
贾为征 马 柯
(北京首钢自动化信息技术有限公司京唐运行事业部 河北 唐山 063000)
摘要:本文针对传统轧线设备运维[1]中存在的问题,设计并实现了一种基于设备状态分析诊断的智能化轧钢运维平台。首先,对热轧产线生产运行状态进行了分析,确定了设备状态诊断的关键指标和算法。其次,搭建了智能化运维平台的系统架[2],包括核心的设备监测模块、数据处理模块和设备状态分析模块。在此基础上,平台涵盖了设备点巡检、曲线数据点检、设备关键指标数据预警以及设备劣化趋势分析等。最后,通过平台的投入使用验证了智能化运维平台的有效性和性能优势,取得了良好的应用效果。本研究为提高轧机设备运维效率和质量提供了重要的数据和技术支持,具有很强的实践应用价值。
关键词:轧机;智能化;设备状态;设备点巡检;运维效率
0 引言
随着工业领域的不断发展,设备运维的重要性日益凸显。作为保障生产正常进行和提高生产效率的关键环节,设备运维的质量和效率直接影响着企业的竞争力和经济效益。然而,传统的设备运维模式,在面对日益复杂的生产环境和设备状况时,已显露出诸多不足[3]。
轧机作为轧钢生产中的重要设备,在生产中起着至关重要的作用。传统轧机设备运维常依赖于人工巡检、重要数据人工查阅历史趋势数据再经验来判断设备的状态,因此存在信息获取不及时、运维决策依据不足等问题,未做到较好的设备状态维护,每天需投入较多人力和时间[4]。为提高人的运维效率,降低人员劳动强度,本研究旨在借助高频数据采集技术和人工经验智能化手段,设计并实现一套基于设备状态分析诊断的智能化运维平台,达到设备状态实时监控,趋势分析预警提醒,重要指标数据可视化等目的,从而实现降本增效。
1 现状及意义
首钢京唐公司热轧产线的设备维护工作,主要依赖于经验丰富的点检、维护人员,通过到现场对实际设备进行观察、通过设备运行数据记录回溯等方式,结合设备的特性以及设备运行正常数据来判断设备是否运行正常,但点巡检也仅限于排查已经有故障表象的设备,并不能很好的分析设备的劣化趋势[5],不能做到预防性维护。
通过开展对设备劣化趋势分析,设备状态智能判断等预测性维护工作的研究,发现可以通过大量数据对比分析,及时判断设备当前状态,准确分析设备故障类型,预测设备状态趋势,还可以对设备计划性检修给出建议。
针对于现有自动化水平整体较高的热轧产线,现场设备检测元件布置较为完善,检测准确性、稳定性较高,具备很好的实施工厂数字化的先决条件,该系统平台不仅能将复杂的设备维护经验形成高质量服务产品,还能提高设备运维效率,降低劳动难度。
2 设备状态分析
针对设备状态分析,主要从实时状态分析预警、结合历史数据分析设备劣化趋势两方面开展。为实现以上功能,真实有效的设备状态数据是必不可少的,因此高频数据采集过滤成为了获取真实有效数据的关键。
为实现整体的设备状态分析,整体的系统框架流程设计如图1所示:
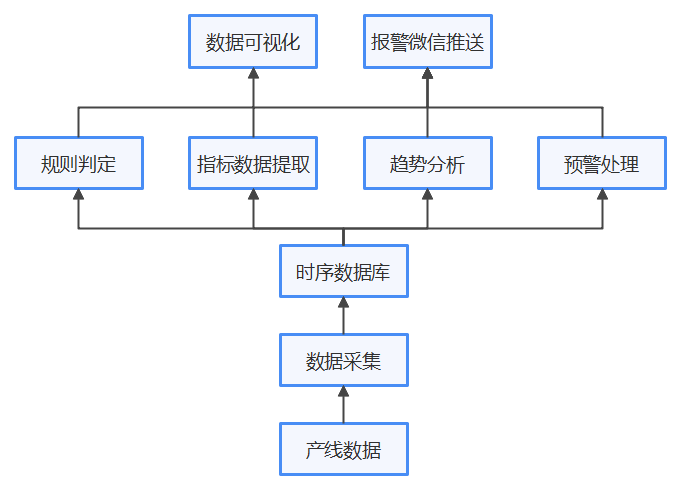
图1 系统框架流程图
2.1 有效数据采集
数据采集过程中,采样频率越快,越能体现设备状态的真实性,但受到采集器和网络通讯的限制,只能在保证所有通讯设备稳定的情况下,尽可能高速的采集数据[6]。
本方案中经过对实际设备和网络状况评估后,确定了所有数据采样周期为50毫秒,确定好数据采样周期后,其他相关的采集存储软件经过不断的测试也确定了开发方案。
采集存储环节主要的性能指标有采集点位并发数据的存储性能、存储数据的压缩性能。设备诊断开发规划用到采集数据5000-6000点,以实际所用的数据进行时序数据库的性能测试,首先对数据并发存储保证采样周期进行数据分析,测试数据如表1所示。
|
表1 采集数据测试片段 |
|||
|
数据ID |
数据时间 |
点位1 |
点位2 |
|
1359 |
2023-09-25 13:21:01.000 |
1 |
5.52 |
|
1360 |
2023-09-25 13:21:01.001 |
1 |
5.52 |
|
… |
… |
… |
… |
|
2041 |
2023-09-25 13:21:01.998 |
1 |
5.52 |
|
2042 |
2023-09-25 13:21:02.000 |
1 |
5.52 |
通过上面数据的测试,时序数据库在并行存储6000数据点位的情况下,可以实现1秒钟插入683条数据,完全满足数据采集的需求。
另一方面对存储数据的压缩比也进行了观察和记录,数据点位总计5536点,采样周期50ms,测试时间19小时26分,总计存入400万条以上数据,占用磁盘空间4.1G,该数据表现说明时序库的压缩比和优秀,完全符合应用需求。
综合以上两个方面对数据采集时序数据库的测试,数据采集方案是完全符合需求的。
2.2 设备状态规则判定
设备状态规则判定是核心内容,本方案按设备控制方式和特性进行分类,本论文中以开关类设备和伺服控制类设备为例,主要从以下几个步骤来实施:
(1)性能指标数据提取:
确定关键的设备性能指标,这些指标应当能够准确反映设备的运行状态和性能状况,如开关类设备执行时间、伺服类控制设备的控制跟随性等。
(2)相关数据筛选与处理:
在时序库存储的数据中,根据设备性能指标需求,对采集到的原始数据进行预处理、清洗和特征提取,以便规则分析和判定的应用。
(3)规则库建立:
建立设备状态判定规则库,包括设备性能指标、正常指标状态、异常状态等。结合人工经验和专业知识,确定各种状态判定的规则和标准,包括性能指标的阈值、趋势等。
将这些规则和标准转化为计算机可执行的规则逻辑或者规则表达式,以便程序开发,实现自动设备状态判定。
(4)状态判定与结果输出:
根据设备性能数据与实际数据的比对,结合规则库中的规则进行状态判定。根据判定结果,输出相应的状态诊断结果和建议,包括设备是否处于正常状态、存在哪些异常情况等。
2.2.1 开关执行类设备
开关执行类设备,我们以其执行时间指标为例,提取设备控制从打开命令发出,到开到位之间的行程时间;从关闭命令发出,到关到位的行程时间,通过行程时间来判断执行机构是否存在间隙或磨损[7],一旦执行时间超过设定阈值,提醒维护人员进行查看,避免因设备损坏造成生产事故。
卷取机压下辊抬升和落下的执行时间部分数据如表2所示
|
表2 压下辊执行时间数据 |
|||
|
时间 |
动作类型 |
耗时 |
报警 |
|
2023-09-26 15-24:16.344 |
Up |
2.95 |
False |
|
2023-09-26 15:24:47.844 |
Down |
3.4 |
False |
|
2023-09-26 15:27:40.644 |
Up |
3.0 |
False |
|
2023-09-26 15:28:11.994 |
Down |
3.4 |
False |
|
2023-09-26 15:30:34.844 |
Up |
2.95 |
False |
|
2023-09-26 15:31:06.244 |
Down |
3.35 |
False |
|
2023-09-26 15:34:53.243 |
Up |
2.951 |
False |
|
2023-09-26 15:35:24.893 |
Down |
3.399 |
False |
|
2023-09-26 15:39:09.393 |
Up |
2.9 |
False |
|
2023-09-26 15:39:40.793 |
Down |
3.249 |
False |
开关类设备的到位信号尤为重要,通过采集开关类设备每次到位是否存在闪断的情况,来判断开关的安装或检测是否存在问题,一旦频繁检测到开关闪断情况,则需要提醒维护人员,利用停轧时间检查开关,排查是否有异物干扰、开关松动或是开关本身问题。表3是设备执行过程中检测开关闪断情况数据。
|
表3 开关设备异常数据 |
|||||
|
数据ID |
时间 |
动作类型 |
耗时 |
报警 |
|
|
11584 |
2023-10-04 12:50:58.312 |
Down |
0.8 |
False |
|
|
11585 |
2023-10-04 12:51:22.612 |
Up |
2.3 |
False |
|
|
11586 |
2023-10-04 12:51:25.062 |
Up |
0.05 |
True |
|
2.2.2 伺服控制类设备
通过对伺服阀的阀位给定以及阀芯反馈的偏差,来判定伺服阀的响应速度,伺服阀的性能直接影响设备控制的速度和精度,因此在控制程序内都做了伺服阀异常报警判断,一旦伺服阀出现给定反馈偏差大,经过一定时间延时后会直接报警并触发连锁快停,以保护设备。
但伺服阀在未触发异常连锁前的状态,我们无法掌握,或人为通过数据曲线进行筛选、查看、对比,既不能反应全时间段设备的状态,又耗费技术人员很大精力。
伺服类设备的提取性能指标,以最大偏差值来判断伺服阀的性能,实时检测每次响应的最大偏差,根据偏差值的数据曲线和报警阈值为技术人员提供指标依据。表4为夹送辊传动侧伺服阀的响应偏差。
|
表4 伺服阀响应偏差数据 |
|||||
|
时间 |
伺服阀给定 |
伺服阀反馈 |
偏差值 |
报警 |
|
|
2023-10-04 12:44:00.163 |
73 |
52 |
21 |
False |
|
|
2023-10-04 12:45:06.963 |
313 |
246 |
67 |
False |
|
|
2023-10-04 12:45:39.313 |
20 |
4 |
16 |
False |
|
|
2023-10-04 12:46:46.062 |
-232 |
-202 |
30 |
False |
|
|
2023-10-04 12:48:36.513 |
360 |
294 |
66 |
False |
|
|
2023-10-04 12:48:40.563 |
418 |
397 |
21 |
False |
|
|
2023-10-04 12:50:17.762 |
-70 |
-37 |
33 |
False |
|
|
2023-10-04 12:51:30.662 |
296 |
389 |
93 |
False |
|
|
2023-10-04 12:52:07.562 |
20 |
2 |
18 |
False |
|
|
2023-10-04 12:52:54.511 |
-303 |
-278 |
25 |
False |
|
2.3 劣化趋势分析
通过收集设备大量的指标数据,可以直观的查看每次设备动作的情况。图2为卷取机的压下辊近2000次抬升和压下所用时间的曲线。
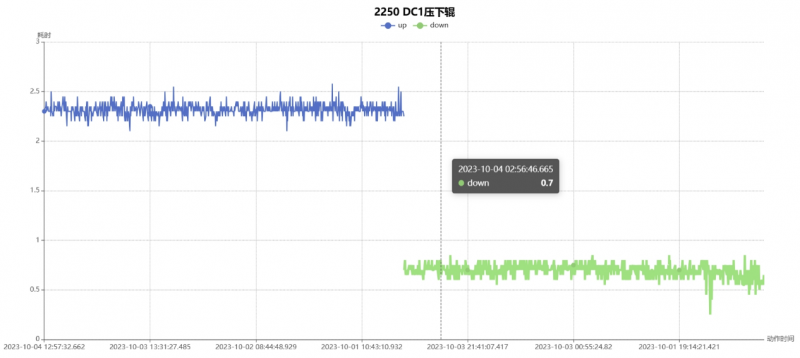
图2压下辊动作时间曲线
但通过数据曲线是无法分析设备劣化的趋势,需进一步将指标数据进行线性拟合[8],从而获取线性系数K值,通过K值就可以直观反应数据趋势。
在线性拟合中,最小二乘法用于确定拟合直线的斜率m和截距b。

最小二乘法通过最小化残差平方和来确定最佳的拟合直线。残差平方和(RSS,Residual Sum of Squares)的计算公式如下:

其中n是数据点的数量。通过对RSS关于m和b的偏导数分别等于零,可以得到最小二乘法的正规方程组,进而求解出最佳的斜率m和截距b。
在做线性拟合的过程中数据量的选取极为重要,选取过多的数据进行拟合,K值近似为0,起不到趋势分析的作用,而数据量过少,拟合后的系数变化较大,也不能反应数据走势,经过不断的分析指标数据的趋势,最终选择使用近50次的动作数据进行线性拟合,可以反馈一段时间内设备的性能趋势。
3 平台框架设计
根据对设备状态数据分析设计,系统平台主要有三部分:主体程序应用、劣化趋势分析展示以及预警信息移动端推送。
3.1 程序设计开发
系统主体程序设计为循环扫描方式,主程序内分别调用子程序,传入执行起始时间和扫描时间段两个参数,子程序执行完成后返回执行结束时间参数,作为下一周期的起始时间,控制逻辑如图3所示
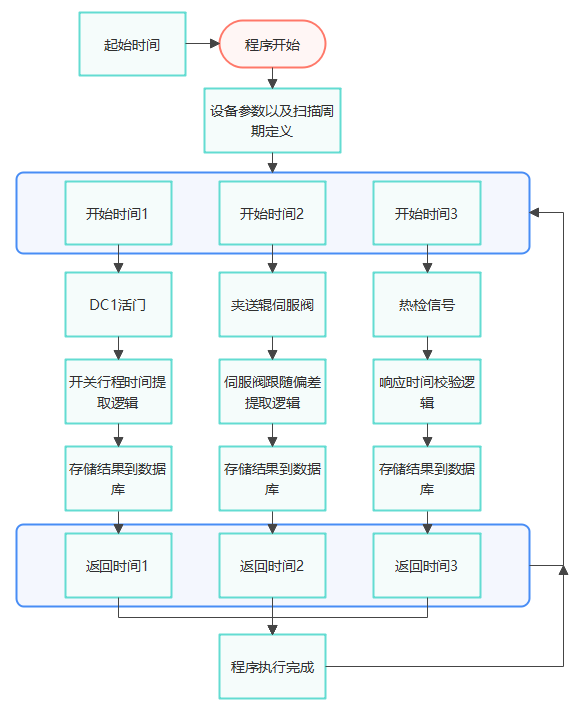
图3 执行程序流程图
为使主程序具备追溯历史的功能,将每个程序执行过程扫描时间间隔定为半小时,也就是每个程序执行周期即可将半小时内的时间按逻辑规则进行筛选,而执行到当前时间时,则会返回当前执行完成逻辑规则后的时间,每个功能的逻辑不同,规则判断起止时间也不同,因此返回的时间也各不相同,每个设备逻辑在主程序内以各自线程分别执行。
3.2 数据可视化展示
为了使设备状态分析数据更加直观的展示,将各设备的主要性能指标、指标数据趋势以及劣化趋势系数等数据以看板形式进行展示,同时看板内实时显示系统报警信息。

图4 数据看板
3.3 预警信息推送
指标数据在收集过程中,结合设备正常情况的数据,设定合理的报警阈值,一旦指标数据超限,会在数据库内增加报警标志,从而激活系统报警,并产生消息推送,提醒维护人员及时关注。
在执行程序时,将各设备的报警阈值以参数的形式,传入指标提取判定程序中,在执行过程中实时判定报警结果,有超限情况,在数据库内报警置位。如表5所示
|
表5 伺服阀跟随偏差报警 |
|||||
|
时间 |
伺服阀给定 |
伺服阀反馈 |
偏差值 |
报警 |
|
|
2023-10-04 10:13:38.542 |
17 |
3 |
14 |
False |
|
|
2023-10-04 10:15:12.492 |
738 |
-78 |
816 |
True |
|
|
2023-10-04 10:16:19.442 |
221 |
172 |
49 |
False |
|
|
2023-10-04 10:16:38.542 |
14 |
1 |
13 |
False |
|
|
2023-10-04 10:18:12.142 |
114 |
8 |
106 |
False |
|
|
2023-10-04 10:18:44.242 |
-213 |
-182 |
31 |
False |
|
开发数据库接口程序,读取数据库报警字段信息,对产生报警的设备及报警内容进行转发[9],由微信推送程序将报警内容推送到微信群,如图5所示。
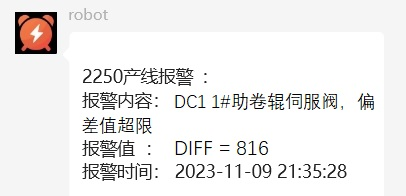
图5 微信群消息推送
4 应用效果
系统投用后,在以下几个方面有较好的使用效果。
(1)设备点巡检方面:
该平台在首钢京唐热轧部进行测试使用,系统的应用一方面是在设备维护方面,原来轧机区域维护人员曲线点检,每天每人40分钟左右,平台投用后,系统可实时自动监测点检内容,无需人工干预,而且主要指标数据可回溯,省去人工录入,极大降低维护人员的工作量。
(2)设备状态分析方面:
生产人员通过系统的指标数据,可实时监测设备状态,通过历史趋势,可以查看设备工作情况,通过线性拟合系数,可以掌握一段时间内设备的状态趋势,有针对性的利用检修时间去测试设备,从而达到有效的预防性维护。
(3)预防性维护方面:
在系统投用的一个月内,平台为生产人员预测到两次设备异常问题。一次是卷取机压下辊抬起多次报警,强化时机械人员通过检查发现设备有铁棍卡阻,未造成事故;另一次是粗轧机侧导板位置控制,多次响应时间偏差大报警,偏差时间较正常控制时间稍有延迟,利用检修时间检查发现有一颗连接螺栓脱落,造成另一颗磨损严重,机械人员及时修复。
该平台的实用性很强,能为生产和维护带来极大的帮助,在行业内也具有很强的推广价值。
参考文献
[1]廖勇,黄薇,张瑞菊,等.2050mm热轧产线设备智能运维技术的应用[J].宝钢技术, 2019.DOI:10.3969/j.issn.1008-0716.2019.06.007.
[2]刘洋.数据中心自动化运维平台设计与实现[J].现代商贸工业, 2018, 39(20):4.DOI:CNKI:SUN:XDSM.0.2018-20-104.
[3]刘文仲.中国轧钢自动化现状及实现轧钢智能化的思考[J].冶金自动化, 2016(6):5.DOI:10.3969/j.issn.1000-7059.2016.06.001.
[4] 张宏杰,张建峰,李万京.浅谈热连轧设备智能运维体系建设及实践[J].中文科技期刊数据库(引文版)工程技术, 2022(5):4.
[5]王映红,董磊.唐钢设备状态在线诊断系统建设与应用[J].冶金自动化, 2017(3):5.DOI:10.3969/j.issn.1000-7059.2017.03.008.
[6] 阚涛,赵跃东,刘焕晓,等.基于大数据工业数据采集系统设计与实现[J].锻压装备与制造技术, 2021.DOI:10.16316/j.issn.1672-0121.2021.02.029.
[7] 梅海东,王洪川.数据监测在轧钢机械设备故障诊断中的应用[J].城市建设理论研究:电子版, 2015.DOI:10.3969/j.issn.2095-2104.2015.01.1993.
[8] 王惠文,孟洁.多元线性回归的预测建模方法[J].北京航空航天大学学报, 2007, 33(4):5.DOI:10.3969/j.issn.1001-5965.2007.04.028.
[9]律智坚,吴广财.消息推送在移动高级应用中的研究与实现[J].广东电力, 2014, 27(2):4.DOI:10.3969/j.issn.1007-290x.2014.02.024.