
封志霞 袁平刚
(敬业集团 河北 石家庄 )
摘 要:本文通过分析钒钛矿烧结烟气特点、优化脱硫各系统运行参数、开展Ca/S摩尔比研究攻关、降低除雾器故障率、提高副产物石膏品质等措施,使脱硫系统设备运行率达到了100%,Ca/S摩尔比降低0.18,出口烟气二氧化硫平均排放达标率提高了5.5%,生产实践证明:石灰石-石膏湿法烟气脱硫工艺对钒钛矿烧结烟气具有较强的适应性和推广意义。
关键词:钒钛矿烧结;湿法脱硫;运行参数
0 引言
两台360m2钒钛矿烧结机采用石灰石-石膏湿法全烟气脱硫工艺,脱硫装置按一机一塔布置。在利用原引风机的基础上,每台烧结机配有两台增压风机,烟气不采用GGH加热方式。每台脱硫装置的烟气处理能力为相应烧结机工况时的100%烟气量,该系统投运初期,存在设备运行稳定周期短,Ca/S摩尔比高达1.26,出口烟气二氧化硫平均排放达标率低,一旦脱硫系统发生故障时烧结烟气经旁路烟道直接排入大气,严重污染环境等问题。于是技术人员经过不断地探索、实践,采取加强工艺操作,优化运行参数、提高设备运行稳定周期等措施,保证了烧结机与脱硫系统100%同步运行,各项技术经济指标稳步提升,出口烟气优于国家对钢铁企业烧结烟气超低排放标准。
1 钒钛矿烧结烟气特点
两台360m2钒钛矿烧结机长期形成了以钒钛磁铁精粉为主要含铁原料,以焦粉+白煤为固体燃料的配料模型。所使用的主要原、燃料化学成分分析见表1、表2所示。我们对原燃料进行了多次取样,进行实验室脱水分析得到其化学成分分析(取样10次求平均值)。
表1 使用的主要原料化学成分
Table 1 Chemical composition of the main raw material used for steel %
|
矿物名称 |
CaO |
MgO |
SiO2 |
TFe |
V2O5 |
TiO2 |
Al2O3 |
P |
FeO |
S |
|
钒钛磁铁精粉 |
0.62 |
1.23 |
3.47 |
63.89 |
0.453 |
3.19 |
1.08 |
0.082 |
23.21 |
0.165 |
|
PB粉 |
0.32 |
0.35 |
3.66 |
61.76 |
0.025 |
0.43 |
1.96 |
0.072 |
0.3 |
0.078 |
|
麦克粉 |
0.12 |
0.3 |
3.97 |
60.77 |
0.018 |
0.03 |
2.05 |
0.064 |
0.29 |
0.053 |
|
北非粉 |
0.44 |
0.05 |
5.39 |
61.87 |
0.016 |
0.18 |
2.23 |
0.065 |
0.43 |
0.089 |
|
杂料 |
9.22 |
1.3 |
5.36 |
51.29 |
0.96 |
2.85 |
1.12 |
0.132 |
32.4 |
0.051 |
|
钙灰 |
76.84 |
6.65 |
4.68 |
----- |
----- |
----- |
----- |
----- |
----- |
----- |
|
镁灰 |
45.2 |
32.03 |
5.05 |
----- |
----- |
----- |
----- |
----- |
----- |
----- |
表2 使用的主要固体燃料化学成分及热值
Table 2 Main bearing steel solid fuel used in chemical composition and calorific value %
|
含量 成分 |
灰分(%) |
挥发分(%) |
固定碳(%) |
硫(%) |
发热值 (MJ/kg) |
水分(%) |
|
无烟煤 |
16.35 |
5.02 |
76.03 |
0.19 |
21.98 |
5.8 |
|
焦粉 |
13.85 |
3.68 |
87.21 |
0.82 |
26.52 |
6.3 |
由表1、表2可以看出,钒钛磁铁精粉含硫量明显高于外矿,焦粉含硫量明显高于无烟煤,因此,相对于全部以普矿或外矿为主要配矿结构,以无烟煤为主要燃料,在目前的烧结机配料模型中得到的烧结烟气属于高硫烟气,烟气中二氧化硫的最高质量浓度达1500 mg/Nm3。
2 湿法烟气脱硫工艺流程
(1)制备吸收剂并加入吸收塔。由-325目石灰石粉在石灰石浆液箱内加适量的水溶解制备成27%-30%浓度的吸收剂,根据吸收塔的PH值和SO2浓度将吸收剂经石灰浆液泵直接加入吸收塔的浆液中。
(2)吸收剂吸收并与烟气中的SO2发生反应。浆液循环泵送入吸收塔中的向下喷出的石灰石浆液与向上运动的烟气中的SO2逆流接触发生反应生成亚硫酸钙,亚硫酸钙被氧化生成石膏,被净化后的净烟气通过烟囱排向大气。
(3)从吸收液中分离副产物石膏。石膏浆液经石膏浆液排出泵进入旋流器进行一级脱水处理,处理后的浓度为50%的稀浆液底流继续返回吸收塔,浓缩后浆液则送入真空皮带机二级脱水至含水率小于10%的石膏,石膏作为脱硫副产物回收至水泥厂做缓凝剂。
石灰石-石膏湿法脱硫工艺布置简单,湿法脱硫系统主要包括烟气系统、吸收塔系统、石膏浆液制备系统、石膏脱水系统、工艺水系统等。工艺流程示意图如图1所示:
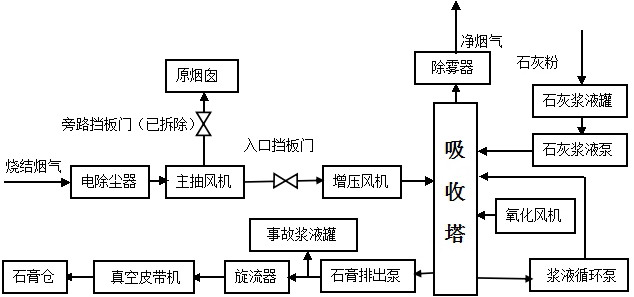
图1 石灰石-石膏湿法烟气脱硫工艺流程示意图
Figure. 1 limestone - gypsum wet flue gas desulfurization process schematic
3 湿法烟气脱硫系统运行参数的优化
3.1 烟道及膨胀节易损坏造成漏风
烧结生产过程中受料层透气性影响,烟气流量波动较大,烟道震动严重,导致烟道及膨胀节密封易损坏。
针对膨胀节易损坏要求脱硫岗位人员密切关注原烟气流量变化、增压风机振幅,适时地调整增压风机频率,以保证烟气通道顺畅,避免烟道振动。增压风机频率控制在38Hz-44Hz之间,增压风机振幅<3.5mm/s。
3.2 Ca/S摩尔比偏高,导致运行成本升高
由于影响Ca/S摩尔比的因素是多元的、非线性的,且烧结生产中受烧结过程及透气性影响,烟气流量、SO2质量浓度波动较大,所以在试验阶段采取稳定2号烧结机生产条件:原、燃料条件固定,上料量120kg/s,烧结机其他工艺参数保持不变,主抽风门开度均控制65%。分别研究吸收塔浆液循环量、PH值及烟气温度对Ca/S摩尔比的影响。
①吸收塔浆液循环量对Ca/S摩尔比的影响
在保证其他条件不变的情况下通过控制循环泵运行数量得到脱硫效率对应值如下表3:
表3 循环泵投运数量与脱硫效率和Ca/S摩尔比变化统计表
Table 4 The number of circulating pump put into operation desulfurization efficiency and Ca / S molar ratio varies statistics
|
循环泵投运数量(台) |
脱硫效率(%) |
Ca/S摩尔比 |
|
1 |
70.5 |
1.282 |
|
2 |
78.32 |
1.191 |
|
3 |
95.48 |
1.082 |
由表3可以看出:随着循环泵使用数量增加,Ca/S摩尔比显著降低,但是在实际生产中根据烧结机负荷确定循环泵数量,当烧结机负荷>80%时,投运3台循环泵;烧结机负荷<80%时,投运2台循环泵。
②吸收塔的PH值对Ca/S摩尔比的影响。
浆液的PH值是吸收塔装置运行中重点控制的参数,一般控制弱酸性溶液,试验中保证其他条件不变选取PH值4-6.5分别计算Ca/S摩尔比并绘制折线图如下图2所示:
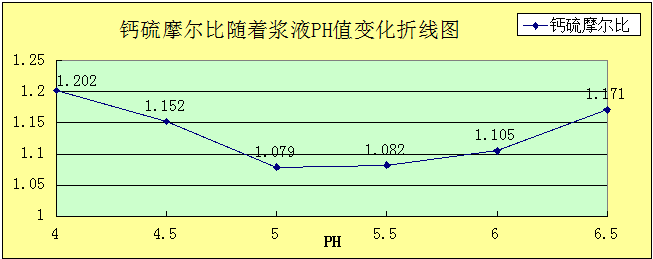
注:图中数据来源于脱硫指标报表
图2 钙硫摩尔比随着浆液PH值变化折线图
Fig.2 Molar ratio of calcium sulfur slurry PH value change as a line chart
由图2可以看出:当PH值小于5.0或大于5.5时钙硫摩尔比均偏高,故生产中应该控制PH值在5.0-5.5之间比较合理。
③烟气温度对Ca/S摩尔比的影响。
试验中保证其他控制条件不变得到钙硫摩尔比随着温度随着烟气温度变化折线图如下图3所示:
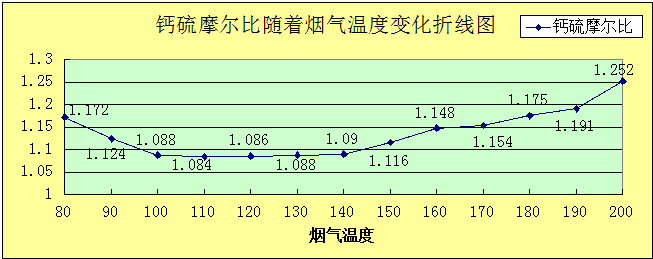
注:图中数据来源脱硫指标报表
图3 钙硫摩尔比随着烟气温度变化折线图
Fig. 3 Molar ratio of Ca-S flue gas temperature as a line graph
由图3可以看出:当温度低于100℃或高于140℃时,钙硫摩尔比均偏高,不利于脱硫反应的进行,这是因为温度低于100℃或高于140℃,影响浆液对SO2的吸收速率,正常生产中温度控制在100℃-140℃。
3.3 除雾器运行故障率高,影响烧结生产稳定
由于岗位操作及冲洗不及时导致除雾器结垢严重,前后压差升高,石膏浆液随着烟气排出,出现“石膏雨”现象,严重制约烧结机生产稳定。年度除雾器堵塞影响生产次数统计如表4所示:
表4 年度除雾器堵塞影响生产次数统计
Table 5 defogger blockage affecting the production number of statistics
|
时间 |
5月 |
6月 |
7月 |
8月 |
9月 |
10月 |
|
除雾器堵塞影响生产次数 |
0 |
1 |
1 |
0 |
1 |
1 |
为了保证除雾器正常使用,减少除雾器结垢对烧结生产的影响,增加除雾器自动冲洗的频率(由原来的1次/4小时调整为1次/2小时,冲洗时间由7分钟/阀门调整为3分钟/阀门);脱硫塔控制低液位(7米-8.5米,为冲洗除雾器预留空间);出石膏过程中,为避免石膏浆液偏析,工艺楼水返塔时必须及时返回对应出石膏脱硫塔内;利用定修机会人工清理除雾器及喷嘴粘结石膏浆液,日常加强工作异常阀门的检查更换,保证除雾器前后压差稳定且小于0.2kP。
3.4 石膏品质差,石膏外销价格低。
针对石膏品质差(平均含水率偏高(12%-18%),二水硫酸钙含量偏低(86.95%)的问题经过技术人员的摸索,通过提高旋流器与真空皮带机匹配度、两套脱水系统同时投用降低脱水负荷、控制滤饼厚度25-30mm、均匀浆液下料点避免皮带跑偏等措施。提高石膏二次脱水效率。目前石膏含水率在10%以内,平均含二水硫酸钙91%以上。优于90%的设计值,石膏质量完全满足水泥厂作缓凝剂的要求。
4 取得的效果
① 2号、3号吸收塔烟气脱硫系统运行两年期间优化参数前后主要指标统计分别见表5,表6所示:
表5 2号吸收塔优化前后脱硫数据对比表
Table 6 On the 2nd absorber desulfurization data comparison table
|
时间 |
出口SO2浓度(mg/Nm3) |
出口烟尘浓度(mg/Nm3) |
脱硫效率(%) |
石膏纯度(%) |
Ca/S摩尔比 |
|
优化前 |
34.69 |
9.6 |
85.69 |
85.67 |
1.255 |
|
优化后‚ |
22.42 |
5.4 |
95.98 |
94.22 |
1.076 |
|
对比‚- |
-12.27 |
-4.2 |
10.29 |
8.55 |
-0.179 |
注:表中所有数据来源于脱硫指标报表,均为年统计平均值。
表6 3号吸收塔优化前后脱硫数据对比表
Table 7 On the 3rd absorber desulfurization data comparison table
|
时间 |
出口SO2浓度(mg/Nm3) |
出口烟尘浓度(mg/Nm3) |
脱硫效率(%) |
石膏纯度(%) |
Ca/S摩尔比 |
|
优化前 |
32.57 |
8.9 |
82.66 |
85.12 |
1.265 |
|
优化后‚ |
23.15 |
5.2 |
95.49 |
93.41 |
1.084 |
|
对比‚- |
-9.42 |
-3.7 |
12.83 |
8.29 |
-0.181 |
注:表中所有数据来源于脱硫指标报表,均为年统计平均值。
由表6、表7可以看出:通过优化各系统控制参数,提高操作工技能水平,该系统脱硫效率达到了90%以上,脱硫后烟气中S02浓度<35mg/Nm3,烟尘浓度<10mg/Nm3,副产品石膏的纯度>90%,Ca/S摩尔比平均降低0.18。
5 结论
(1)通过优化脱硫各系统运行参数,开展Ca/S摩尔比研究攻关,降低除雾器故障率,提高副产物石膏品质等措施,2号、3号360m2烧结机石灰石-石膏湿法烟气脱硫工艺中存在Ca/S摩尔比高,出口烟气二氧化硫平均排放达数据偏高等问题得到了解决,Ca/S摩尔比降低0.18,出口烟气二氧化硫平均排放达标率提高了5.5%。
(2)生产实践表明:石灰石-石膏湿法脱硫工艺以脱硫效率高、设备运行稳定、副产物可利用,且对钒钛矿烧结烟气具有较强的适应性和推广意义。