
周茂伟
(常熟市龙腾特种钢有限公司 烧结厂 江苏 苏州 215511)
摘要:针对烧结机边缘效应的产生诱导因素较多,近年来众多钢铁企业都在进行设备工艺提升改造来消除边缘效应的产生,单独进行某一项提升改造,很难达到有效抑制、消除边缘效应的效果。本文从烧结机台车栏板、篦条、台车销、侧密封以及布料工艺、铺底料使用等多种工艺技术提升出发,以设备改造、工艺调整相结合的联合措施,在提高主抽风量利用率的同时,有效抑制烧结机边缘效应的产生,使得烧结矿冶金性能显著提高,烧结矿固体燃耗、煤气消耗等均有显著下降趋势。
关键词:烧结机;烧结矿;边缘效应;冶金性能;固体燃耗;煤气消耗
随着国家对钢铁行业去产能化进程持续开展,绿色钢铁已经成为企业生存与发展的向往和追求。伴随着钢铁行业的高速发展,企业间竞争愈来愈烈,铁水的成本最低化、质量最优化和利润最大化已然成为钢铁企业的生存之道。烧结矿生产作为炼铁生产过程中重要工序之一,烧结矿的品质是否优质、成本是否经济直接影响到高炉炼铁的顺行与铁水成本。因此,严格管控烧结矿质量与成本越来越多地引起各钢铁企业的高度关注。烧结机作为烧结生产工艺的核心装备,主体结构的科学性、适应生产的合理性、操作控制的简易性都是直接或间接影响着烧结矿质量和成本的重要因素。
在烧结生产过程中,各种含铁物料、熔剂、燃料等按照预定配比进行配料,经过混匀、润湿、造球后均匀分布到烧结机台车上进行点火抽风烧结。由于烧结料是颗粒状物料,在烧结过程中会出现一定的收缩,烧结过的物料和台车两端的栏板会出现缝隙,造成两栏板处的风阻减小,栏板处的烧结速度加快,当台车运行到烧结机尾部时 ,栏板处的烧结过程提前完成,往往此时台车中间位置的烧结矿下部还有一层烧结料没有完全烧结。台车栏板处由于烧结完成,透气性大幅度提高,导致大量风从栏板处通过,台车中间处的通风量大幅度减少,使得中间处的燃烧速度更慢,这种现象被称为边缘效应( 图—1),而边缘效应正是造成烧结矿产量、质量下降和成本升高的主要因素。本文以常熟市龙腾特种钢有限公司烧结厂(以下简称龙腾特钢烧结厂)180㎡烧结机为基础,通过对烧结机台车主体结构以及烧结机附属装备、工艺的技术改进,有效抑制了烧结机边缘效应产生,提高了主抽风量利用率,烧结矿冶金性能显著提高,烧结矿固体燃耗、煤气消耗等均有显著下降趋势,技改效果良好。

图—1
1 烧结机台车主体构造技改抑制边缘效应
烧结机台车是烧结生产核心装备之一,根据烧结机机型和烧结面积的不同,烧结机台车规格尺寸各不相同。随着烧结机的大型化发展,烧结机台车单车面积愈来愈大,烧结机产能也越来越高。烧结机台车一般由台车主体车架、台车栏板、台车轮、弹性滑板和篦条、隔热垫、篦条压块(台车销)等组成(图-2)。以上组件中烧结机台车栏板构造、台车车架侧密封板、篦条压块(台车销)以及篦条的结构等都不同程度影响着烧结机边缘效应的产生。
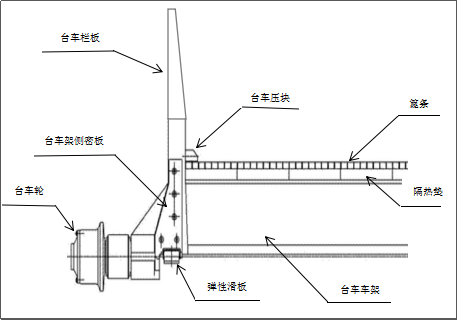
图—2
1.1 台车栏构造技术改进
烧结机台车栏板构造根据不同机型设计方式不尽相同。有些单位采用上下栏板分体结构,有些单位采取单体式栏板结构。不论其结构如何设计,台车栏板内侧与混合料接触面传统上都为平面设计(图-3)。烧结生产过程中,混合料经点火器点火后,在主抽风机抽风作用下,烧结机台车料层自上而下逐步生成烧结矿。随着冷风继续通过上层烧结矿层,烧结矿冷却后体积收缩,使得料层与台车栏板内侧面间隙由下而上逐渐增大,随着台车栏板两侧通风率加大而形成有害漏风,导致烧结机边缘效应产生。针对烧结机台车栏板构造对于烧结机断面边缘效应产生的影响,龙腾特钢烧结厂尝试将台车栏板内侧进行“波纹锯齿状”升级改造(图-4)。栏板内侧面由之前平面状改造成“波纹锯齿”状,布料过程中部分混合料填充到栏板“波纹锯齿状”深槽内起到阻风作用(图—6),降低了台车栏板边缘有害漏风,辅助缓解烧结机边缘效应的产生。
图—3改造前 图—4改造后


图—5改造前边缘缝隙 图—6改造后边缘缝隙
1.2 台车篦条的技术改进
大多数钢铁企业烧结机台车篦条使用的炉篦条规格外形参数基本一致,篦条紧密排列在烧结机台车上,篦条之间具有均匀的篦条缝隙(图-7),缝隙一般在6—8mm之间有的企业篦条间隙≥8mm。由于烧结机台车本身边缘透气性就好,烧结机台车两侧篦条间隙与中间篦条间隙若一致,将导致靠近栏板两侧位置的篦条风量通过率较大,在烧结生产过程中,主抽风量通过栏板处料层的速度大于台车中间料层,加剧了烧结机边缘效应的产生。另外,由于靠近台车栏板两侧风量通过率过大且同步带走的粉尘颗粒物也较多,导致该部位篦条磨损率加快,最终形成风阻愈来愈小、通风率愈来愈大,更加继续加剧边缘效应的产生。再次,由于篦条经过烧蚀磨损或变形,台车篦条紧密程度发生变化,靠近台车栏板边缘篦条倾斜间隙增大,导致台车栏板边缘漏料形成风洞,加剧了边缘效应的产生(图-8)。龙腾特钢烧结厂结合自身烧结机工艺特点,针对篦条质量进行质量提升,使用周期达到18个月以上不烧损,并连续几年进行边缘篦条实验技术攻关,结合业内同行业使用经验,设计制作了符合自身烧结机台车使用的边缘篦条,将靠近栏板两侧3—4根普通篦条直接置换成特制边缘篦条(图-9),加大了台车两侧篦条的风阻,有效降低了台车两侧风量通过率,降低了台车两侧垂直烧结速度,从而抑制了边缘效应的产生。

图—7

图—8

图—9
1.3 烧结机篦条压块技术改造
烧结机台车为防止篦条脱落,在台车栏板上开圆孔并串入压块固定台车边缘篦条,起到防止篦条脱落的作用。同步为防止篦条压块脱落,压块圆棒开孔用开口销进行固定。一般会在开口销前端安装垫片,起到阻风的作用(图-10传统压块)。实际生产过程中,烧结机台车篦条压块与台车栏板配合度不是十分紧密,存在压块圆棒与栏板圆孔间隙过大、开口销位置离台车栏板距离太远、垫片不具备压实栏板孔洞等现象(图-11),导致大量有害漏风进入烧结料层底部,既加剧了烧结机边缘效应产生,又可能导致台车销位置同样形成“窝状”烧生料,恶化烧结生产趋势。为了消除台车篦条压块造成的漏风影响,缓解烧结机断面边缘效应的产生,龙腾特钢烧结厂实验性将传统篦条压块由开口销固定模式技改成螺栓螺母固定模式(图-12)。篦条压块圆棒经过车削成螺丝杆状,附加垫片后由配套螺母进行紧固压实(图-13),有效预防了台车篦条压块产生的有害漏风,缓解了烧结机断面边缘效应的产生。
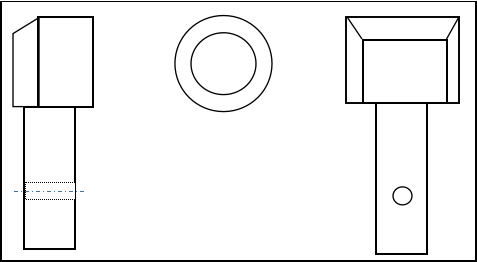

图-10 图-11
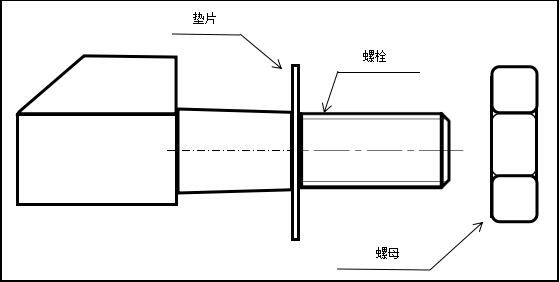

图-12 图-13
1.4 烧结机台车栏板螺栓和侧密封耐磨板技术改进
在烧结机运行过程中,在机尾摆架作用下,烧结机台车与台车之间对接面应该紧密捏合。实际生产中台车间对接面由于烧结机尾部卸料、台车间运转摩擦和台车间起拱搭肩等因素侧密封耐磨板磨损严重,或因热胀冷缩现象存在台车栏板螺栓松动栏板错位等因素,导致台车对接面间隙过大形成有害漏风(图-14),加剧了烧结机边缘效应的产生,使得烧结矿质量下降、返矿率上升,严重时在台车对接面处形成“窝状”烧生料,直接恶化烧结生产趋势。因此,龙腾特钢烧结厂将台车栏板螺栓等级由之前8.8级的普通螺栓升级到目前12.9级的高强螺栓,使其具有抗高温、不易变形、不易松动的特点。侧密封耐磨板准备充足备件,磨损严重时及时下线更换,可起到降低台车对接面有害漏风的作用,辅助性降低烧结机断面边缘效应的产生(图-15)。
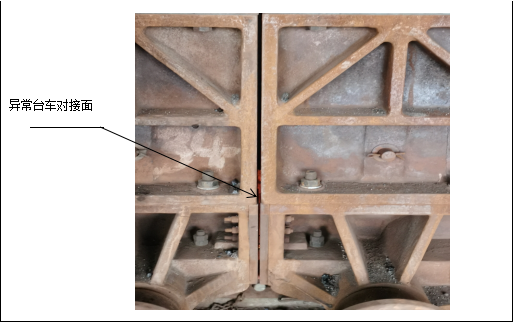
图-14

图-15
2 机附属装备的技术改进
2.1 梭式布料工艺改进
随着我国改革开放以后国内经济发展突飞猛进,包括世界上对于钢铁需求量越来越大,导致钢铁冶炼原材料需求量和竞争力越来越强烈。为了降低钢铁冶炼成本,众多钢铁企业更多的开始采购低品质物料进行烧结生产。由于其价位低的优点,导致在矿粉的粒度、水分和有害元素等方面存在着不利于烧结生产或影响铁水质量的因素。铁矿粉粒度过大且粒度差较大,在混料造球过程形成大颗粒“圆球”。混合料经混匀造球后进入混合料仓时一般采用梭式布料器进行穿梭布料。采用梭式布料器工艺可有利于稳定烧结机混合料在台车宽度方向粒度相对均匀。实际生产过程中,梭式布料器穿梭布料时,在混合料仓中间位置仍然会产生“料峰”(中间高、两侧低),混合料中大颗粒“圆球”偏析进入混合料仓两侧(图-16),导致烧结机布料过程中形成“偏析”即:大颗粒“圆球”分布到台车两侧靠近栏板区域,使得台车两侧料层过于疏松、透气性过好,加剧了烧结机边缘效应的产生。另外,由于矿石颗粒较大和透气性太强,烧结过程中料层无法达到大粒级矿石“熔点”温度,导致烧结矿液相生成较差,降低了烧结矿强度。
为了消除梭式布料器布料过程中产生的大颗粒物料偏析,龙腾特钢烧结厂经过多次试验,将梭式布料器两侧A和B端行程换向PLC控制器中增加延时换向程序,在梭式布料器穿梭布料换向时,根据混合料仓两侧欠料情况进行精准延时换向进行物料填补,在紧靠混合料仓两侧仓壁位置形成向料仓中心位置的凹形料面(图-17),使其混合料大颗粒向料仓中间位置偏析,从而缓解了台车两侧大颗粒物料过多导致的透气性过强而形成的边缘效应和低强度烧结矿。
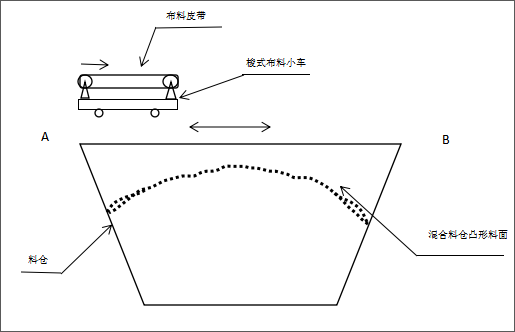
图-16
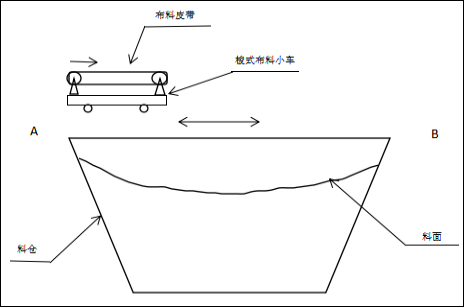
图-17
2.2 铺底料工艺技改
为了提高烧结机料层透气性和保护篦条延长寿命,预防混合料堵塞炉篦条,减少粉尘进入烧结机大烟道,烧结生产一般都采取铺底料工艺,即在烧结机台车布料前,在炉篦条上铺厚度为30—50mm、粒度在10—20mm间的烧结矿。在实际生产过程中,由于铺底料仓进料口为固定式下料口,铺底料进入料仓后仓中间形成“锥体”,大粒级铺底料偏析到料仓两侧(图-18),烧结机台车两侧铺底料粒级大于台车中间位置,导致台车两侧透气性加强,加剧了烧结机断面边缘效应的产生。其次,生产过程中铺底料摆动漏斗两侧磨损速度高于中间位置,再由于在铺底料厚度调节板作用下,烧结机台车两侧铺底料厚度会高于台车中间位置,使得台车两侧料层透气性有所提高,加剧了烧结机断面边缘效应的产生。
为了消除铺底料因素对于烧结机断面边缘效应产生的影响,龙腾特钢烧结厂尝试将铺底料漏斗进行外形改造。将铺底料漏斗外形尺寸两侧面进行内收至烧结机台车两侧80—100mm不铺设铺底料(图-19),使混合料直接分布到烧结机台车上,等同于加厚了台车边缘料层厚度,降低了台车两侧料层透气性,缓解了烧结机断面边缘效应的产生。
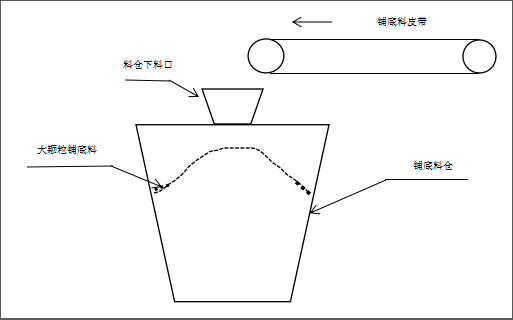
图-18

图-19改造前后对比
2.3 圆辊布料器粘料清理机构改造
烧结机台车布料工艺一般采用圆辊布料器联合多辊布料器(常见七辊布料器或九辊布料器),生产过程中,在圆辊布料器两侧挡圈夹角容易形成粘料,致使圆辊布料器两侧下料减少,导致台车靠近栏板两侧“欠料”料层较薄,料层通风率较强、垂直烧结速度过快,产生边缘效应。为了消除圆辊粘料造成的台车栏板处欠料,可利用圆辊后面清扫器支架制作圆辊挡圈夹角清料器,一般制作成可调节钢制刮刀,可缓解圆辊挡圈夹角粘料造成的烧结机台车栏板边缘欠料。
2.4 疏料器技术改造
当烧结机采取厚料层烧结生产工艺后,各烧结厂普遍在圆辊布料器下安装疏料器,以防止布料过程中物料压实,导致料层透气性变差,影响垂直烧结速度。由于烧结机台车本身就具有边缘通风率高的特点,极易产生边缘效应,如果靠近台车栏板处进行疏料器疏松物料,就会导致台车两侧透气性高于台车中间位置,加剧烧结机产生边缘效应。因此可将疏料器疏料改造成可拆解疏料齿,根据边缘效应程度可将靠近栏板处疏料齿选择性拆除,以增加台车两侧物料密实性,降低台车两侧通风率,缓解烧结机边缘效应的产生。
2.5 烧结机布料采用压辊压料技术
烧结机采用压辊压料技术是将烧结机台车靠近栏板两侧表面料层压实后起到阻风作用。有些企业压料方式相对简单,在靠近台车栏板两侧悬挂2块压料板或增加配重,进行料面表层压料,但效果不明显。龙腾特钢烧结厂自行设计制作了悬挂式可调节圆形“实心”和半实心“厚壁”压辊,用连接轴悬挂在布料平台下,压辊与料面接触后依靠烧结机运行产生压辊旋转动力,依靠压辊自重力将烧结机两侧料面压实,起到了阻风作用并缓解了烧结机边缘效应的产生。
3 结论
龙腾特钢烧结厂经过论证,先后对烧结机台车栏板进行“波纹锯齿状”改进、边缘篦条的设计与使用、台车篦条压块的改进试验、铺底料工艺的改进、布料压辊技术的实施、梭式布料器偏析布料的工艺提升、圆辊刮刀和疏料器改造等综合措施的同步实施,共同作用在一台烧结机上后效果显著,烧结机断面两侧由之前的严重过烧(图-20)和严重的边缘效应从本质上得到了消除,断面红层厚度均匀(图-21),烧结矿质量显著提高。
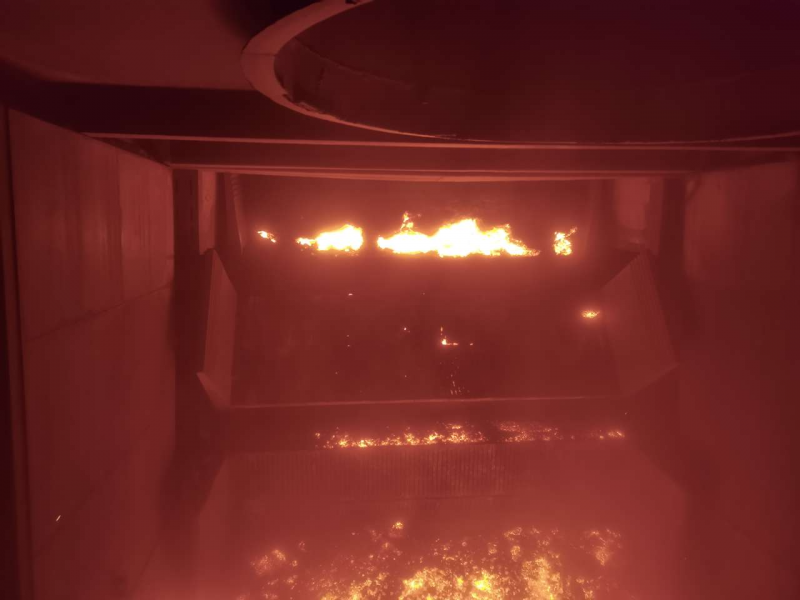
图-20联合措施改造前
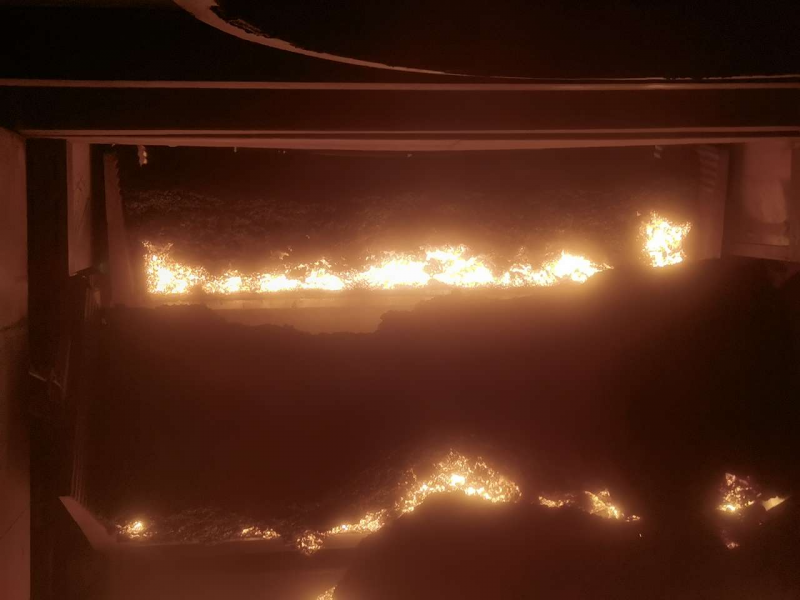
图-21联合措施改造后

图-22
根据图27所示,烧结机通过各种联合措施技改后,不仅边缘效应现象得到了彻底消除,而且通过生产数据对比可见:联合措施改造后较比改造前烧结机料层厚度提高21.33mm;烧结机负压提高了0.35kpa;固体燃料消耗(湿)下降1.98kg/t;煤气消耗下降0.78m3/t;转鼓强度提高0.43%;RDI+3.15升高2.53%;5—10mm粒级烧结矿比例下降0.22%;烧结矿FeO含量降低0.24%。由此可见,随着烧结机边缘效应的消除,烧结主抽风量利用率得到有效提高。随着风量利用率的提高,烧结矿冶金性能有所改善,烧结矿成本消耗逐渐呈下降趋势,联合措施技改后综合效果显著。(数据仅供参考)
参考文献
[1] 许满兴,何国强,张天启,廖继勇等,铁矿石烧结生产实用技术.北京冶金工业出版社,2019年.
[2] 冯二莲,李飞,刘继强等,现代烧结生产实用技术.山西兴达科技出版,2018年9月.