
沈龙龙,高 鹏,郝团伟,洪 伟,李骏峰,盛敏江
(马鞍山钢铁股份有限公司,安徽马鞍山 243000)
【摘 要】 对马钢B高炉提煤比过程进行了总结,B高炉开炉后通过摸索调整找到合适的基本操作制度,保证了高炉的稳定运行。2023年11月开始,热风炉开始逐步在线检修,风温水平继续下降,通过对上、下部操作制度的优化,进一步提升了煤比,2024年4—5月煤比达到165 kg/t,同时燃料比维持在500 kg/t以下。
【关键词】 操作制度;中心加焦;平台加漏斗;煤比
1 概述
2023年以来钢铁市场形势更加严峻,原燃料价格上涨,钢材产品价格下跌,大部分钢铁厂处于亏损状态。炼铁系统占全流程能耗 73.5%,其中焦炭作为高炉主要燃料,在铁水燃料成本中所占比例最大,降本增效的重要措施就是提高煤比[1]、降低焦比,使燃料比总体可控,以煤代焦,降低铁水燃料成本。马钢B高炉总体目标是煤比达到160 kg/t,力争突破170 kg/t,燃料比控制在505 kg/t以下,以确保取得较好的经济效益。
B 高炉二代炉役设 38 个风口、4 个铁口,炉腹(B1、B2)、炉腰(B3)、炉身(S1~S6、R1~R3)共使用12段六管型强化冷却镶砖球墨铸铁冷却壁,采用软水密闭循环冷却,较一代炉役降低了炉身高度,高径比降至2.11,有助于降低料柱阻损,同时减小了炉腹角,减轻了煤气流对炉腹的冲刷。
B 高炉二代炉役采用不放残铁、炉体三分段推移技术进行快速大修,其间热风炉未进行大修,采取逆送风保温方式。2022年12月8日点火开炉后,随着风量的提升,风温勉强维持 1 170 ℃,煤气消耗大幅增加。热风炉烧炉煤气成本较高,且在送风过程中热风炉炉壳出现多次开焊跑风的情况,存在较大安全隐患,高炉被迫降低顶压使用上限,以控制送风压力,降低风险,热风压力按 410 kPa 控制,顶压按 225~230 kPa 控制。自 2023 年 11 月开始逐步对热风炉进行在线改造,热风炉改“两烧一送”,风温下调,稳定至 1 140~1 150 ℃,在国内 4 000 m3高炉中属于较低风温水平,目前国内大型高炉普遍风温水平在1 200 ℃,先进高炉达到1 230~1 250 ℃。
2 基本操作制度的确定
B 高炉一代炉役于 2022年 9月 15日停炉大修,12月8日开炉,开炉气流控制采取“平台+漏斗”两道气流控制模式。受设备故障、焦粉入炉及操作应对问题影响,开炉不顺,恢复期间炉况存在反复,2024年 1 月初改为中心加焦布料模式以快速恢复炉况,至 1 月底炉况基本恢复正常。B 高炉炉况恢复后,逐步对上、下部操作制度进行了摸索调整,主要是借鉴A高炉操作制度,并结合生产实践,逐步确立适合B高炉的基本操作制度[2] 。
2.1 上部装料制度
B 高炉自一代炉役(2014 年)以来,长期采用的均是“平台+漏斗”两道气流控制模式,未曾使用过中心加焦布料模式,因此对于中心加焦布料模式,没有成熟可借鉴的经验,需要持续摸索。中心加焦模式经过三个阶段的调整,基本达到了较为合适的两道气流分布,形成了基础布料矩阵。
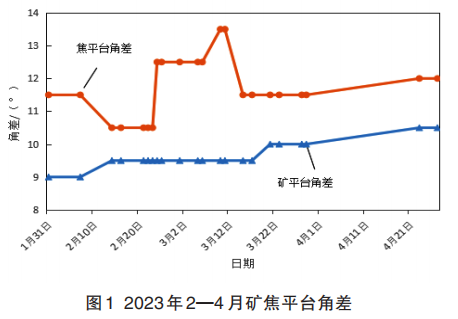
2.1.1 摸索基础布料矩阵(1月31日至4月27日)
炉况基本恢复至正常后,需摸索合适的中心加焦量、矿焦平台角度及角差。根据国内高炉中心加焦经验,中心焦角度选择 13°,针对开炉后长期的风量不全所导致的中心气流不足问题,本阶段的调整措施主要是打开中心,降低压差。受压差高的影响,焦炭负荷低,前期矿批不大,冶炼强度不高,矿平台角差控制在 9°~10.5°,以疏导中心气流,2023年 2—4 月矿焦平台角差见图 1。通过摸索,最大矿角度选择 41°~41.5°,最大焦角度选择 42°~43°,最小矿角度选择 30.5°~32.5°,最小焦角度选择 30°~31.5°。平台两端均是焦包矿,针对平台不稳、滑料多的问题,第一阶段对焦炭增加档位以形成副平台,虽然两道气流均有改善,但滑料现象未消除。 至4月底布料矩阵为![]()
2.1.2 强化中心稳定边缘(5月1日至7月25日)
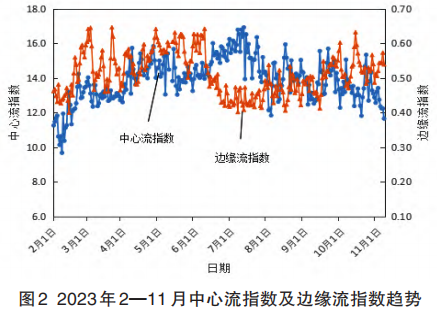
针对平台不稳、探尺极差大、小幅滑料频繁导致中心不稳的问题,逐步加大粒子钢用量,在两道气流改善后,逐步恢复焦炭负荷、提高冶炼强度。对上部装料制度进行调整,主要措施是扩矿平台。矿平台角差扩至 12°,以减少滑料,将矿平台质心外移,矿石最外档角度从 41°扩至 42°,使最外档矿焦角度一致,以控制边缘气流。同时对焦炭增加第 5档的档位,增加无矿区,进一步强化中心。2023年2—11月中心流指数及边缘流指数趋势见图2,从图2中可以看出,6—7 月整体中心气流变宽,稳定性下降,中心流指数上升,边缘流指数明显下降,煤气利用率明显下降,未达到预期效果。主要布料矩阵调整为 :
![]()
![]()
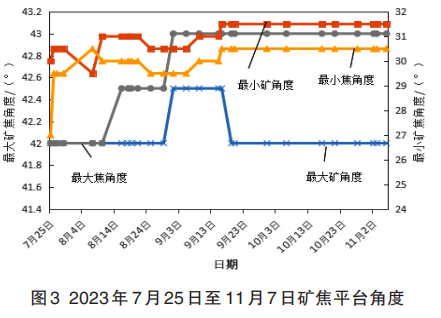
2.1.3 优化两道气流分布(7月25日至11月7日)
针对中心气流宽而不强、收敛性不好的问题,分析认为主要由平台偏宽、中心气流过吹导致。边缘气流过重,两道气流分布不均,导致中心存在滑料现象。本阶段主要是稳定中心气流,疏松边缘气流,进一步寻找两道气流的平衡点。去除第 5 档焦炭,通过内档矿石角度外扬,将矿平台角差由 12.0° 缩至10.5°,2023年7月25日至11月7日矿焦平台角度见图3。同时,将外档矿焦焦差增加至1°,以疏松边缘气流。调整期间,边缘炉体渣皮产生波动,通过降料线进行控制。调整后,两道气流分布趋于合理,煤气利用率上升。
2.2 下部送风制度
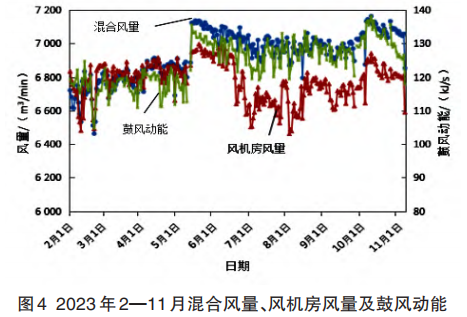
送风制度是确定一次气流合理分布的关键。B高炉开炉后先借鉴A高炉(二代炉役2021年12月开炉,与 B 高炉设计一致)的风氧参数,然后根据实际生产情况,不断调整合适的风量、送风面积等参数。对比风机房实际风量及毕托巴风量表数据来对毕托巴流量表及氧量表进行校准,解决混合风量及风机房风量不匹配及富氧流量显示偏低的问题,确保风氧参数的准确,2023年2—11月混合风量、风机房风量及鼓风动能见图 4。炉况恢复初期,受炉内压差高的影响,风量偏低,导致动能偏低。通过气流调整,压量关系改善后,逐步恢复风量。同时扩风口面积,将风口面积由 0.480 8 m2提高至0.486 7 m2,进一步提高入炉风量,降低压差。提高富氧率至 4.5%,确定 B 高炉合适的鼓风动能为130~145 kJ/s,入炉风量为 7 000 m3 /min,理论燃烧温度按2 200~2 330 ℃控制。
2.3 热制度、渣系控制及炉前出铁组织
考虑开炉期间焦粉入炉、长期风量不足,导致炉缸活跃性不好,同时针对原燃料条件下滑、渣比上升的情况,在恢复指标及提高冶炼强度过程中,炉前出铁是关键环节。在实际出铁过程中发现炉缸活跃性不好的情况,从热制度及渣系控制上进行调整。高化学热及高物理热容易导致实际出铁不能满足要求,因铁水流速偏慢,在热制度控制上应优先满足物理热,适当控制化学热。B 高炉日均物理热按 1 510~1 520 ℃控制,铁水含硅量按 0.35% ~0.45% 控制,铁水含硫量按 0.020%~0.035% 控制,以确保渣铁流动性。
因烧结矿中 Al2O3含量上升,导致渣中实际Al2O3含量偏高(15.5%~16.2%),为此应提高烧结矿中MgO含量,保证渣中镁铝比在0.5以上,这样在物理热1 500 ℃以上时,能保持合适的炉渣流动性。
在产量达到10 500 t/d的情况下,日均铁速需达到7.2 t/min,实际出铁过程需要重点关注铁速情况。出铁过程有2个铁速时间控制点,铁口打开1 h时要求铁速≥7 t/min,铁口打开 2 h 时要求铁速≥8 t/min,否则实际出铁量无法满足理论铁量生成速度。将出铁时间控制在 140~160 min,重叠时间控制在10 min,确保零断渣,稳定渣铁液面。调整后,B 高炉日均铁次基本控制在10炉。
2.4 炉型控制
B 高炉二代炉役与一代炉役铸铁冷却壁不同,采用全铸铁冷却壁。铸铁冷却壁冷却效果没有铜冷却壁好,渣皮脱落后稳定时间长,炉身 S 段波动时,冷却壁温度高且波动大,容易产生局部气流,因此对于全铸铁冷却壁炉型控制是适当控制,确保冷却壁温度可控[3] 。开炉近一年壁体整体稳定,冷却壁水温差在2 ℃以内,为充分发挥新高炉优势,采取了较为疏松的边缘气流,以期降低炉内压差。
2.5 主要生产指标
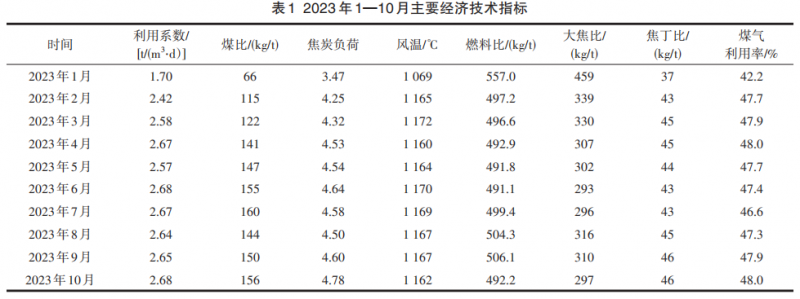
通过摸索并稳定固化合适的操作制度,同时根据生产情况持续优化调整上、下部操作制度,高炉指标不断提高。自 2023年 6月份起,煤比基本维持在 150 kg/t 以上,产量达到 10 500 t/d 以上,2023 年1—10月主要经济技术指标见表1。
3 改进措施
3.1 原燃料管理
2023年开始原燃料质量不断下滑,烧结矿全铁下降,SiO2含量上升,入炉综合品位逐步下降,2023年平均入炉品位较2022年大幅下降,对应渣比大幅上升,主要原燃料指标见表2。炉内重点做好筛分,减少粉末入炉,同时稳定用料结构。二代炉役后,焦炭供料流程由焦化(不筛分)-高炉槽下改为焦化(不筛分)-筒仓-高炉槽下,为提高粒度,筒仓增加筛分,确保了焦炭粒度,同时筒仓焦炭维持高库存,减少了焦炭摔打对焦炭质量的影响,焦炭粒度得到了保证。整体焦炭粒度基本保持在 52 mm,同时对于喷吹煤粉,要求小于-200 目的粒度占比在 70%以上。

3.2 送风制度调整
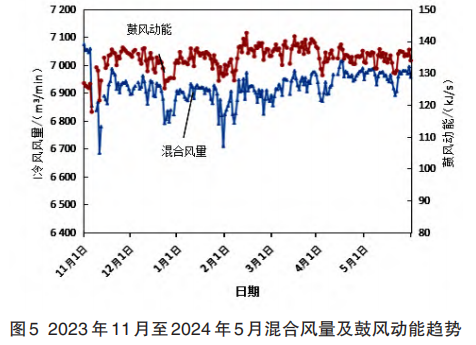
11月开始将热风炉逐个退出送风,热风炉送风方式由“两烧两送”改为“两烧一送”,风温下降至1 135 ℃,导致鼓风动能下降,理论燃烧温度下降,不利于煤粉的燃烧。11月 7日利用定修机会,缩小风口面积,堵一个风口操作,堵风口后风口面积为0.465 6 m2 ,整体入炉风量仍为6 950~7 000 m3 /min, 鼓风动能达 135 kJ/s,保证了充足的中心气流,提高了炉缸活跃性。将整体富氧率保持为4.5%~5.2%,使理论燃烧温度保持在 2 250 ℃,确保了高煤比情况下的煤粉燃烧。2023 年 11 月至 2024 年 5 月混合风量及鼓风动能趋势见图5。
3.3 上部制度调整
11 月 7 日利用定修机会,对现场料面情况进行检测,整体料面为“窄平台+深漏斗”料面,具备料制转换条件。复风后直接进行料制转换,去中心焦,改为“平台+漏斗”两道气流控制模式,中心焦角度未进行过渡,一步到位直接转换[4] 。转换期间,小幅降低焦炭负荷,适当降低冶炼强度,缩矿平台,适当抑制边缘气流,引导中心气流,料制得到顺利转换。
主要布料矩阵调整过程如下:![]()
![]()
![]()
在煤比提升过程中,两道气流均出现发展的情况,对料制进行微调,外扬外档矿石角度,内推内档矿石角度,矿平台角差由 10°扩至11°,减第5档焦炭环数,实现了两道气流的稳定。
3.4 持续保持好的炉缸活跃性
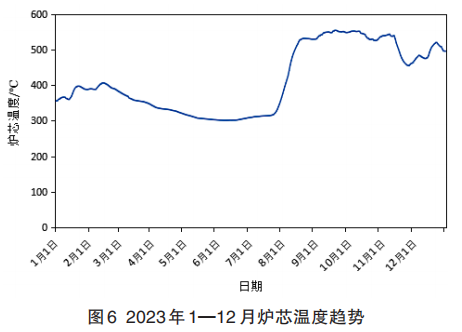
好的炉缸活跃性是一次气流合理分布及出铁稳定的基础[5] ,特别是二代炉役由 3 个铁口对倒出铁改为 2 个铁口对倒出铁,铁口转换周期约 40 天,易出现炉缸不活跃的情况。提高炉缸活跃性需要上、下部操作制度的配合,B 高炉通过较高的产量、充足的炉缸热量、合适的化学热、适宜的鼓风动能及良好的渣铁流动性,总体提高了炉缸活跃性。2023年1—12月炉芯温度趋势见图6,由图6可以看出,7月份开始炉芯温度整体呈上升趋势。
3.5 主要经济技术指标
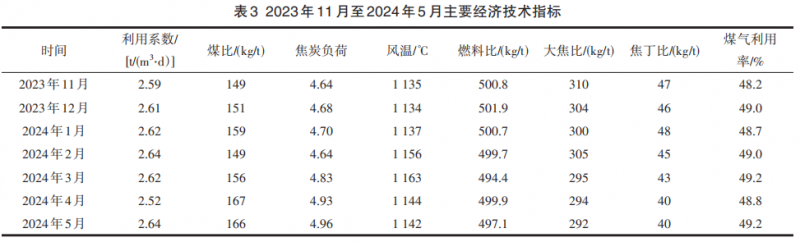
通过优化调整,去中心焦后,在“平台+漏斗”模式、低风温水平条件下,实现了煤比的明显提升。2024年4—5月煤比达到165~170 kg/t,煤气利用率提升至 49%,焦炭负荷达到 5.0(含大焦及焦丁),燃料比保持在 500 kg/t 左右,整体经济技术指标达到二代炉役开炉以来最高水平,2023 年 11 月至 2024年5月主要经济技术指标见表3。
4 结语
1)无论是中心加焦气流控制模式还是“平台+漏斗”气流控制模式,煤比提升的前提是保持两道气流的合理分布,同时需要根据实际气流变化进行适应性调整。
2)大型高炉大风量、高富氧及高冶炼强度条件下,需要持续保持好的炉缸活跃性,为高炉稳定运行提供基础。
3)高炉开炉后需要摸索合适的操作制度,稳定固化后不断进行优化调整,确保炉况的稳定。
参考文献
[1] 解成成,马琦琦,左俊,等 . 马钢 2 号高炉提高煤比的攻关措施[J].炼铁,2023,42(3):12-15.
[2] 陈军,王志堂,聂长果,等.马钢4号高炉保稳顺提煤比生产实践[J].炼铁,2019,38(1):18-22.
[3] 李林春,赵东明,张延辉,等.鞍钢10号3 200 m3高炉降低焦比生产实践[J].鞍钢技术,2024(1):51-54+58.
[4] 尹保军 . 山钢日照 1 号高炉取消中心加焦践[J]. 炼铁,2019,38(6):52-55.
[5] 李红卫,王红斌,唐顺兵 . 太钢 5 号高炉提高炉缸活跃性的措施[J].炼铁,2013,32(3):6-9.