
孙友昭1,王晓晨1,杨 荃1,徐言东1,徐 冬1,何海楠1,刘 洋1,肖 雄2,吴坤鹏2,樊怡冰1
(1.北京科技大学国家板带生产先进装备工程技术研究中心,北京 100083;
2.北京科技大学高效轧制与智能制造国家工程研究中心,北京 100083)
摘 要:依托基于先进检测与智能装备支撑的少人/无人化操维集控,以及基于工业互联网平台的多业务协同数字化业务管控,形成了“双智控”的轧钢智能工厂建设架构。然而,在研究与应用领域,对于智能装备的概念,并没有建立起清晰明确的定位认识。结合具体的技术模块描述与案例介绍,探讨了智能装备对智能工厂的作用效果与价值体现。首先,通过依托全流程表面检测的表面质量数字化管控、融合“平台+装备+视频 AI+跟踪”的物料逐支跟踪、原料库与加热炉区域坯料检测与异常识别校核、智能化视觉检测装备辅助运维管理等案例,提出了先进检测增强感知支撑数字化业务管控的智能装备建设模式;其次,通过介绍多类工业机器人应用、热轧运行非对称检测与自动纠偏控制、中厚板轧机自动转钢、加热炉智能改造和直接轧制技术,展示了建设主生产流程设备控制系统协同的“测控一体化智能装备”,提升产品质量稳定性与生产自动化水平的发展趋势;还有,介绍了长材平面智能无人库技术、棒材轧后区域少人化技术,提出了针对缺乏自动控制、人工操作密集且工作环境恶劣的区域,通过多类型智能装备应用,实现生产效率、成材率等关键运行指标提升的发展模式。最后,展望了智能装备的发展趋势,即与主生产设备、关键质量控制更加紧密融合,实现面向高效化、高质化生产的“智能轧机”,并支撑数字化业务管控应用的完善,推动双智控“智能钢厂”建设水平的持续提升。
关键词:轧钢产线;先进检测;智能装备;工业机器人;无人天车;智能工厂
在当前钢铁行业转型升级的新发展阶段,新质生产力的提出为行业构建高质量发展格局提供了明确的引领方向[1]。特别是人工智能、新能源以及新一代信息技术等前沿科技,作为新质生产力的核心要素,正逐步深入钢铁行业的各个领域,为其注入强大的发展活力[2]。轧钢产线智能装备作为新兴技术的有机集合体,不仅体现了钢铁行业的原创性和创新性,更在多个生产企业中实现了落地应用。
基于先进检测与智能装备支撑的少人/无人化操维集控,以及基于工业互联网平台的多业务协同数字化业务管控,作为轧钢智能工厂建设的两只抓手,支撑“双智控”的轧钢智能工厂 建设架构的形成,涌现出马钢/凌钢热连轧、南钢宽厚板钢轧一体化、承德建龙 258/大冶特钢 460/黑龙江建龙无缝钢管、新疆众和铝箔等一批优秀案例,推动了轧钢工厂向着智能工厂的 技术与生产组织模式变革[3-6]。
其中,智能装备是实现“双智控”轧钢智能工厂的基础,在精准化、数字化、智能化转型中发挥出极为关键的作用。然而,在学术界与产业界,对于智能装备的概念,并没有形成清晰明确的定位认识。
本文将结合具体的技术模块描述与案例介绍,通过先进检测增强感知支撑数字业务管控、测控一体化装备提高质量与稳定性、区域无人化转移人工劳动提升生产效率3个范畴,探讨智能装备对智能工厂的作用效果与价值体现,为智能装备技术发展提供启示,推动智能工厂建设水平的持续提升。
1 先进检测增强感知支撑数字化业务管控
依托先进检测技术的不断发展进步,在传统产线增添检测仪表,增强产线对生产信息的 感知能力,从而有力支撑数字化业务管控功能的提升与完善[7-9]。
1.1 表面检测技术进步推动全流程质量管控的发展
表面检测系统已全面融入轧钢生产的各个环节,尤其在高温、高噪声、强辐射等不利于人工检测的恶劣环境中发挥了关键作用,不仅有效提升了钢材表面质量检测的效率与准确性,还保障了工作人员的安全[10]。
在板带材表面检测方面,利用双视场成像技术[11]作为单角度光学系统的有力补充,结合灰度矫正[12]、超分辨率重建等先进技术,实现了对细微缺陷的精准捕捉;同时,通过深度学习目标检测[13]、异常区域分割[14]、多特征级联融合[15]等手段,大幅提升了缺陷识别的能力;借助知识图谱构建的判定规则库[16],结合周期性拟合[17]、分布规律挖掘、精细边界定位、细粒度识别[18]等多层次数据治理挖掘方法,实现了产品缺陷信息的有效归并和高维层次的产品定级,确保问题产品的自动封锁。
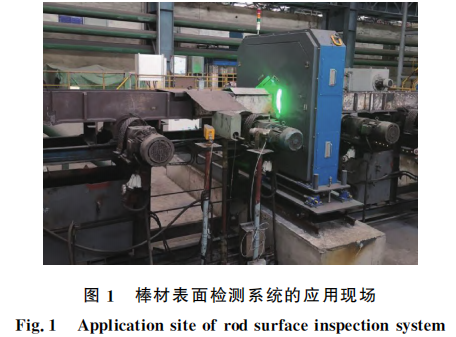
在长型材表面检测方面,引入结构光技术获取3D点云数据[19],如图1所示,并在传统图像定性分析的基础上,实现了缺陷严重程度的量化评估[20], 为缺陷提供了更加全面和深入的表征。
在表面检测技术快速发展的基础上,通过获取轧钢生产流程中多部表面检测仪的高并发海量信息,基于5G 网络构建“本地边缘计算中心”与“云端缺陷训练平台”[21],并在此基础上构建“质量协同管控中心”,实现全工序、多产线的表面质量检测与协同管理,在此基础上通过与 全流程质量管控系统(QMS)的统一规划建设,实现事前规范、事中监控、事后追溯分析等关键功能[22],有力支撑智能工厂数字化质量管控全新模式的建立。
1.2 融合“平台+装备+视频 AI+跟踪”的物料逐支跟踪系统
针对特钢大棒、中棒,型钢和无缝钢管的物料逐支跟踪系统,是支撑生产、质量、设备、能源等业务数字化管控的基础,是多个检测、控制模块形成的智能装备体系。
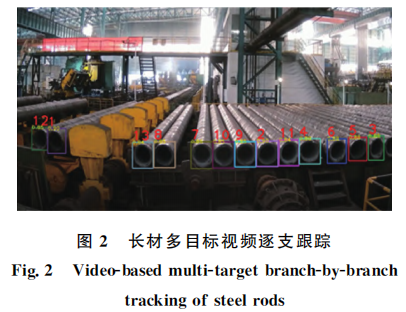
逐支跟踪系统打破传统物料跟踪以炉次、批次跟踪为主的限制,针对物料形状、工序衔接、物料流转等特点创新打造多场景分布式标识智能识别装备,重点解决了工序信息断点、多类标签、曲面打标及旋转识别等技术难题[23-24];同时,将旋转框提取与目标检测算法融合,实现无典型特征下的多目标物料识别[25],并进一步运行 AI模型实现特定场景下的跨镜头跟踪[26],从而完成对产线卡支、丢支、串支、越线、吊离等多并发异常情况的预警与跟踪关联辅助[27],如图2所示;最后基于计划-队列-微跟踪3层跟踪架构,融合 “平台 + 装备 + 视频 AI+ 跟踪”,实现物料逐支精准跟踪与数据实时同步[28]。
1.3 原料库与加热炉区域坯料检测与异常识别校核
在加热炉区域对坯料尺寸精度、重量等信息的精确检测与异常识别校核,对于后续生产过程质量精度与成材率提升至关重要。连铸坯定尺切割后, 在其端面由喷码机器人进行喷码,通过热送辊道与车辆运输到原料库区,再根据生产计划由原料库调入入炉辊道。在原料库区,针对具体场景设计坯料坯 号识别系统[29],对库区坯垛进行扫描盘库,校核坯料信息。在入炉前输送辊道区域,配置坯料端面检测、翘曲检测、长度检测[30]等视觉检测设备,判断是否符合生产工艺需求,及时剔除不合格品,并在此基础上, 通过全流程质量管控系统,一方面根据识别异常情况向上游工序追溯,另一方面调整优化下游生产计划与过程控制,提升成材率与质量控制精度。
1.4 智能化视觉检测装备辅助运维管理
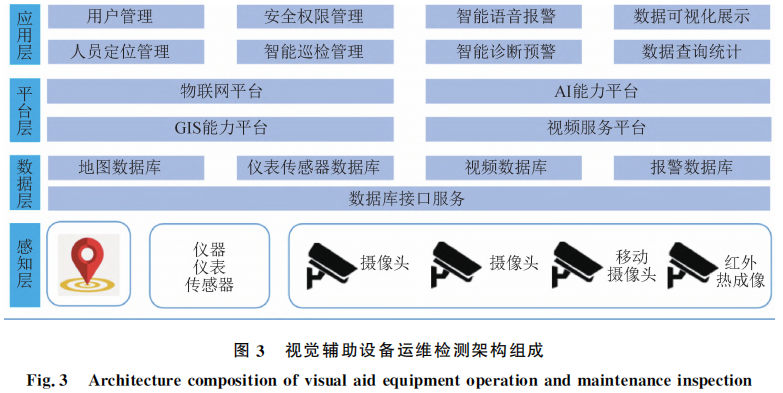
在生产、设备事故易发工位,将智能化视觉检测设备与其他传感器信息相结合,对出现事故的征兆进行识别及预判,可以加快响应速度,减少事故造成的损失。例如,利用在厂房、设备附近安装的摄像设备,对现场设备盖板姿态,电动机、减速机、万向节工作状态等进行监控,当出现图像状态差异时,与其他相关信息变化进行连锁条件判断,触发报警提醒操作人员进行处理,如图3所示。
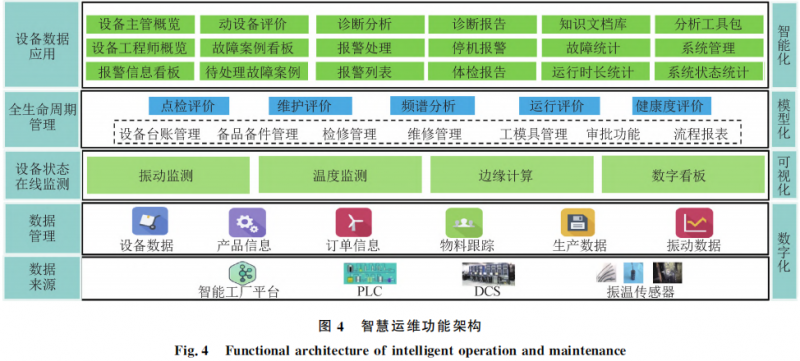
智慧运维的实现,则是在此基础上的深化发展, 其主要功能为设备状态智能监测与全生命周期管理。设备状态智能监测以音频、视频的集成作为支撑,如图4所示,通过在关键区域配置音频视频采集、火焰识别、人员定位、穿戴识别等功能,并基于实测信息进行 AI分析,触发运维故障预警。另外,通过建立产线机械、液压、仪表及控制关键设备的服役过程评价模型,对服役质量和状态演变趋势进行监控和预警,并将设备服役质量与生产状态进行关联分析,为设备精度和功能的管理提供依据[6],在此基础上,建立对生产设备从采购、运行到维护直至报废的全生命周期动态管理,实现设备管理和生产组织智能化。
2 测控一体化装备提升生产质量稳定性
将先进检测技术与控制模型、执行机构进行一体化策划设计,形成“测控一体化智能装备”,并与产线主流程设备控制系统协同,有效提升产品质量稳定性,实现精确控制与协调运行[31],并一定程度上将人工劳动从频繁的、低效的操作干预中释放出来,提升产线精准化、高效化、智能化水平。
2.1 单体测控智能装备-轧钢产线多功能机器人
现阶段,工业机器人被越来越广泛应用于轧钢产线,覆盖冶炼、连铸、热轧、冷轧以及检化验等各个工序,按照主要执行功能又可以分为标识类、检测类、控制类等。
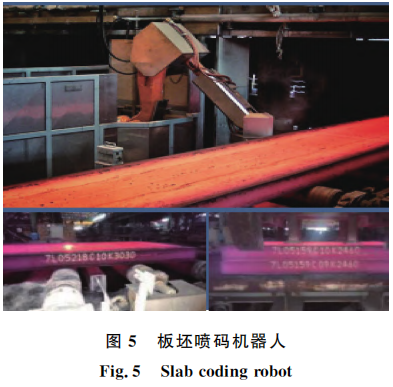
标识类机器人主要包括:连铸坯料收集存储区的圆钢坯、板坯喷码机器人,如图5所示;板带热轧与冷轧工序的喷码机器人和库区贴标机器人;型钢棒线材自动焊牌、贴牌机器人,如图6所示。

检测类机器人主要包括:钢卷入库质量检测机器人、产线辅助工序巡检类机器人等;热轧型钢棒线区域的自动计数分钢机器人、自动复核料捆机器人和火焰切割取样机器人等。
控制类机器人主要包括:冶炼区高炉换钎杆机器人、高炉装炮泥机器人、铁包车插拔电源机器人、热轧型钢棒线区的捞氧化铁无人化专用天车、钢坯表面修磨机器人、钢管端部与身部修磨机器人,废料斗存放区的 AGV(AutomatedGuidedVehicles) 无人驾驶小车系统等。
在智能化 、柔性化 、网络化和协同化的多重驱动下,钢铁行业的机器人技术发展趋势 体现为:紧密结合实际生产需求,与智能工厂整体建设同步。
2.2 与主生产流程协同的智能装备Ⅰ-热连轧运行非对称检测与自动纠偏控制
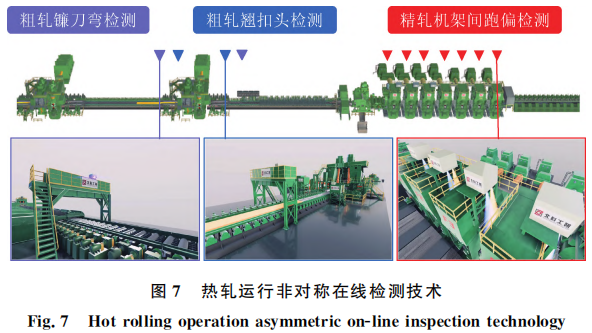
随着热轧产品高端化、高质化提升,热连轧机非对称控制精度不足成为主要的限制瓶颈,以粗轧镰刀弯、翘扣头、精轧跑偏为典型特征的非对称缺陷,严重影响设备寿命和轧制稳定性,现场生产过程的调平纠偏控制依赖人工观察与操作,缺乏准确的监测手段,操作难度大,控制精度和稳定性差,制约产品质量、成材率的提升,限制自动轧钢技术的发展。
为此,北京科技大学研发了热轧运行非对称检测 与自动纠偏成套技术装备,如图7所示。检测方面,开发了基于大视野面阵感知与特征拼接的镰刀弯检测装备,基于线结构光辅助机器视觉的翘扣头检测装备,以及基于双目视觉与深度学习的精轧跑偏检测装备;控制方面,提出非对称弹塑性机理(PH 图)模型,开创全新的非对称板形理论体系,在此基础上,研发了基于支撑向量机预测模型与 TS模糊算法的镰刀弯控制模型、考虑工艺设备全要素与翘扣头前馈控制与细分工况机器学习模型、贯穿精轧全机架“预摆-穿带-稳态-抛尾”的跑偏、楔形、浪形质量全要素控制技术,并通过与现场 AGC 控制系统建立通讯作用于辊缝压下。系统投用后,实现镰刀弯全自动控制,绝对值下降30%;实现翘扣头全自动控制,[0,60mm]命中率达到95%以上;精轧纠偏操作工干预率减少80%,部分规格实现全自动轧制,甩尾率降低75%。技术广泛应用于宝武、鞍钢、首钢、攀钢、涟钢、河钢、建龙、德龙、沙钢等企业。
该项技术的成功应用,展示出一种新型研发思路,即通过新增检测与控制智能装备,与现场主生产流程协同运行,弥补现场感知手段不足的同时, 增强从计算模型到执行控制的能力,提升关键质量指标的控制精度与稳定性。
2.3 与主生产流程协同的智能装备Ⅱ-中厚板轧机自动转钢
在中厚板轧机领域,转钢需要通过协调控制顶部和底部锥形辊道电动机的作业,精准地调整钢坯的位置及角度。然而,对钢坯的方位判定及调控是一个模糊的决策过程,加之将物理定位转换为适宜执行装置动作的电信号存在较大难度[32],使得转钢过程成为中厚板轧制控制系统中唯一仍需人工介入的环节[33]。
自动转钢技术,通过基于机器视觉的图像采集控制、板坯形状信息计算模型和转钢控制模型构成的智能测控系统,实现中厚板轧制过程自动转钢控制[34]。目前,国内湘钢、兴澄特钢开发了基于5G+云+AI的板坯自动转钢系统,通过5G网络将红热板坯图像实时采集并传至 自动转钢系统服务器,再通过视觉图像处理将板坯角度信息传递给轧机控制系统,进行实时 辊道转速与方向控制, 实现自动转钢[35],可使整个过程无需人工干预, 提高生产效率,使生 产过程具备更高的重现性和精确性。
2.4 与主生产流程协同的智能装备Ⅲ-加热炉智能改造和直接轧制技术
面向节能降耗目标,对加热炉的过程控制系统进行智能化改造。使用高精度的连铸坯温度预报模型和复杂炉况工况的动态感知技术实时监测炉内温度场的状况,可实现有效智能控制炉温,同时应用煤气除水、空气除湿等实用辅助技术,减少人工干预,同时有效降低能耗。
近年来,直接轧制工艺成为重要发展趋势。舍弃加热工序,采用高效化连铸机提速技术、连铸坯保温快速输送技术、连铸坯温度均衡控制技术、借助机器视觉、温度实时智能检测等先进技术对产线进行改造,相对于传统工艺不仅能减少加热炉氧化烧损,而且可以减少二氧化碳、二氧化硫、氮氧化物排放量,节省加热炉煤气,节能、减排、降碳效果显著,具有良好的环 境和减碳效益,显著降低了成本[36]。
3 区域少人/无人化转移人工劳动提升效率
长期以来,库区、长材精整区,都是人工直接接触恶劣工作环境、且操作密集的区域,通过应用多种智能装备技术,实现整个区域的少人/无人化,转移人工劳动并提升工作效率,具有重要意义。
3.1 长材平面智能无人库系统的研发与应用
近年来,国内外研究机构逐步实现了针对带卷的智能无人化管控技术,而在占钢铁产能45%的长材领域,未能突破该技术的工业应用。其原因在于:相比带卷具有标准卷芯内径,长材密集多层码放造成形变位移,易导致定位偏差发生事故,同时多车高节奏作业对库管系统要求较高。
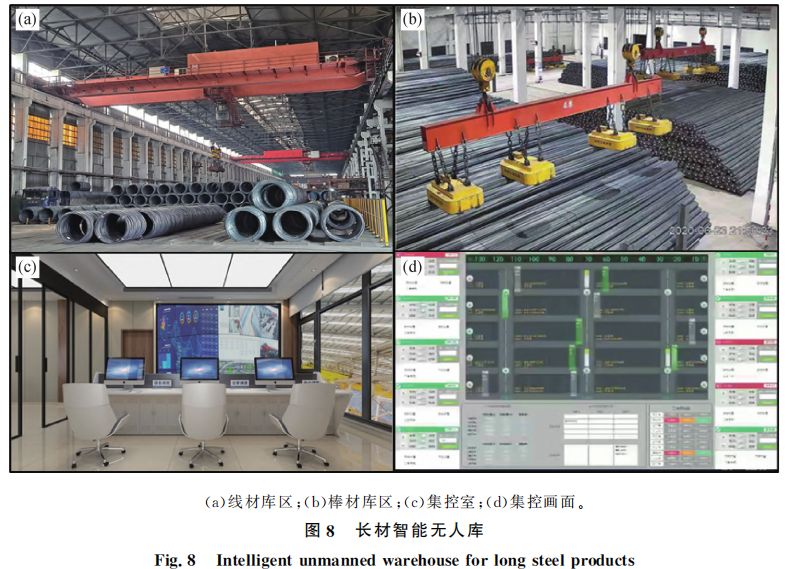
为此,北京科技大学通过开发瞬态三维重构和环境感知技术[37],实现基于视觉扫描辅助的精确定位控制,并开发开环+闭环模糊变增益防摆控制技
术,在保证吊运精度的同时显著减少单吊运行时间;通过研发多车集群动态调度、天车路径规划等关键模型[38],建立全流程跟踪及优化调度系统,相比人工调度,显著提升运行效率、降低库内倒垛率;开发了融合工业5G 与数字孪生技术的库区远程集控系统,库区现场无需操作,仅需2人完成集控室远程监控,彻底转变库区工作模式与劳动环境,如图8所示。以上技术全 部或部分推广应用于首钢、马钢、南钢、湘钢、涟钢等企业,实现棒材、高线平面无人库的工业应用突破,实现了库区的无人化控制与智能化调度,并对衔接智能工厂上下游产线、实现生产调度协同化与业务管控数字化提供有力支撑。
3.2 棒材轧后区域少人化技术应用
在棒材轧后区域,通过开展优化剪切控制,冷床区自动取样及检测,精整区非定尺剔除和分钢计数及打捆校核,实现区域的少人/无人化作业,降低劳动强度,显著提升成材率与工作效率。
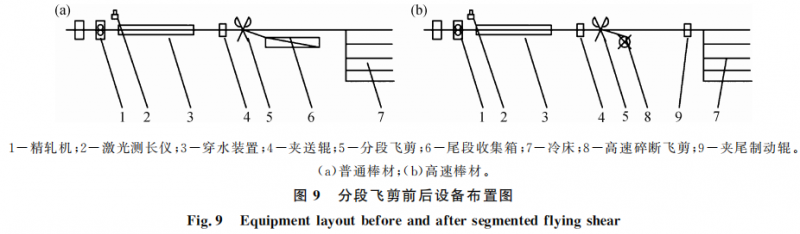
在生产中单纯靠分段飞剪控制不可避免会产生非定尺,而进行非定尺剔除的人工劳动 强度较大,会造成定尺率低。通过提高连铸坯定重率、实时智能预判定尺率及非定尺高速碎断,可以基本消除非定尺。根据符合定重率要求的连铸坯估算出成品总长度,确定分段飞剪优化剪切次数,并在精轧机出口设置激光测长装置以测定棒材实际长度,特别是实时传输末段 长度数据至飞剪优化剪切控制系统,驱动碎断剪对末端小于定尺长度的部分进行碎断处理,确 保每根上冷床的棒材均为成品定尺的整数倍,从而避免了在冷剪过程产生非定尺,可以极大 程度提升成材率与生产效率,如图9所示。
在冷床区设置自动取样机器人系统和快速轮廓检验仪,代替人工取样及样品检验,并可以测量样品长度和重量,与设定成品数据进行对比,根据偏差程度进行孔型优化计算,指导操作工进行轧机辊缝和导卫调整,大大提高了生产自动化率与产品质量精度。
在精整区域,针对可能存在遗漏的非定尺剔除问题,研发基于机器视觉的剔废机器人系统,同时,配置气动分钢及激光计数器系统,完成自动计数与分捆;在完成自动打捆后,通过配置在收集台架侧边的打捆复检计数系统,基于图像识别对本捆内的根数进行复核,如发现异常则进行声光报警,从根本上消除计数错误。基于以上成套技术,推动棒材轧后整个区域的少人/无人化模式变革。
4 结论
(1)基于先进检测与智能装备支撑的少人/无人化操维集控,以及基于工业互联网平台的多业务协同数字化业务管控,作为轧钢智能工厂建设的两只抓手,形成了 “双智控”的轧钢智 能工厂建设架构,智能装备是实现 “双智 控”轧钢智能工厂的 基础,在精准化、数字化、智能化转型中发挥出极为关键的作用。
(2)通过新增先进检测设备增强对产线信息的感知能力,有力支撑数字化业务管控新功能,实现基于全流程表面检测的表面质量数字化管控、融合“平台+装备+视频 AI+跟踪”的物料逐支跟踪、原料库与加热炉区域坯料检测与异常识别校核、智能化视觉检测装备辅助运维管理一批代表性案例。
(3)将先进检测技术与控制模型、执行机构进行一体化策划设计,形成“测控一体化智能装备”,在逐步完善各类工业机器人功能提升的同时,探索与实现热轧运行非对称检测与自动纠偏控制、中厚板轧机自动转钢、加热炉智能改造和直接轧制技术等一批智能装备与主生产流程控制系统协同、有效提升产品质量稳定性与生产自动化水平的先进案例。
(4)针对缺乏自动控制、人工操作密集且工作环境恶劣的区域,以库区、长材轧后区域为对象,通过应用多类型智能装备,依托先进检测与智能控制实现整个生产区域的少人化、无人 化控制模式 转变,实现生产效率、成材率等关键运行指标的提升。
(5)展望智能装备技术的未来发展趋势:在先进检测、智能控制技术不断发展进步的基础上,与主生产设备、关键质量控制紧密融合,实现面向高效化、高质化生产的“智能轧机”,并支撑着数字化业务管控应用的完善,推动双智控“智能钢厂”建设水平的持续提升。
参考文献:
[1] 李健,杜彦斌,陈鹏.“新工科+智能制造”背景下地方高校机械类人才培养模式探讨[J].中国现代教育装备,2024(7): 79-81.
[2] 工信部等部门印发《钢铁行业稳增长工作方案》[J].现代经济信息,2023,38(28):14.
[3] 徐言东,王晓晨,程知松,等.高速棒材生产线智能化创新建设及其关键技术[J].轧钢,2023,40(6):25-33.
[4] 何安瑞,宋勇,邵健.钢-轧全流程数字化进展与实践[J].冶金自动化,2023,47(1):86-100.
[5] 王晓晨,徐言东,程知松,等.长材智能工厂建设的架构设计与关键技术[J].冶金自动化,2022,46(6):57-66.
[6] 邵健,何安瑞,陈雨来,等.热轧智能工厂构架设计与实践:有形与无形的统一[J].中国冶金,2022,32(1):1-10.
[7] 徐言东,韩爽,谢再兴,等.棒材生产线的智能化改造与探索[J].冶金自动化,2021,45(2):83-88.
[8] 余伟,程知松,徐言东.高速棒材生产技术发展与展望[J].轧钢,2023,40(6):3-10,33.
[9] 孙柏林.未来智能装备制造业发展趋势述评[J].自动化仪表, 2013,34(1):1-5.
[10] 付光,焦会立,吴耐,等.热轧带钢表面缺陷自动判定系统及其应用[J].轧钢,2023,40(3):97-102.
[11] 李小占,石杰,杨朝霖,等.板带钢材表面缺陷检测实验平台开发[J].实验技术与管理,2022,39(5):154-159.
[12] SHIJie,WU Kunpeng,YANG Chaolin,etal.A methodof steelbarimagesegmentationbasedonmulti-attentionU-Net [J].IEEEAccess,2021(9):13304.
[13] 邓能辉,周秉国,张志杰,等.基于改进 YOLOv5s的铸坯表面缺陷检测系统[J].仪表技术与传感器,2023(10):72-78.
[14] 吴昆鹏,石杰,杨朝霖,等.基于半监督语义分割的钢板表面缺陷检测方法[J].冶金自动化,2023,47(4):93-99.
[15] 邓能辉,侯睿,叶俊明.基于深度学习的圆钢表面缺陷检测系统[J].中国冶金,2022,32(12):113-121.
[16] 吴昆鹏,邓能辉,郭亚男,等.结合视觉与图谱分析的带钢表面质量判定研究[C]//第十四届中国钢铁年会论文集:13.冶金设备与工程技术,北京:中国金属学会,2023:6.
[17] 吴昆鹏,石杰.基于孪生网络的带钢表面周期性缺陷检测方法[J].冶金自动化,2020,44(6):93-98.
[18] 沈春光,李虎威,荆涛,等.基于深度学习的带钢表面缺陷检测在小样本数据集的应用[J].轧钢,2022,39(2):82-86.
[19] 吴昆鹏,王少聪,苏成.基于3D 点云的钢管表面缺陷检测系统[J].轧钢,2024,41(3):113-118.
[20] 邓能辉,石杰,吴昆鹏,等.基于三维图像的带肋钢筋表面检测系统研究[J].轧钢,2023,40(6):66-71.
[21] 王军生,宋宝宇.基于5G 工业专网的云化带钢表面质量检测系统研究与开发[J].冶金自动化,2023,47(2):117-123.
[22] 胡韬,张卫,陈丹,等.过程质量管控技术在冷轧轧制力优化中的应用[J].轧钢,2021,38(4):80-83.
[23] ZHANGP,WANGS,ZHANG W,etal.Cross-cameratrackingmodelandmethodbasedonmulti-featurefusion[J].Symmetry,2023,15(12):2145.
[24] HEL,LIU G,TIAN G,etal.Efficientmulti-view multi-targettrackingusingadistributedcameranetwork[J].IEEE SensorsJournal,2019,20(4):2056-2063.
[25] MaierG,PfaffF,PieperC,etal.Experimentalevaluationofa novelsensor-basedsortingapproachfeaturingpredictiverealtimemultiobjecttracking[J].IEEETransactionsonIndustrial Electronics,2020,68(2):1548-1559.
[26] AmosaTI,SebastianP,IzharLI,etal.Multi-cameramultiobjecttracking:areviewofcurrenttrendsandfutureadvances [J].Neurocomputing,2023,552:126558.
[27] WU W,LAIJ.Multicameralocalizationhandoverbasedon YOLOobjectdetectionalgorithmincomplexenvironments [J].IEEEAccess,2024,12(99):15236-15250.
[28] WANGG,TAOL,DIH,etal.Ascalabledistributedarchitectureforintelligentvisionsystem[J].IEEEtransactionson industrialinformatics,2011,8(1):91-99.
[29] 王排书.热轧钢坯编号识别与表面质量检测系统研究与设计
[D].锦州:辽宁工业大学,2021.
[30] 吴昆鹏,杨朝霖,石 杰.Applicationofintelligentoptimization shearingmethodbasedonaccuratedetectionofsteelplate contour[C]//第十二届中国钢铁年会论文集:11.冶金自动化与智能化.北京:北京科技大学高效轧制国家工程研究中心, 2019:7.
[31] 温娜.测控装备智能化水平成熟度评估模型研究[J].中国标准化,2023(24):63-67.
[32] 王新东,闫永军.智能制造助力钢铁行业技术进步[J].冶金自动化,2019,43(1):1-5.
[33] 门全乐.基于图像识别的宽厚板轧机自动转钢方案[J].冶金自动化,2010,34(6):55-60.
[34] 矫志杰,何纯玉,赵忠,等.中厚板轧制过程高精度智能化控制系统的研发进展与应用[J].轧钢,2022,39(6):52-59,66.
[35] 胡石强.看湘钢中厚板粗轧自动转钢系统应用“成绩单”[N]. 中国冶金报,2023-06-27(003).
[36] 郭新文,徐兵伟,邸全康,等.棒线材双铸机多轧线免加热直接轧制工艺研究[J].轧钢,2023,40(2):116-120.
[37] 张达,徐冬,何安瑞,等.基于激光雷达的高线库区感知系统研发与应用[J].冶金自动化,2022,46(6):120-128. [38] 王晓晨,刘洋,杨荃,等.长材(棒线材)库区智能化无人化管控技术[J].中国科技成果,2022,23(12):25-26.