
左晶荣
(河北新武安钢铁集团烘熔钢铁有限公司信息自动化部)
摘要:在全球经济下行大环境下,受美联储加息和俄罗斯钢材输入的影响,国内钢铁企业举步维艰,普遍面临亏损,摆在钢铁企业面前的只能控制成本,谋取利润保生存。我公司制定的将本路线是烧结以结构将本,在保证产品质量和产量的前提合理配加劣质杂料来达到将低成本的目的。为了防止劣质原料在料场混合不够均匀或质量波动特新建设混均料场来保证配料的均匀性。为了保证新建混均料场的前瞻性和先进性,我公司采用全自动的控制方式,包括启停设备的配比偏差也做了优化,极大限度的降低了质量波动。
关键词:混均料场;自动控制;开发与应用
1 系统概况
项目建设10个料仓,配套有装仓皮带1条,圆盘给料机10台,皮带秤10台,接料皮带1条,成品皮带1条,成品卸料仓1个;配备有震动电机、热保护装置。整个项目建设完成后实现一键启动和一键停止,自动开启和关闭震动、自动提高给料速度、分组分步启动和停止等功能。本项目优化控制粒度把小时控制优化到按秒控制,传统的配料是按小时或分钟累计计算配料数量,但中间截取料面偶尔会出现阶段性不均匀现象,本次项目采用按秒调整配比下料量。
2 控制系统设计
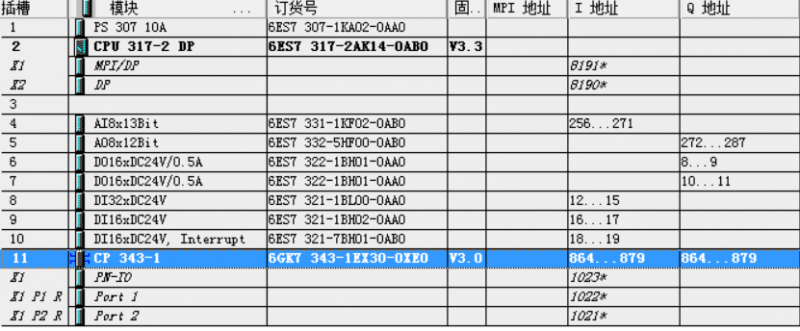
根据混均料工艺要求,该系统选用西门子300PLC对整改系统进行控制。模块选型有CPU317-2 DP、CP343-1、AI8x13Bit、AO8x12Bit、DO16xDC24V、DI16Xdc24V等。变频器均配比DP卡,选用DP通讯。编程软件选用step7,上位机软件选用WINCC。项目设计理念是高类聚、低耦合,封装了通用的逻辑处理、计算、判断等FC块和FB块,能够在程序中重复调用。控制和设置采用上位机操作方式,组态软件用西门子的WINCC软件,通讯协议选用TCP/IP协议。设计要求自动化、智能化,系统要涵盖常用的操作模型,能实现自动应对和处理常见变化。
2.1 控制模式设计
通过调研和整理,梳理操作流程和操作方法,把人工操作的3种模式和46类异常处理进行逻辑设计;增加故障检测和异常报警方便排查原因。操作模式分“自动模式”、“手动模式”、“检修模式”三种,异常处理有过热异常、断料异常、变频器异常、过流异常、称重仪表异常、装料急停、槽下急停等处理模型。
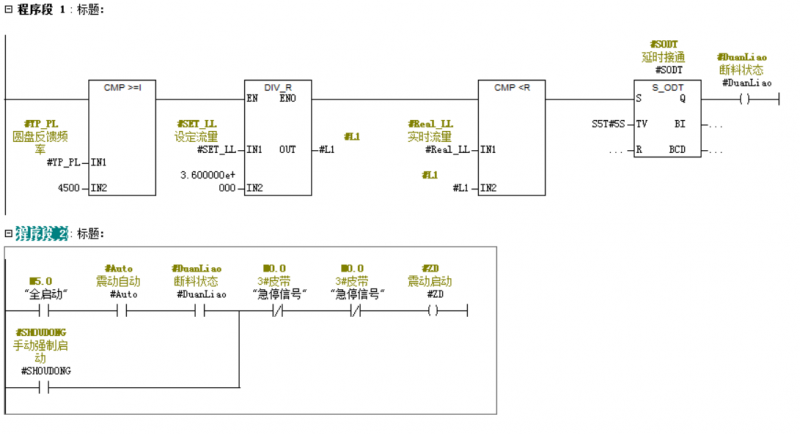
2.1.1自动模式
操作工只需要按下启动按钮,系统会按照预设规程和操作方法进行启动,首先启动成品提升皮带,待提升皮带电机大于45Hz后启动接料皮带,待接料皮带大于40Hz开始从1号仓启动皮带成和圆盘给料机,每隔3秒启动一台皮带秤和圆盘,圆盘的启动条件是判断皮带秤大于40Hz和接料皮带大于45Hz。
自动给料是由圆盘给料机、电子皮带称、称重显示器、变频器等组成,各种原料的配比由操作人员通过上位机设定,物料的流量经电子皮带秤、称重显示器转换为数字信号通过DP通讯输入到闭环控制模板的功能模块,与设定值比较,再经过PID运算,得到控制量的数字值,通过DP通讯发指令给变频器,变频器根据这个信号控制圆盘给料机电机的转速,从而使各台圆盘给料机的给料量紧紧围绕在其设定值的周围,实现闭环的自动控制功能
2.1.2手动模式
手动单独启动成品提升皮带或接料皮带,启动时机需要人为控制。料仓启动需要人工选择,其他的安全连锁会验证是否具备启动条件。如:称重皮带不启动不能启动圆盘;接料皮带不启动不能启动皮带秤;皮带秤不启动不能启动圆盘等。
2.1.3检修模式
检修模式不受连锁控制,可随意启动指定设备,也可反转点动。方便检修和查找问题。电机频率也可手动设置,不受连锁条件影响。只有最基本的过热保护,过载保护生效。
2.2自动下料设计
采用的PID算法,设Yr(kg)为每秒下料量的设定值,Y(kg)为每秒下料量的实际值,e(kg)=Yr(kg)-Y(kg) 为每秒下料偏差,设此时系统控制输出为U(kg),则
u(kg)=Kp{e(kg)+1/ti∫e(kg)dt+dt[de(kg)/dt]
kp、ti、td 分别为比例系数、积分时间常数、微分时间常数。
调整上述三个系数就可以改变控制输出,得到良好的控制效果。
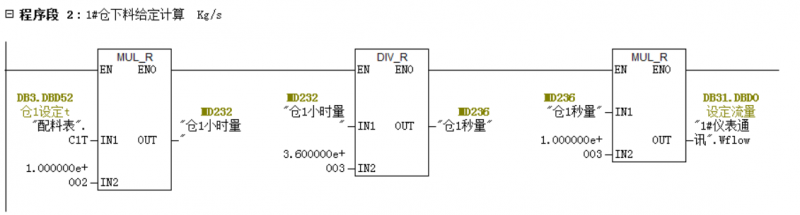
2.3 配方流量计算
根据小时需求量乘以单仓配比占比得到小时下料量,根据小时下料量分解的每秒即下料给定数。公式如下:
W = Wz×P÷3600
W为每秒下料量;Wz小时需求量;P单仓占比百分数;计算程序如下
2.4断料和震打控制设计
当称重反馈流量小于给定流量,且圆盘频率大于45Hz持续10秒判断为断料状态,出现断料自动开启振打设备。处理程序如下:
3 控制技术实现方案
3.1 配料系统实现
程序按照PLC的扫描顺序进行先读后写原则,首先读取变频器运行状态和参数,然后读取仪表状态和参数,拿到数据后进行配比计算和逻辑处理,最后将处理完成的参数写入变频器和仪表。
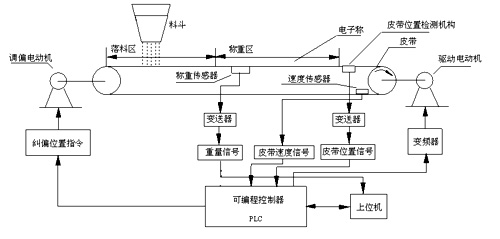
3.2 称重装置控制实现
调速皮带秤是一种通过改变皮带机的皮带速度,调整物料流量的给料设备。通过安装在计量辊下的荷重传感器,可将皮带上物料的重量转换成电压信号,该电压信号(mV级)由仪表的模拟输入通道输入仪表,通过计算得到单位长度物料重量G(kg/m)。在皮带秤上还安装有皮带速度传感器,该传感器可以将皮带速度转换成脉冲信号,再由DI6口输入仪表,得到皮带的速度V(m/s),则皮带秤的瞬时流量为L=G*V。该瞬时流量与设定流量值相比较,通过DA的输出调整皮带速度,使调整后的流量与设定流量相等。通过称重仪表可实现调零点、砝码标定、实物标定。
3.3 模拟人工操作的实现
本次技术主要是利用信息化手段来处理复杂的人机交互,让生产制造更智能,PLC、上位机、变频器、仪表、电机、拉绳开关、限位、料位计等设备均采用国产国标设备,操作模型由人工编写下发到PLC的CPU执行,动作输出由PLC发出。上位机可以选择手动、自动。通过梳理生产中可能存在的问题和故障,整理成生产模型,把模型导入到自动化控制设备,有自动化设备来判断什么时候执行什么指令。工艺出现异常时,如:卡料、堵塞等,现场设备旁的报警灯会亮起,系统会自动打开震动设备辅助下料。当设备出现过热、过载、过流是故障报警会响起影响维护人员前去处理。自动模式执行逻辑如下:
第一步;操作员点击自动模式,然后点全部启动后,设备开始自检,检查设备位置和各传感器故障信号是否触发。
第二步:首先启动提成品升皮带电机,启动时间大约为30秒,待启动频率大于45Hz后启动槽下接料皮带,启动时间约20秒;待电机频率大于45Hz后进入下一个环节。
第三步:为了实现精准混料,启停设备时的混料误差,先从1#给料机和1#称重仪表开始启动,然后间隔3秒启动2#给料机和称重仪表,再间隔3秒启动3#给料机,依次类推,直到启动10#给料机。
第四步:开始故障监测,仪表反馈流量小于给定流量时,开始增加圆盘给料机频率,若频率大于45Hz后连续5秒下料任然不足,判断为断料;系统自动开启振打装置。
第五步:上位机的停机按钮指令,先停1#给料机,间隔3秒后再停1#计量仪表和计量皮带,再间隔1秒后停2#给料机,再间隔3秒后停2#计量皮带和仪表,依次类推直到10#给料机和计量皮带停机后等待5秒停接料皮带,再等待40秒后停提升皮带。
3.4 故障连锁实现
如果提成品升皮带出现故障,系统会自动停止所有给料机、计量仪表和接料皮带。若接料皮带故障首先停止给料机和计量仪表。待提升皮带输送完成物料后停止运行。若阻旋料位计报警,系统判断成品料仓满,执行自动停机指令,按照顺序陆续停机。
槽下急停拉升分两组,提升皮带和接料皮带;提升皮带拉绳开关拉动后所有设备马上停止运转;接料皮带拉绳开关拉动后,停止所有圆盘给料机、皮带秤和接料皮带。
3.5 故障报警实现
设置故障检测装置有电机过流、电机过热保护、变频器故障报警、空料报警、急停报警、成品接料斗仓满报警等故障检测。有效保障了设备的正常运行,另外还安装了监控设备和四个监控探头,人工辅助监控设备运行状态,防止着火、设备下沉等问题发生。
4 结束语
本次项目运行后可实现日混料3000吨;目前日平均混料800吨,节约成本约6万元/天,另外本次项目采用智能一键操作,只需要一名人员即可实现混料操作、设备巡检和日常维护。
参考文献
[1] 何瑞,贾磊.基于PLC控制的自动配料系统研究和应用.微计算机信息.2007(10)
[2] 台广锋,潘社卫.基于PLC控制的自动配料系统的研究.矿冶.2011(03)