温度的现象出现,目标就是要保证炉缸工作长期处于均匀﹑适度活跃的状态;坚持定量和过量调剂相结合的方针,坚持标准化操作,加强数据统计与分析,用数据说话,使炉温处于比较稳定的状态。
采取稳定炉温的主要措施有:制定合理的操作方针,加强四班统一操作,严禁操作自由化,处理好局部和整体的关系;通过对日常操作过程的监控,来保持操作指标的合理,通过每日炉长制定工艺操作卡来统一操作人员的操作方针,通过监控料速、热负荷、煤气利用率的变化来进行趋势判断,做到勤调、微调、提前调整。由于这一系列管理机制的约束,使高炉操作者能统一在既定方针下,即保证了炉况的顺行,又保证了炉温稳定。下图表 6 是进一年来铁水含硅与物理热的月平均趋势图

合理的造渣制度是保证高炉顺行,改善生铁质量,降低燃料消耗,提高冶炼强度的基本条件,生铁质量的主要指标是含硫符合标准,而炉渣的脱硫效果不仅取决于炉渣碱度,而且还取决于炉渣的流动性以及炉缸温度等因素。
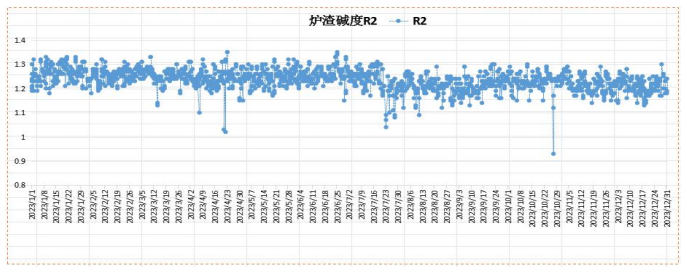
7 号高炉首先是提高铁水和稳定的物理热水平,充足的炉渣温度是改善渣流首要条件,其次调整炉渣碱度范围,在原燃料成分出现波动或炉料结构调整时,及时取渣样进行化学分析,对比结果对碱度及时进行校正,R2 范围从原来 1.18~1.23 提高到1.23~1.28 范围,铁水含[S]大部分时间保持在0.018%~0.025%的水平,虽然铁水含 S 有所下降,但铁水的物理热较足,炉渣流动性仍比较好,通过细节的调整,使造渣制度趋于合理,对炉况的长期稳定顺行起到了重要作用;同时铁水含 S 偏低的情况下,对炉缸的冲刷程度进一步减轻,对保护炉缸也起到重要的作用。
下图表 7 为 7 号高炉 2023 年以来的炉渣二元碱度趋势图。
7. 结束语
1.7 号高炉的生产实践表明,同类型的高炉由于设计炉型、原燃料条件、设备条件等因素的不同,生产操作参数也不尽相同,每座高炉都可以找到符合自身条件的操作参数和调控规律,及时的调整工艺操作参数,可以达到长周期稳定顺行和高产低耗的目标。
2.高炉生产应以风量为基础,以风为纲,在稳定入炉风量的前提下来提高富氧量强化冶炼和优化经济指标。
3.生产中理论燃烧温度的控制非常重要,要匹配好富氧、喷煤和湿度等参数,配合发挥好综合冶炼效能。
4.炉腹煤气指数炉缸煤气状况的体现,生产中应尽量接近最大炉腹煤气量指数;透气性是高炉反应高炉顺行状态最直接的参数,超出控制范围,应及时采取措施保证炉况稳定。
5.稳定的炉温和炉渣成是高炉炉况顺行的基础,努力减少炉温波动,保证炉渣的脱硫能力和良好的流到性是炉况顺行的重要条件。
参考文献
[1] 项钟庸 王筱留 张建良 徐万仁.高炉高效低耗炼铁理论与实践 [J]. 炼铁高炉 , 2020(5): 120-125.
[2] 李 熠. 武钢 8 号高炉强化冶炼若干参数调控规律初探 [J]. 炼铁高炉, 2023(5): 11-14.