
张新天2
摘要:高炉冶炼在密闭环境中进行,反应过程复杂,且过程参数大多无法直接检测或观测。目前高炉操作者对冶炼周期的计算是在假定入炉料批体积相同的情况下粗略估算的,但是在实际生产中,入炉的每个料批不尽相同,这样就使得估算的结果与炉内实际料批情况偏差较大。本文提出一种高炉炉料入炉监控跟踪的方法,旨在减少现有粗略计算造成的偏差,为高炉操作提供稳定和可靠的指导依据。
关键词:高炉;冶炼周期;炉身仿真;模型
0 引言
炉身仿真模型即为高炉料批入炉后的监控方法,也称作冶炼周期监测。在国外的高炉二级系统或专家系统中多次看到炉身仿真模型,国内这方面的研究较少。本文提出了一种对高炉入炉料批精确计算的方法,可准确判断每批炉料位置及到达风口的时间,使高炉操作者可直观、简洁的掌握炉料在炉内的下行情况,为高炉规范化、准确性操作提供了稳定、可靠的指导依据。同时,系统界面友好,简洁明了,实用性强。
1 系统设计及模型算法
1.1 系统架构
炉身仿真模型系统的设计以产品化为目标,可作为一个独立的系统运行。系统通过服务器实现过程实绩数据采集,从MES系统获取模型计算需要的检化验信息,通过客户端实现模型的展示和与操作人员的交互。系统设计架构图如图1所示。
1.2 模型算法
模型以基础自动化过程实绩数据采集为支撑,首先假定一个炉料入炉后的压缩系数,在每批入炉料批布料结束并且探尺开始提尺时刻获取实际料线并开始计算。在已知高炉炉型的基础上,模型根据采集到的物料化验信息计算出批料的焦比、碱度、批铁量、批渣量等信息,结合入炉料批的实际重量和每种物料的堆密度计算出此料批的实际体积,再根据实际料线高度结合炉型利用卡丹公式反解出此料批的在炉内的下沿位置,并将此位置作为前批料的上沿位置,结合前批料的实际体积和炉型计算前批料的下沿位置。以此类推,可计算出炉身以上位置的所有料批的位置信息及指标信息等。料批下行速度的计算是根据最近入炉N(计算是根据现场情况取N=6)批料的总耗时计算出炉内料批的整体下行速度,再根据炉内某一料批和炉身下沿之间的料批数量计算此料批到达风口的时间。模型计算流程图如图2所示。
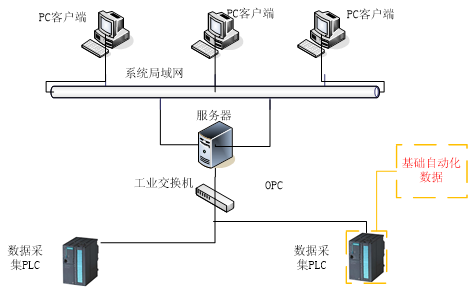
图1 系统架构图
模型在实际生产中,根据实际炉况数据,可通过自学习不断更新修正压缩系数,以得到与实际炉况相符合的仿真结果,但是该模型的计算不考虑喷入物。系统程序的计算流程为:
(1)采集入炉料批的重量信息,从MES系统获取每种物料的化验信息和堆密度信息,根据重量和密度计算出料批的体积。此体积是炉外常压的体积,入炉后的体积计算要乘以假定的入炉压缩率。
(2)实时采集料批入炉后的料线值,根据实际料线和入炉料批的体积,计算料批入炉后的下沿位置。在计算入炉料批下沿位置时,需结合实际的炉型分类计算。目前系统使用所在的高炉炉喉部分为圆柱,炉身部分为圆台,计算时根据圆台、圆柱的体积和上下面积计算其高度,相当于求解一元三次方程。一元三次方程的求解使用了卡当公式的结果。其中,料批落在炉身部分的体积计算为下式(1)
V2=πH((r2+H/tan(α))²+2(r2+H/tan(α))r2+r2²)/3; (1)
式中:V2为炉身部分的体积,r2为炉身上沿圆周的半径,α为炉身夹角。利用卡丹公式可反解出高度的唯一实根为下式(2)
x1=[-q/2+((q/2)^2+(p/3)^3)^(1/2)]^(1/3)+[-q/2-((q/2)^2+(p/3)^3)^(1/2)]^(1/3); (2)
通过计算可以得到料批在炉身部分所占的高度H,则料批下沿的位置即为炉喉高度与H的和。料批上沿落在炉身、炉腰、炉腹部分的计算与落在炉喉部分的计算方法相似。并以此对入炉的料批进行计算,直至风口某料批的下沿大于风口料线。至此整个炉身仿真的计算结束。
入炉料批到达风口的时间根据入炉时间和炉料下降速度计算。炉料下降速度计算时,先根据最近六批料下降的总耗时,计算出单批料的下行速度,再根据高炉中需要计算的料批下方到风口的料批数据,计算此料批到达风口的时间。
1.3 系统设计实现
系统服务端程序和客户端程序均使用Microsoft Visual Studio 2008平台开发,开发语言使用C#,数据库使用Oracle 10g,与MES的数据交互由Windows服务来实现。客户端界面的刷新是在服务端完成一次计算后,由服务端向客户端发布刷新命令。服务端与客户端程序应用了Socket通讯。除了发布刷新命令外,服务器还会将一些分析结果、预警信息、操作意见等信息通过Socket通讯功能发布到各个客户端程序,以便让使用者更及时的获得信息。
2 系统功能
2.1 炉身料批仿真
炉身仿真模型用户界面用于显示模型服务器上自动运行的炉身仿真计算结果,客户端程序可展示炉身仿真结果和明细数据查询。系统每次重新计算后,界面都会自动刷新。炉身仿真模型用户界面使用高炉炉身的几何学数据计算每次布料循环中各层炉料的高度,图形简洁明了,直观形象,可多层次描述炉身处炉料的各类信息。

图2 料批位置计算流程图
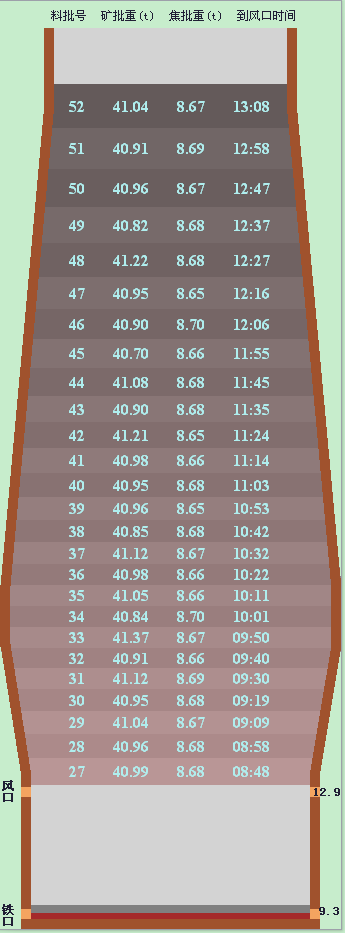
图3 模型运行效果
系统的运行结果和界面展示如图3所示,炉身仿真数据详细的记录了每一批入炉数据的计量信息、化验信息及指标信息。炉身仿真模型能实时跟踪入炉后每一个料批的具体位置及到达风口的时间,将鼠标光标放在相应的料层上,画面可显示相应料批的理论铁量、理论渣量、焦比等信息,如图3所示。
2.2 指标及炉况监控
模型系统针对操作人员最关心的指标,按照从上往下的顺序对炉内的料批的指标做了趋势监控,操作人员可以通过曲线上方下拉菜单选择相应指标曲线,包括料速、干焦比、煤比、焦丁比、燃料比、R2、R3、R4等,通过这些监控曲线操作人员可以很清楚的了解到炉况的变化趋势,及时做出相应的调整。
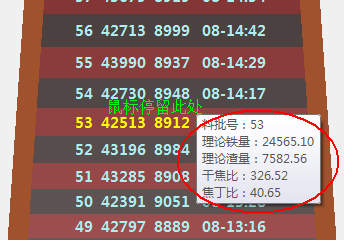
图4 指标数据
2.3 附加焦到风口提醒
系统对高炉因调剂炉况加入的附加焦炭有预警提示功能。当附加焦炭即将到达风口时系统会弹出提示框,并伴随声音报警功能提醒操作人员密切关注炉况变化。
重新启动炉身仿真界面时,系统可自动装载最新的在线数据,新数据完成计算后,系统会自动更新界面。界面除上述功能外,还支持查询、导出等功能,用户可选择特定的条件查询所需的特定数据用于分析,还可根据需要将数据导出保存。客户端界面功能强大,操作简单,实用性强。
3 运行效果
系统于2013年6月在永钢某1080m³高炉上线使用,通过一段时间的调试后系统稳定运行。目前,系统可使高炉操作人员实时、直观的掌握高炉炉内情况,减少了操作人员大量的手工运算,降低了劳动强度,提高了工作效率,规范了操作方式。经过长期的验证,炉身仿真模型的模拟结果与实际炉况完全吻合,附加焦对炉温的影响时间与模型提示时间完全一致。另外,模型系统在维护炉况顺行、降低焦比等方面也发挥了重要作用,该高炉在模型系统使用后一年内的平均焦比降低了3kg/t。目前此模型系统已推广至企业其它高炉,运行效果良好。并且随着系统的深入使用和不断推广,炉身仿真模型将充分发挥对高炉生产的指导作用,改变现有的高炉操作习惯,为企业带来可观的效益,为保证高炉稳定顺行,节支降本起到不可替代的作用。
4 结束语
本文提出并实践了一种对高炉入炉料批精确计算的方法,通过计算,可准确的判断每批炉料的实际位置及到达风口的时间。系统通过在高炉上的实际使用实践,证明了系统计算的准确性和实用性,为使用单位带来了可观的经济效益。
模型系统分别从硬件、网络、软件设计着手,都做到了精益求精,在满足生产工艺过程控制要求的基础上,系统稳定性、准确性、容错性、扩展性、界面友好性等各方面均达到了国内领先水平,是国内先进的精品炉身仿真系统,值得大力推广。
参考文献
[1] 刘云彩. 高炉布料规律. 北京: 冶金工业出版社, 2013.
[2] 那树人. 炼铁计算. 北京: 冶金工业出版社, 2005.
[3] 王筱留. 钢铁冶金学(炼铁部分).北京: 冶金工业出版社, 2013.
[4] 那树人. 炼铁计算辨析. 北京: 冶金工业出版社, 2010.