
基于数据驱动的光整机用辊平台开发
段晓溪a,张新魁b,陈彪b,马幸江b
(首钢京唐钢铁联合有限责任公司,a.制造部;b.冷轧作业部,河北 唐山 063200)
摘要:光整机的用辊对于镀锌产线带钢的粗糙度控制十分关键。针对某公司冷轧镀锌机组产品的粗糙度要求高、历史数据未充分利用等问题,设计了一种基于数据驱动的光整机用辊程序。通过对光整机历史数据进行相关性分析,得到光整机用辊计划对应的目标属性参数,根据目标属性参数构建模型,并基于python开发用辊平台。结果表明,利用推荐模型可快速有效地为当前订单计划输出对应的用辊信息,无需人工费时费力地查表确定辊信息,确保轧制效率。
关键字:光整机;大数据;智能化;python;tkinter
1 引言
国内钢铁市场进入“冬常态”,高端战略产品支撑京唐公司的产业结构,尤其是冷轧镀锌产线的汽车板、家电板、高强钢等产品,需求量攀升,对质量的要求也越来越高。而光整工艺是冷轧镀锌产线的重要环节,该环节的主要是调整镀锌板表面的粗糙度,提高镀层黏附力,消除带钢的屈服平台,能够更好的提升汽车板、家电板的使用性能。因此,光整机的轧制工艺对于提高带钢表面质量起着至关重要的作用[1-3]。现阶段镀锌线主要生产宝马、大众、长城、比亚迪等国内外高端汽车板,然而轧制不同规格的钢种需要使用的轧辊是不同的,为确保光整机的轧制质量,在轧制之前需要根据轧制规格需求来选择匹配的轧辊。现有技术中一般是通过人工经验或者是人工查表来制定合适的轧辊,费时费力,影响轧制效率。
随着设备的升级换代,使得数据的采集和存储变的方便,数据库存储了海量的历史数据,因此催生了基于数据驱动技术的发展。通过分析历史数据,我们可以得到对我们有用的信息并加以利用,使得数据的采集和存储变得更加有意义[4-6]。
为解决光整机用辊完全依赖技术员的问题,本文提出基于数据驱动的光整机用辊模型,利用python实现对现场近2年来采集的数据进行分析,构建用辊模型,开发用辊平台,实现用辊计划快速准确推荐。
2 模型构建
光整机在镀锌产线中发挥着至关重要的作用,主要利用工作辊对带钢进行光整、在满足轧制订单要求的粗糙度的条件下保证板型和机械性能[7,8]。因此光整机工作辊工作辊的选取十分重要,本节主要详细介绍光整机用辊模型的具体实现,模型构建流程图如图 1所示。
本项目模型分为4个模块。分别为数据预处理模块、相关性分析模块、数据库构造模块、用辊模型构建模块。由于python在数据分析方面具有得天独厚的优势,拥有大量的数据处理的库函数,并且能够开发界面程序,因此本文是基于python完成数据处理和操作界面开发的。
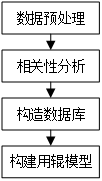
图1 模型构建流程图
2.1 数据预处理
利用系统中导出的原始数据进行预处理,由于生产的带钢质量等级并不都是符合要求的,因此需要剔除质量不合格的历史生产数据,例如实际粗糙度超出范围、带钢评审不合格、存在缺失值的数据记录。
2.2 相关性分析
本文采用C4.5算法中相关性的度量方法信息增益率来计算不同属性对光整机用辊型号的影响程度,信息增益率是由信息增益与属性固有值的比值得来的。单纯的依赖信息增益作为分类特征会出现一些问题,如:数据集中有编号一列,则编号的信息熵为0,这样得到编号的信息增益是最大的,但很显然这样分类是没有意义的。因此引入信息增益率,很好的解决了这个问题。信息增益率、属性固有值的计算方法分别如式(2-1)、(2-2)所示。

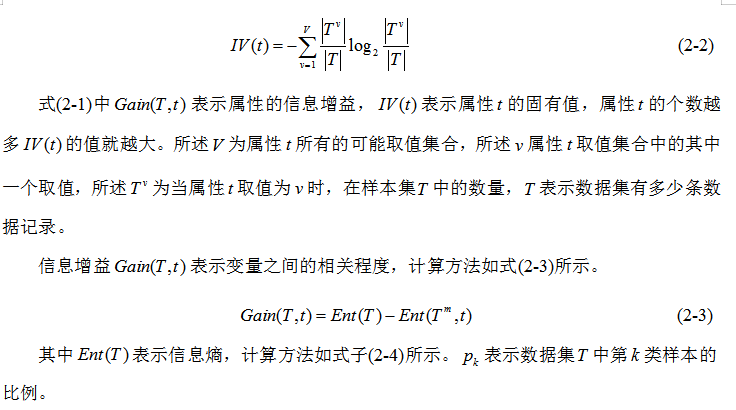
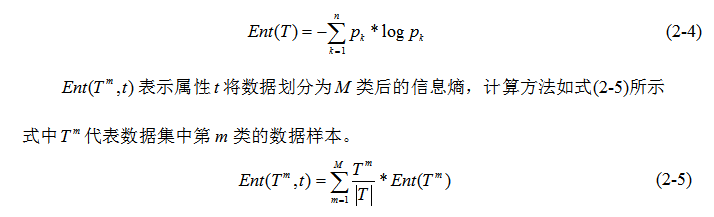
通过计算信息增益率,筛选出对光整机用辊比较重要的几个参数,分别为镀层种类、强度、粗糙度范围、订单分选度、RPC、用途等参数,具体的目标属性对应的信息增益率如表1所示。其中,信息增益率越大说明该属性对用辊计划的影响程度越大,本实施例选取相关性较大的参数(信息增益率≥0.1)作为决策树节点,包括:粗糙度范围、用途、订单厚度、光整率、强度、镀层种类、RPC、订单分选度。
表1
|
目标属性 |
信息增益率 |
|
镀层种类 |
0.496 |
|
强度 |
0.314 |
|
粗糙度范围 |
0.262 |
|
订单分选度 |
0.24 |
|
RPC |
0.21 |
|
用途 |
0.208 |
|
订单厚度 |
0.184 |
|
光整率 |
0.163 |
2.3 构建光整机备辊模型
基于相关性分析出来影响程度较大的属性建立决策树用辊模型。主要分为三个模型,精确匹配、用途扩大、光整率扩大、厚度扩大,三个属性同时扩大五个模型组合。首先将计划单导入,然后从数据库精准检索、未检索到的扩大光整率,扩大范围为上下0.1,未检索到的扩大强度,扩大范围为上下0.1。一条计划单的数据可能会与数据库中的多条数据记录匹配,本模型将多条数据记录的参数值取平均值、频次保留下来。模型中我们将用途相邻范围内可以适当扩大,检索不到当前强度用途时,可以扩大一下用途再次检索。其中RPC属性的最小值越小越好,因此在分类规则中只要比数据库小就行。
模型1: 计划单强度==数据库强度 & 计划单厚度==数据库厚度 & 计划单粗糙度范围==数据库粗糙度范围 & 计划单光整率==数据库光整率 & 计划单用途==数据库用途 & 计划单RPC最小<=数据库RPC最小
模型2: 计划单强度==数据库强度 & (数据库厚度-0.1<=计划单厚度<=数据库厚度+0.1) & 计划单粗糙度范围==数据库粗糙度范围 & 计划单光整率==数据库光整率 & 计划单用途==数据库用途& 计划单RPC最小<=数据库RPC最小
模型3: 计划单强度==数据库强度 & 计划单厚度==数据库厚度 & 计划单粗糙度范围==数据库粗糙度范围 & (数据库光整率-0.1<=计划单光整率<=数据库光整率+0.1) & 计划单用途==数据库用途 & 计划单RPC最小<=数据库RPC最小
模型4: 计划单强度==数据库强度 & 计划单厚度==数据库厚度 & 计划单粗糙度范围==数据库粗糙度范围 &计划单光整率==数据库光整率 & (数据库用途-1<=计划单用途<=数据库用途+1) & 计划单RPC最小<=数据库RPC最小
模型5: (数据库强度-1<=计划单强度<=数据库强度+1) & (数据库厚度-0.1<=计划单厚度<=数据库厚度+0.1) & 计划单粗糙度范围==数据库粗糙度范围 &(数据库光整率-0.1<=计划单光整率<=数据库光整率+0.1)& (数据库用途-1<=计划单用途<=数据库用途+1) & 计划单RPC最小<=数据库RPC最小
3 平台开发
模型的操作界面是基于python的内置库函数tkinter设计完成的,tkinter包含了设计界面常用的按钮、标签、表格等一系列控件[9]。
软件主要包括数据预处理模块、数据分析模块、模型构建模块、计划单导入模块、用辊计划单输出模块、数据库更新模块。
开发框图如图2所示:
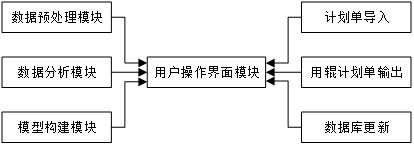
图2 开发架构框图
3.1数据库录入
首先是数据库的导入,采取的策略是点击打开软件时自动读取数据库,此时软件处于加载状态,加载完数据库显示操作页面。
3.2计划单读取
点击按钮选择要导入的计划单,导入计划单之后,需要进行数据参数的预筛选,将需要的参数筛选出来,用以模型预测。
3.3模型预测
模型预测这部分采取的策略为将将原始计划单分组,锌铝镁、纯锌外板、纯锌普板三类,数据库也分为锌铝镁、纯锌外板、纯锌普板,这样就可以大大减少模型运算的时间。
3.4用辊计划单输出
用辊计划单输出,该部分除了在原有计划单增加一列用辊型号外,还另外增加了历史粗糙度最大值、历史粗糙度最小值、历史粗糙度平均值、历史轧制力均值、历史入口张力均值、历史出口张力均值、历史RPC平均值、历史钢卷信息这几列。
其中用辊型号后面跟着频率,表示该规格的带钢用此型号的辊的次数,其他参数的最小值最大值平均值就是基于这些数据记录计算出来的。
3.5数据库更新
数据库的更新部分,增加了更新责任人和更新时间,其中更新时间设置为电脑当前时间,增加更新责任人主要是为了后期数据库出现问题容易追溯。
3.6界面展示
其中操作界面如图3所示,用辊推荐1这一列,2.5小辊(11)表示在数据库中匹配到与计划单相同参数的11条记录带钢采用的是2.5小辊,入口张力、出口张力、轧制力为这11条数据记录的平均值,可供操作人员参考。

图3 操作界面
4 结论
(1) 针对现有技术存在的用辊匹配问题,本文提出了基于数据驱动的用辊模型,通过对历史数据信息进行有效的挖掘,构建光整机用辊模型,利用该模型可快速有效地为当前订单计划输出对应的用辊信息,无需人工费时费力地查表确定辊信息,确保了轧制效率。
(2)基于python语言进行设计开发平台,python在数据处理方面有着很大的优势,此外利用tkinter库开发了界面程序,方便工程师操作,提高镀锌线的数字化水平。
参考文献
[1] 左岳, 刘劼, 陈钟. 大宽厚比薄规格镀锌家电板生产关键技术与质量控制[J].冶金动力, 2022(02):17-21+41.
[2] 布晓亮, 王超, 李金良, 王伟. 镀锌光整机轧制稳定性分析[J].冶金设备,2021(04):44-47.
[3] 冯伟. 冷轧热镀锌光整机工艺控制分析与应用[J].中国金属通报,2020(05):95-96.
[4] 张军, 谢谦, 卢海峰. 冷轧热镀锌平整机平行过程控制系统开发[J].重型机械,2022(04):38-41.
[5] 刘春明, 吴洪文, 高丽娟, 韩庆坤. 数据驱动的装备制造业数字化转型路径研究与实践[J].智慧轨道交通,2022,59(01):1-4.
[6] 宋志欣. 基于数据驱动的冷轧过程轧机振动预测研究[D].东北大学,2020.
[7] 吴恩旭. 鞍钢冷轧5#热镀锌机组光整系统改进与实现的研究[D].哈尔滨工业大学,2021.
[8] 张国堂, 孙朝勇. 热镀锌光整缺陷产生原因及控制措施[J].甘肃冶金,2020,42(05):62-65.
[9] 黄盼. 基于深度学习的行人重识别研究[D].南京邮电大学,2022.