
闫晓强
(北京科技大学机械工程学院 北京 100083)
摘要:全世界薄板坯连铸连轧机在轧制薄规格带钢时都出现不同程度的严重振动现象,导致带钢和轧辊生成明显振痕,从而影响企业的产品质量、外部形象和经济效益。利用自制综合遥测系统对轧机振动参数、力能参数、电参数和工艺参数等进行全面的现场综合测试,经过对测试信号的时域分析和频域分析获得振动的特征及规律;通过理论研究和仿真研究,发现轧机确实存在扭垂耦合振动、机电耦合振动和液机耦合振动现象,确定轧机振动的性质为机电液多态耦合振动。据此对电气传动控制系统和 AGC 系统进行参数修改和优化,将设计的二阶扭振抑制器应用在主传动控制系统中和对 AGC 参数进行优化,辊系振动明显降低,有效地抑制了轧机机电液耦合振动现象,取得了显著的经济效益和社会效益。
关键词:热连轧机 ;机电液耦合振动 ;机电耦合振动; 扭垂耦合振动
0 前言
德国西马克公司设计的第一套薄板坯连铸连轧生产线(Compact strip production, CSP)于 1989 年在美国投产以来,已在全世界陆续投产 35 套,另外还有日本三菱公司设计的灵活式薄板坯轧制生产线(Flexible thin slab rolling, FTSR)轧机投产 10 套等,我国引进 CSP 轧机 7 套和 FTSR 轧机 4 套。这些热连轧机在轧制薄规格带钢时都呈现不同程度的“幽灵式”振动并伴随着强烈的噪声[1-3],导致轧辊和带钢表面产生明暗条纹,特别是 F2~F4 轧机振动表现得更加明显。
振动发生时不仅影响带材表面质量,同时也威胁设备的安全生产,甚至引发断带、堆钢、爆辊和零部件损坏等事故。一旦轧机发生异常振动,只能通过换辊或改变轧制厚规格产品等措施来缓解振动,成为困扰数十家大型热连轧生产线的一大难题,二十多年来一直未得到彻底解决。面对这种情况,数家企业被迫多增加一架连轧机和实施辊缝润滑系统,以减小轧制压力来缓解轧机振动。因此,抑制轧机振动、发挥轧机的效能成为企业迫切需要解决的问题。
本文利用自制的振动在线遥测系统获得振动的特征,对测试信号进行时域分析和频谱分析,确定了轧机振动的性质为机电液耦合振动,同时从理论研究和仿真分析确定轧机确实存在机电液耦合振动的现象并实施相应的措施,抑制了轧机强烈振动的现象。
1 现场综合测试分析
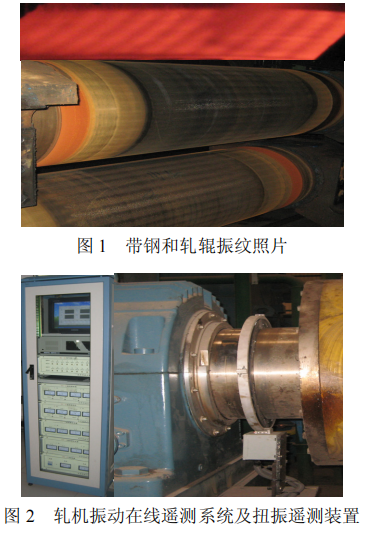
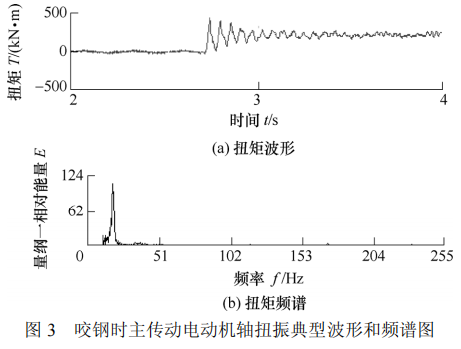
以某薄板坯连铸连轧 F3 轧机为研究对象,带钢和轧辊振纹如图 1 所示。利用自制的轧机振动在线遥测系统对轧机的工艺参数、力能参数、电参数和振动参数进行了全面的现场综合测试如图 2 所示。
现场测试发现轧机主要存在以下 3 种振动。
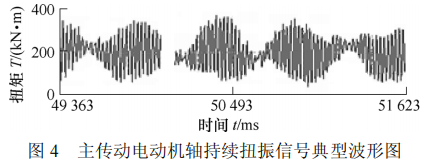
(1) 传动系统咬钢时扭振。轧机咬钢时主传动电动机轴出现扭振,其典型波形如图 3 所示,然后衰减达到比较稳定的状态[4-6],通过频谱分析,扭振频率约为 18 Hz。
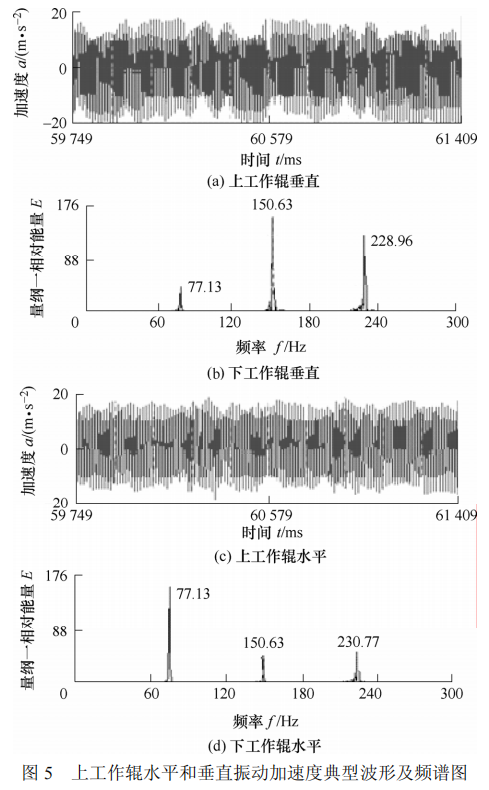
(2) 轧制过程中主传动系统持续拍振。轧制过程中主传动出现扭矩拍振典型波形如图 4 所示,一般伴随整个轧制过程,经过频谱分析,其主要频率约为 42 Hz,同时在轧机垂直系统也出现 42 Hz 的振动频率。
(3) 轧制过程辊系持续振动。轧制薄规格产品时,辊系产生持续的振动,工作辊轴承座的振动加速度典型波形及频谱图如图 5 所示,振动中心频率一般为 45~80 Hz 和倍频。
通过对测试波形进行分析得出:轧机的第一种振动为主传动系统的一阶扭振,咬钢后迅速衰减,未引起带钢和轧辊持续振动,因此这里并不关心此种振动;轧机的第二种振动为主传动系统的第二阶扭振,似乎存在机电耦合振动现象;轧机的第三种振动为辊系的持续振动。上述振动需要从理论上进行更深入的研究,以揭示轧机振动的特征及规律。
2 扭垂耦合振动
过去轧机振动研究得出轧机传动系统扭振传不到垂直系统上的结论。而在该轧机振动测试中却发现垂振信号中包含了扭振频率,为了给出清晰的解释,需要通过理论研究来解释这种现象。
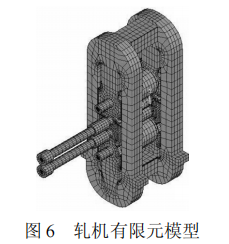
利用 ANSYS 软件建立轧机的有限元模型[7]如图 6 所示。
为了确认扭振是否会传递到垂直系统,利用ANSYS 中的谐响应分析模块进行分析。在轧机万向接轴人为施加激励扭振,依据对现场测试的扭矩波形进行回归,近似按如下规律变化

在该激励扭振作用下研究辊系的响应,分别在40.25~44.00 Hz 范围内每隔 0.25 Hz 共 16 个激励频率求解辊系发生的 x 方向(轧制水平方向)和 y 方向(垂直方向)的振动如图 7、8 所示,求得辊系的幅频特性曲线。
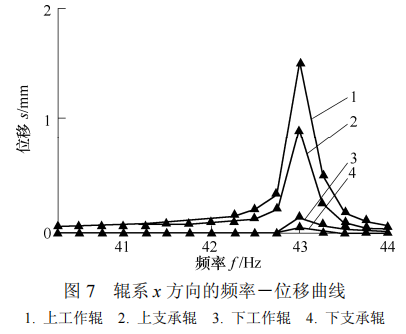
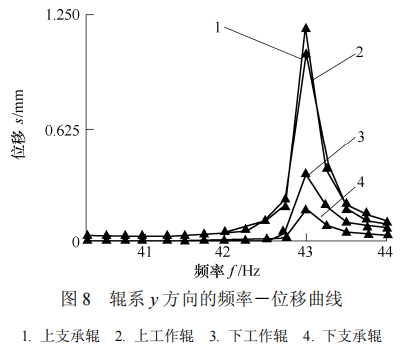
从图 7、8 可以看出:辊系对不同频率的激励扭振产生了不同的幅值响应,在 43 Hz 处出现位移峰值。因此,可以说,当电气传动系统激励扭振频率在这个值附近的时候就会激发起辊系水平振动和垂直振动,也就是该轧机二阶扭振可以引发垂振。
对比辊系在 x 方向和 y 向的位移值,发现上辊系比下辊系位移大,即上辊系振动厉害,下辊系振动相对较轻,这也和实际测试结果基本相吻合。
3 机电耦合振动
由于实测扭振频率为 42 Hz,理论计算与传动系统的第二阶固有频率相吻合。因此,在电动机输出轴上施加频率不同的激励信号,其规律按实测值,函数关系如式(1)所示。
当电动机激励扭振的频率分别为 38 Hz、40 Hz、42 Hz 和 44 Hz 时进行了仿真研究,得到万向接轴在不同频率激励下的扭振响应如图 9~12 所示。
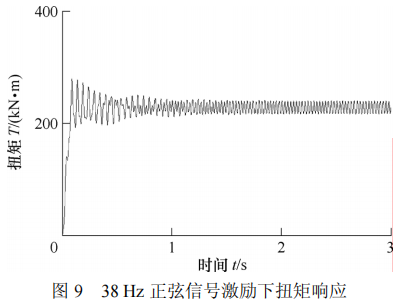
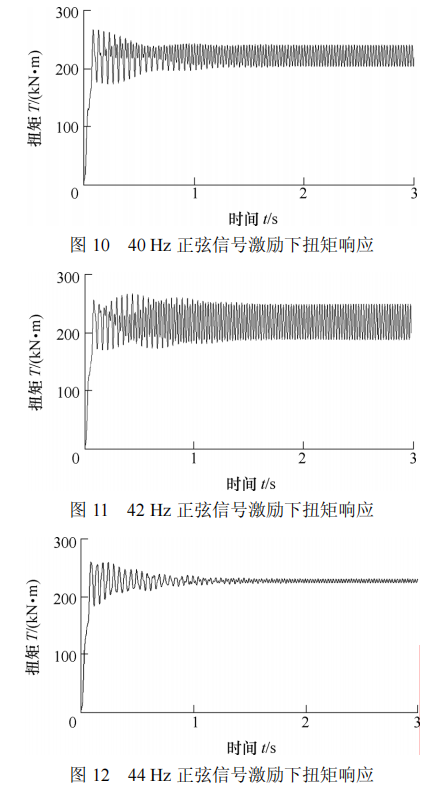
从图 9~12 可以看出:当激励信号的频率接近42 Hz 时,万向接轴的扭矩振幅迅速增大,信号幅值由小变大;当激励信号的频率离开 42 Hz 时,万向接轴的扭矩振幅迅速减小,信号再次变小,这与实测结果相吻合。因此,可以判定电气控制系统调节频率或特征频率与主传动机械系统产生了机电耦合振动[8-10]。
4 液机耦合振动
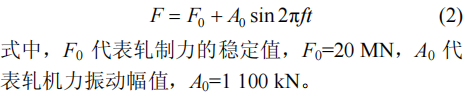
为了研究自动辊缝控制(Automatic gage control, AGC)与辊系水平耦合振动的影响规律,采用ANSYS 对如图 6 所示的模型进行谐响应仿真分析。在轧机上支承辊轴承座上施加载荷以模拟 AGC 垂直振动对辊系振动的影响。首先把 AGC 作用力(轧制力)简化为一个谐波载荷,载荷大小 F 根据实际轧制过程中轧制力的大小来施加
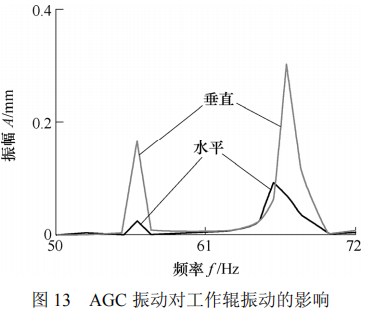
在频率为 50~72 Hz 范围的激励下,仿真结果如图 13 所示,可以看到上下工作辊水平振动在56 Hz 和 67 Hz 出现峰值,与现场实测数据比较接近。仿真结果表明:辊系水平振动与 AGC 垂直振动耦合在一起,形成了十分复杂的振动现象,其中在 56 Hz 和 67 Hz 存在水平振动的峰值。说明 AGC产生振动能够将垂直振动传递给工作辊水平方向[9],因此 AGC 垂直振动与工作辊水平振动耦合在一起,即产生了液机耦合振动。
5 振动抑制措施
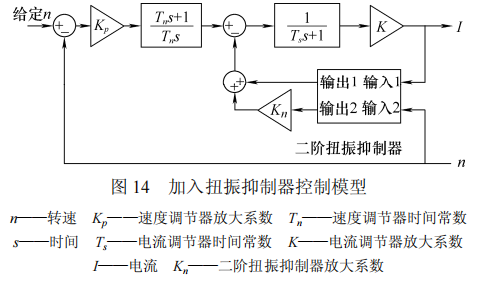
经过现场综合测试和理论仿真研究,轧机振动出现机电液耦合振动现象。轧机的第二种振动为主传动系统的第二阶持续扭振、频率为 42 Hz,因此为了对振动进行有效的控制,设计一种能够抑制第二阶扭振的抑制器并进行了仿真研究,将该二阶扭振抑制器加在主传动控制系统中如图 14 所示。当传动系统产生第二阶扭振时,二阶扭振抑制器将由扰动量作用而产生与传动系统第二阶振动频率幅值相一致且相位相反的振荡去抵消传动系统的扭振,从而实现稳定运行。即通过观测电动机和轧辊之间的瞬时速度差来输出相对应的振荡信号对系统进行补偿的。采用这种补偿方式,其作用的快速性主要是由补偿回路能产生与实际传动系统振荡反相同步的信号,作为前馈控制直接参与调节,其振动抑制效果典型波形如图 15 所示。
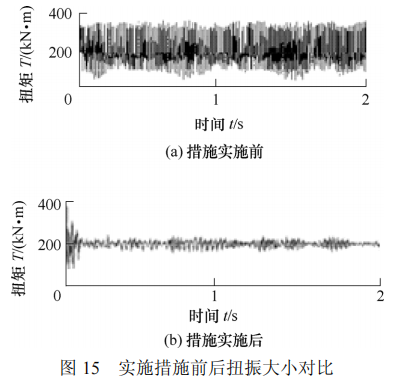
从图 15 中可以看到,加入二阶扭振抑制器之后,二阶扭振振幅大幅度降低,即轧机主传动系统的第二阶扭转振动得到了很好的抑制,取得了明显的效果。
另外第三种振动为辊系振动,振动主要频率为45~80 Hz 及倍频。通过对液压 AGC 系统参数进行了优化,第三种振动得到了明显的抑制如图 16 所示。
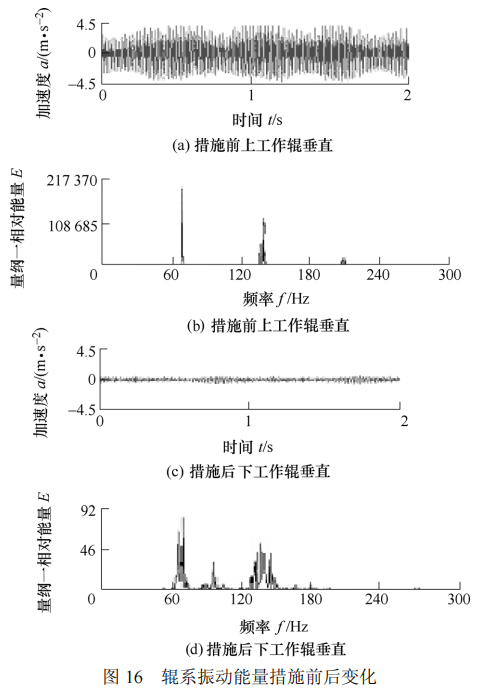
从图 16 中明显看出,措施实施前后振动能量明显降低,集中频率变得分散,取得了良好的抑制效果。
6 结论
(1) 薄板坯连铸连轧机振动表现为强烈的机电液耦合振动现象。
(2) 理论仿真结果表明,轧机存在扭垂耦合振动、机电耦合振动和液机耦合振动,为振动抑制提供了理论依据。
(3) 设计二阶扭振抑制器并应用,有效地抑制主传动系统的二阶振动;通过优化 AGC 系统参数,辊系振动明显地降低,取得了满意的效果。
参 考 文 献
[1] KELLER N L,LESONICK M S.Vibration analysis of stand F2 of wheeling- pittsburgh's 80-In. hot strip mill[J]. Iron and Steel Engineer,1990,67(5):17-22.
[2] 邹家祥,徐乐江. 冷连轧机系统振动控制[M]. 北京: 冶金工业出版社,1998.
[3] BELLI P,BITTANTI S,MARCO A D. On the origin of torsional vibrations in hot rolling mills and a possible emedy[J]. ASME,2004,104(6):811-823.
[4] BAR A,SWIATONIOWSKI A. Interdependence between the rolling speed and non-linear vibrations of the mill system[J]. Journal of Materials Processing Technology, 2004,155(30):2116-2121.
[5] KELLRE N L. Spindle involvement in rolling mill vibration[J]. Iron and Steel Engineer,1992(8):79-83.
[6] WANG Lipo. A dynamically generated fuzzy neural networkand its plication to torsional vibration control of tandem cold rolling mill spindles[J]. Engineering Applications of Artificial Intelligence,2002,15(6): 541-550.
[7] GUO R M,ANDRE C U,JERRY H,et al. Analysis of chatter vibration phenomena of rolling mills using finite element methods [J]. Iron and Steel Engineer,1993, 70(1):29-39.
[8] 唐华平,钟掘. 单辊驱动轧机水平自激励动定性分析 [J]. 机械工程学报,2001,37(8):55-59.
[9] PATON D L,CRITCHLEY S. Tandem mill vibration:Its cause and control[J]. Iron Steelmaker,1985,12(3): 37-43.
[10] HU Peihua,KORNEL F E. Stability analysis of chatter on a tandem rolling mill[R]. Society of Manufacturing Engineers,MF,1999,MF99-156:1-6.