
(1.四川川锅锅炉有限责任公司,四川 成都 610400
2.清华大学能源与动力工程系 ,北京 100084
3. 磐石建龙钢铁有限责任公司,吉林 磐石 132300 )
摘要:本文介绍了我国目前中高温球团显热余热回收的三种方式,并通过对比三种方式的优缺点以及其余热利用等情况,研发出了高、中温球团矿冷却及显热余热回收一体化耦合装置,本装置采用的是固固换热技术。分析了其余热价值及效益预期。经计算可降低其工序能耗7.55kgce/t~10.65 kgce/t,降低球团生产成本约9.06~12.78 元/吨,并对该技术进行了展望。
关键词:球团;竖炉;固固换热;一体化耦合;移动填充床
1 前 言
能源可持续利用对人类的生存和发展关系重大,是世界上各国面临的最重要 的社会问题之一。我国工业能源消耗占全国能源总量的 66%,而工业领域的能源 消费中很大的比例是由冶金、电力、化工等高温工业消费。这些相关高能耗行业 的生成中均直接或间接涉及到大量的高温固体物料的处理过程,这些高温固体处 理工序均有巨大的余热回收利用潜力,但目前冶金行业高温固体散料余热的回收 利用技术普及程度尚存在提升空间。高温余热回收是降低发电设备能源消耗的重 要方向之一,包括烟气、蒸气、球团矿、烧结矿、钢渣、高炉渣等余热回收。《高 耗能行业重点领域节能降碳改造升级实施指南》要求: 到 2025 年,钢铁行业炼 铁、炼钢工序能效 标杆水平 以上产能比例达到 30%;同时对钢铁行业余热余 能高效回收利用提出了更高的要求。高温气体的余热回收在火电行业应用广泛、 技术较成熟,但高温球团矿、烧结矿、钢渣、高炉渣等冶金固体散料的余热回收 利用技术应用情况欠佳。我国的节能减排工作依然面临着严峻挑战,在未来 20 年的经济发展中我国仍应坚持节能优先的战略。
在工业生产中,固体产品及废渣等余热量很高。但大部分未回收,少量回收 也主要采用气体作为冷却介质,通过高温物料→空气、热空气→锅炉受热面的两 次换热,从而在传热和流动原理上存在弊端。一方面,增加了整个流程的不可逆 损失,降低了热量的品位;另一方面,由于空气的强制流动增加了系统的电耗。 同时,还存在漏风率高和高温气体中粉尘含量高的问题。且对一些可与空气中某 些成分发生反应的物料以及细的粉料,则该技术不适用;而近年来新兴的竖冷窑 冷却设备,虽然解决了漏风问题,但同样因受能耗高、冷却不均等因素的制约未 得到推广。
据不完全统计冶金行业竖炉球团产量约 0.8 亿吨/年、烧结矿产量 10 亿吨/ 年,粉煤热解兰炭需求量约 1 亿吨/年,可回收利用的余热接近 2200 万吨标准 煤;这些数量巨大的高温固体散料余热资源的高效回收利用,对于冶金等行业实 现碳达峰、碳中和目标的意义重大。
2 竖炉球团工艺概述
项目生产工艺为:配料烘干、混合、润磨造球筛分竖炉焙烧、冷却成品筛分、储存。铁精矿与膨润土混合配料后经胶带输送机运至烘干车间,在圆筒烘干机内对混合料进行烘干混匀。再至润磨车间,以保证造球前的混合料粒度均匀。混匀后的混合料送入造球车间的料仓,经由圆盘给料机进入圆盘造球机。从圆盘造球机出来的生球进入辊式筛分机,将小于6mm和大于20mm的不合格生球筛除后,经胶带运输机送至造球室的混合料斗重新造球,筛分后的6mm至20mm的合格生球进入下一道工序的竖炉本体。炉体排出的热球,经带冷筛分后运至成品堆场。
其中矩形竖炉工艺分为布料、干燥、预热、焙烧、均热和冷却这样几个过程。来自筛分车间的合格生球经炉顶布料设备将生球装入炉内,球以均匀速度连续下降,燃烧室的热气体从喷火口进入炉内,热气体(自下而上)和生球(自上而下)进行热交换。生球首先在竖炉上经过干燥脱水、预热氧化;然后进入焙烧带,在焙烧带进行高温固结反应;经过均热带,完成全部固结过程;焙烧好的氧化球团经过在炉子的下部的冷却带进行冷却,然后从排料口排出,并通过带式冷却机在炉外将球团矿冷却到100℃以下。
2.1 竖炉球团生产冷却方式
随着我国炼铁工业逐渐以高碱度烧结矿合理配用酸性球团矿成为主要形式的高炉炉料结构的确立,尤其是现代炼铁工艺对原料的苛刻要求,促使球团矿成为高炉炉料的重要组成部分。
高温氧化球团工艺按焙烧设备不同,可分为:链篦机—回转窑球团法、带式机球团法和竖炉球团法三种。其中球团矿的冷却是竖炉生产工艺中比较重要的环节之一。一般情况下,通过竖炉焙烧带和均热带到达冷却带的球团温度在1000℃以上,经炉内一次冷却后竖炉排出的球团矿温度仍高达600~800℃,一次冷却很难将炽热球团冷却至150℃以下。但球团矿除满足高炉入炉要求外,需要保护与延长其运输和储存设备的使用寿命,防止高温球烧损皮带。多数厂采取打水冷却的方式,这样虽可达到冷却的目的,但球团矿因极热极冷而使强度下降,以致高炉各项指标降低。单纯依靠炉内一次冷却不能从根本上解决排矿温度过高的问题,因此,需对球团矿继续进行二次冷却。
2.2 余热回收方式对比
目前,球团环冷机其最大弊端就是中低温段余热不能有效利用,国内常规球团冷却方式均存在冷却效果差、设备笨重、投资大、设备配 件较多维修工作量、维护费用高、电耗高且环保问 题无法解决等问题,运输过程中球团矿洒落严重, 而且由于冷却设备漏风率高,排放的热废气温度 低、风量小,严重制约了该部分余热回收的利用。 这部分中低温段余热直接放散既污染环境又浪费能源,若如能对该部分球团显热进行回收利用,对球团生产节能具有重要意义。
(1)目前,球团/烧结矿显热回收主要采用环冷回收工艺。工艺路线:风冷+余热回收。由于应用空气作为中间介质,被加热的空气通过余热锅炉产生蒸汽,其余热回收效率低,漏风率较高、热空气温度低、粉尘排放量大、系统自用能耗高。
(2)近年来,国内开发了竖冷炉余热回收工艺。工艺路线:风冷+余热回收。相比于环冷机,竖冷炉具有漏风率较低、热空气温度高、粉尘排放量少等优点。然而,由于空气在竖冷炉内的换热过程中,要穿过厚密的物料层,因此空气的流动阻力很大,进而带来了系统自用电耗极高,达到了发电量的30~40%。
(3)固体散料余热直接回收技术,工艺路线:无需引入中间介质,直接余热回收。不引入二次换热介质,其换热效率及回收效率大大高,更清洁、更环保。
如下表所示。固体散料余热直接高效回收技术,具有效率高、自耗电低、更清洁、环保,应用范围广等特点,具有很强竞争力!同时,该技术应用在竖炉球团项目上,解决了竖炉球团原带冷机冷却工艺存在“大量显热未回收”“冷却不充分仍需打水,污染环境”“冷却过程烟尘量大”“自耗电高”等问题,且具有吨矿净发电量高,排矿温度低(<140℃)等优点,从而实现高温球团冷却过程的低碳、节能、环保。同时,由于采用固固换热慢冷工艺,成品球团矿的各项物性指标(返矿率、抗压强度等)均有一定程度的提高。
表1 高温球团(450~550℃)固体散料余热回收技术对比
|
工艺名称 |
工艺路线 |
|
余热回收率 |
自耗电率 |
吨矿净发电量 |
备注 |
|
|
(%) |
(%) |
(Kwh/t) |
|||
|
带冷机+热水换热器 |
气固二次换热 |
国内 |
~35 |
- |
- |
排出的热风温度低,余热回收价值低 |
|
国外 |
40~50% |
- |
无发电应用 |
|
||
|
竖冷窑+余热锅炉 |
气固二次换热 |
国内 |
~50 |
~30 |
~12 (600℃设计值) |
漏风率减少、自耗电高、冷却不均等运行问题; |
|
国外 |
- |
- |
无工程应用 |
未检索到竖冷炉余热回收技术 |
||
|
球团余热直接回收 |
直接余热回收 |
>80 (吉林某钢厂测试报告81%) |
<10 |
~16 (509℃运行值) |
技术应用范围:物料粒径0~50mm,料温~850℃ (数据来源:吉林某钢厂-产品测试报告) |
|
综上技术对比结果:余热回收率提升20%~30%,系统自耗电率降低20%以上,吨矿净发电量能提升30%以上。
相比带/环冷及烧结竖冷窑,新型高温冶金固体散料余热高效回收技术不仅使系统更为简单,自耗电大大降低;同时,能得到高品位的蒸汽,大大提高了高温物料的显热回收效率。
2022 年5月,由四川川锅锅炉有限责任公司联合国内高校设计的吉林某企业竖炉球团固固直接余热回收工程正式投产运行,采用新型高温冶金固体散料余热高效回收技术,连续运行至今。期间,锅炉运行平稳,入炉料温和主蒸汽温度,无明显波动。
入炉球团温度509℃时,吨矿净发电量可达16kWh/t,余热利用率81%,系统自耗电量小于10%。
从2022年5月稳定运行至今,各项指标均有大幅度改善,具体如下:
(1)、多发电:该技术装备投用后由过去的余热直接外排无回收蒸汽,提升到新增蒸汽180.9吨/日 ,日新增蒸汽发电量3.29万kwh。
(2)、少用电:投用前原带冷机鼓风冷却日用电量3625kwh,投用后球团矿余热直接回收装备日用电量2739.6kwh,降低885.4kwh;
(3)、降工序能耗:装置投用后可降低工序能耗7.55kgce/t,竖炉球团工序能耗19.75kgce/t降低至12.2kgce/t。达到粗钢生产主要工序单位产品能源消耗限额标准(GB21256-2013)的先进值(15kgce/t)。
(4)、球团矿质量:
由于新型高温冶金固体散料余热高效回收技术为缓冷工艺,经过该装置冷却后,球团的碎球率、返矿率、转鼓指数、抗压强度等较传统带冷工艺均有所改善。
(5)排矿温度:投用前球团矿排矿温度350℃,投用后排矿温度<120℃,成品皮带使用寿命大大提升(无过热起泡老化等),可有效降低成品皮带费用。


图1 球团矿产品
(6)现场环境:投用前高温球团矿通过带冷机鼓风冷却,设备漏风率高,球团矿冷却效果差,被迫打水冷却,烟尘量大造成环保压力大。投用后高温球团矿在封闭的固固换热器内完成冷却,无需引入中间换热介质,冷却效果好,球团矿杜绝了打水冷却,环境改善明显。
同时对于行业来说,实现首例不通过空气为媒介对固态块状物料显热进行回收,改善球团矿冶金性能,实现固态物料显热回收,绿色环保。在行业内部具有较高的推广价值,有效降低行业球团矿生产的能源消耗。
3. 高温冶金固体散料余热高效回收技术特点
3.1 技术特点
针对传统高温固体散料余热回收工艺存在:余热取热困难、余热回收效率低、余热品位低下、余热回收电耗高等问题,新型冶金固体散料余热直接高效回收装置是在不引入中间换热介质的情况下,在高温物料出口端设置一套高温固体物料余热直接回收锅炉装置,高温固体散料由该固固换热锅炉顶部物料入口进入,利用自身重力向下缓慢流动,通过移动填充床固体换热方式,锅炉受热面管束将高温颗粒降温过程中释放的热量直接吸收转变成过热蒸汽。该系统完全摒弃了传统的带冷机空气两次换热才能转化为蒸汽这种不可逆损失大的方 式,大大提高显热回收效率,余热回收所产生的高品质过热蒸汽可用于汽轮机 发电或其他供热,系统自耗电低,同时不会产生二次污染。
3.2 技术创新点
(1)揭示了基于接触导热、气膜对流传热和辐射换热耦合的固体直接换热的机理, 提出了实现高温固体散料与管壁的高效换热方法,开发了适用于固体散料余热直接回收的 余热回收装置受热面结构,研制了高温固体散料冷却与余热回收一体化耦合技术装置,余 热回收率达到 80%以上。 (2)揭示了重力条件下高温固体散料在受热面密集管束间的下行流动及对管壁的磨 损机理,找到了防止高温固体散料颗粒在受热面管束内阻塞及管壁防磨的方法,实现了球 团物料对受热面管实测磨损量<0.035mm/年,满足换热装置的工程长寿命应用需要。 (3)开发了适用于高温固体散料余热直接回收的锅炉以及与之匹配的长距离大倾角 保温转运、热筛分、热破碎等装置,形成了高温固体散料余热直接回收技术,集成开发了 成套装备,系统自耗电率小于10%。
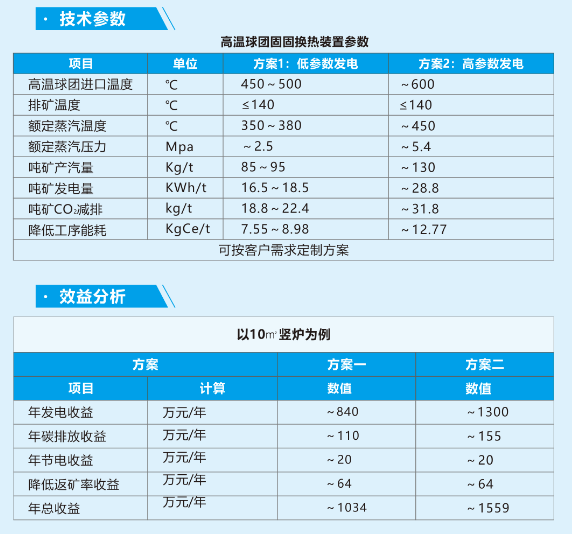
3.3 工艺余热价值及效益预期
表2 高温固固换热专职参数和效益分析
4 结论
“高温固体散料余热直接回收技术”创新了高温物料余热直接高效回收的换热方法,大幅度减少了风冷和水冷等二次换热中的不可逆损失,提高了回收的余热品位,从原理上克服了传统技术中从高温固体散料取热困难、余热回收效率低、余热品质差以及自耗电高等缺陷。该技术成功解决了高温散料的稳定流动、受热面管壁磨损、横掠管传热强化等问题,具有余热利用率高、自耗电量低、净发电率高、污染小的特点,工程应用效果显著,为国内外首创。
该技术应用于炼铁工艺中竖炉高温球团的余热回收,可降低球团工序能耗7.55kgce/t以上,避免了传统风冷时所产生的粉尘、噪声污染,同时球团抗压强度、碎球率等指标均有不同程度的改善。该技术成果解决了中小型竖炉球团工艺的能量回收,同时为钢铁企业的节能降碳改造升级提供新的路径。
项目成果进一步在粉煤热解高温兰炭余热回收中成功拓展应用,取得了良好的经济和社会效益,体现了该创新技术具有极高的市场价值和社会价值,在冶金、化工等工业领域中推广应用前景广阔。