
田宝生1,田艺玄1,田 鹏2,武献民1,赵定国3,冯聚和3
( 1. 德龙钢铁有限公司 炼钢厂,河北 邢台 054000; 2. 唐山钢铁国际工程技术有限公司,河北 唐山 063021; 3. 华北理工大学,河北 唐山 063021)
摘要: 为有效控制 SPHC 钢中氮含量,德龙钢铁公司对冶炼工序中可能增氮的 6 个环节进行了研究,统计了炼钢工序各环节的氮含量,并对影响增氮的因素进行了分析。结果表明: 转炉冶炼终点钢水氮含量波动较大是造成钢材氮含量超标的主要原因,其余工序增氮量较小,且波动较小。通过优化转炉冶炼工艺方案,工业化生产的成品材中氮含量稳定控制在 < 35 ppm。
关键词: 转炉; SPHC; 冷轧料; 氮含量
0 引言
除耐热钢和不锈钢外,氮在绝大多数钢种中会恶化钢材质量,因此被视为一种有害元素[1]。当钢中氮含量高时,氮与铁原子结合生成 Fe4N 质点,并在 α - Fe 中以微细弥散的形式析出,增加了钢材时效性趋势,导致蓝脆等现象发生,进而使钢材的延展性、韧性、冷态加工等性能都得到不同程度的降低[2,3]; 另一方面,钢中氮元素可与钛、铝等元素形 成不规则棱角的脆性夹杂,使钢材在冷态加工中发生表面缺陷,甚至发生钢材宏观偏析及组织疏松等系列质量问题[4]。随着钢铁下游用户对钢材质量要求的不断提高,冶金技术也得到不断发展,目前,各钢铁企业对于钢中氮含量的要求越来越严格[5,6]。
对于一般钢种而言,为使钢材具有较好的低温韧性及屈服强度,钢中氮含量应控制在 60 ppm 以下,IF 钢冷轧板要求[N]≤25 ppm,对于含硼钢,控制[N]< 20 ppm。德龙钢铁公司以生产 SPHC 钢为主,成品材控制[N]≤35 ppm。与其他企业相比,德龙钢铁公司无精炼设备,因此在转炉出钢时通过向钢包中加入白灰造渣进一步净化钢液( 钢水渣洗工艺) ,同时在吹氩站底吹氩气调整钢液成分,处理后的钢液直接进行连铸连轧工艺操作。目前该工艺存在连铸坯氮含量波动幅度大( 26 ~ 55 ppm) 的问题,严重影响了铸坯质量。为满足下游客户对钢坯质量日益严格的要求,德龙钢铁对各控制环节中钢的氮含量进行了统计,确定了冶炼环节的增氮规律,并优化了冶炼工艺方案,实现了稳定控制氮含量的目的。
1 研究方法
以混铁炉→转炉→钢包渣洗→吹氩站→板坯连铸→热轧工艺生产的 SPHC 低碳钢为研究对象,冶炼终点钢材化学成分内控标准如表 1 所示。

本次实验利用氮氧仪对 6 个炉次炼钢工序中转炉冶炼终点、转炉渣洗后、吹氩前、吹氩后、中间包、连铸坯 6 个冶炼阶段的钢水氮含量进行了测定。为减少操作误差对实验结果的影响,实验期间铁水连续来自同一混铁炉,以使铁水成分尽可能相同; 执行渣洗工艺路径一致,在出钢时先加入渣料,至出钢 1 /2 后再加铝镁钙合金,加挡渣锥前加完。严格按照标准加入铝镁钙合金,保证一次脱氧完全。出钢时采用大气量底吹搅拌钢液; 实验期间有效净吹氩时间全部控制为 10 min,吹氩强度一致,在保证钢水暴露直径不大于 200 mm 前提下,底吹流量做微量调整。
2 钢液增氮、脱氮机理分析
2. 1 钢液增氮的热力学理论
钢中氮原子在钢液中的溶解过程为吸热反应,由于氮最终以离子态存在于钢液当中,因此氮在钢液中会发生溶解反应,但氮的溶解和钢液中碳相似,多以氮原子形式进行计算,且氮在钢液中的溶解度服从西华特定律。
氮在钢液中溶解过程,可以按照下式进行描述:
1 /2N2 =[N] (1)
lg[% N]= 1 /2lg( PN2 /PΘ ) + lgKN + lgfN (2)
式中,w[% N]———氮在钢中的溶解度,cm3 /100 g,1 cm3 /100 g 溶解度对应的氮的质量分数 为0. 001 25% ;
PN2———钢液表面 N2 压力,Pa;
KN———钢液中氮的溶解平衡常数;
fN———氮的活度系数。
Fujio 等人[7]研究了氮在液态铁中的溶解度,并建立了相关模型,KN 值由上述模型测定:
lgKN = 1 518 /T - 1. 063 (3)
氮的活度系数 fN 与钢水中各组员含量有关,可按照( 4) 式求得:
![]()
式中,e———钢液中各组员对钢液溶解氮含量的相互作用系数。
在转炉冶炼结束时,终点钢液中 Si、M n 含量较低,合金元素对钢液氮溶解度的影响较小,因此可以利用一阶相互作用系数来计算钢液中合金元素含量对氮溶解度的影响。钢液中化学元素含量对钢液氮含量的相互作用系数如表 2 所示[8]。
利用公式( 2) ~ ( 4) ,钢中元素按成分要求的最大值进行计算,得出氮溶解度的理论计算式为:
lg[% N]= 1 /2lg( PN2 /PΘ ) - 509. 7 /T - 1. 026 (5)
2. 2 钢液脱氮的动力学分析
为高效脱除钢液中的氮元素,冶金工作者对钢液脱氮过程进行了大量研究[9,10]。多数学者在对转炉冶炼期间和底吹氩气脱氮的研究过程中认为钢液脱氮可分解为[11]:
(1) 钢液中的氮通过钢液边界层扩散到 CO 或Ar 气泡表面;
(2) 反应生成的氮分子扩散到气泡内部,并随之上浮排出。
在已有的研究基础上,建立了钢液脱氮动力学方程式[11]:

式中,
AC———与炉型相关的常数;
fN———钢液中氮的活度系数;
R———理想气体常数,8. 314 J /( mol·K) ;
T———钢液温度,K;
[Ne]———平衡时钢液中氮的质量分数,% 。
3 钢液增氮过程分析
对 6 炉次转炉→钢包渣洗→吹氩站→板坯连铸过程中钢液氮含量变化进行了统计,所测定的钢液各阶段氮含量如表 3、图 1 所示。
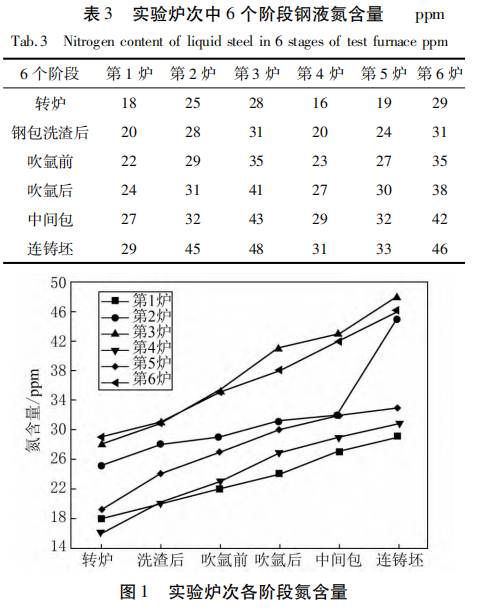
由图 1 可知,转炉冶炼结束后钢液氮含量在 18~ 29 ppm,可见转炉冶炼终点氮含量波动较大; 各炉次后续处理工艺阶段中钢液氮含量均呈上升趋势,可见转炉出钢至连铸过程中都有不同程度的增氮,且整体来看,增氮平稳,统计表明冶炼过程增氮量控制在 11 ~ 20 ppm。
为达到冶炼钢种低碳要求,转炉阶段要求冶炼终点 C 含量较低,冶炼后期时间增加。而在转炉冶炼后期,碳氧反应减弱,脱碳速度降低,脱氮困难,非碳氧区钢液与氮接触,容易导致钢液增氮。同时,德龙钢铁转炉冶炼采用氮氩切换的底吹模式,冶炼中后期氮氩开始切换时间与供气强度的优化设置也是导致冶炼终点钢液氮含量波动的主要原因。
为进一步确认炼钢工序增氮环节,对 120 炉次冶炼 SPHC 钢种的转炉氮含量数据进行了统计,同时以转炉冶炼终点钢液氮含量为基准,统计分析了钢液在后续处理工艺阶段的增氮量,如表 4 所示。统计结果表明,120 炉次钢液平均氮含量为 25 ppm,钢包渣洗以及吹氩前后、中间包、连铸坯所测钢样平均氮含量如图 2 所示。

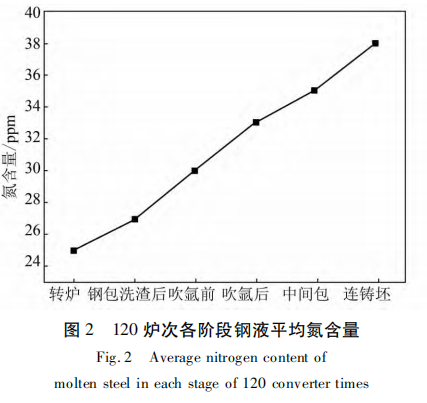
可以看出,德龙钢铁炼钢厂自转炉出钢后到连铸期间,增氮量控制较为理想,各环节增氮量≤3 ppm,因此,造成冶炼终点钢材氮含量波动较大的原因主要为转炉冶炼终点钢液氮含量波动较大。为达到稳定钢材氮含量的目的,应精准控制转炉冶炼阶段各工艺参数,精准把控氮气来源,并调整工艺方案。
4 转炉影响因素与控制措施
4. 1 入炉料影响
氧气纯度的控制。要求氧气纯度≥99. 5% ,在氧气主管道上加装在线氧气纯度检验仪连续监控,防止氧气纯度不达标或氮氧互窜。入炉铁水比的控制。提高入炉铁水比相当于提高了入炉含铁原料的碳含量,加剧碳氧反应和增加CO 的生成量,对吹炼中前期脱氮有利。在吹炼终点碳含量相同的条件下,入炉铁水比越高氮含量越低。
4. 2 转炉冶炼过程控制
炉渣流动性控制。综合溅渣护炉与钢水纯净度需要,控制渣中( FeO) 在10% ~ 14% 。另外,吹炼末期造泡沫渣能够阻断钢水与空气的接触,防止增氮。
当吹炼至钢中[C]< 0. 3% 时容易发生增氮,因此有必要在钢中[C]达到 0. 3% 之前造泡沫渣。在吹炼至钢中[C]含量约为 0. 5% 时,添加氧化铁皮 2 kg /t或者矿粉 1 ~ 3 kg /t,或 在 吹 炼 至 80% 时,添 加CaCO3使泡沫渣高度控制在炉口和出钢口之间,从而阻断钢水与大气接触。
吹炼终点炉内外压差控制。转炉吹炼末期开始,CO 生成量降低,炉内压力可能小于炉外压力。特别是在吹炼终点,氧枪提枪的操作会引起空气卷入,导致钢水增氮。在吹炼结束时关闭供氧末端阀门,当氧枪中残留氧气完全吐出即压力表值为零时提枪至待吹位,使炉内压力大于炉外压力,避免提枪过程中导致的增氮。
转炉一倒 C - T 双命中率控制。后吹时氧气射流将转炉内熔渣吹开,点火区钢液面裸露,造成点火区钢液的增氮速度大于 CO 气泡的脱氮速度,钢液在点火区从气相中增氮从而造成钢水增氮。补吹时间越长、次数越多,增氮量越大,通常平均增氮量5 ~ 20 ppm。
4. 3 转炉出钢影响
脱氧顺序控制。出钢时氮由气—液界面向液相传质是钢液增氮的限制性环节。钢液表面活性元素( 如氧、硫等) 占据气—液界面上可吸附氮的空位,阻碍氮分子形成,从而阻止空气中的氮气向钢液中溶解扩散,减少钢水二次氧化和增氮的几率。通过建立炉后小平台钢水氧活度与出钢过程增氮量对应关系,根据下降趋势找出氧活度的临界值( 一般≥50 ppm) ,采取先合金化后脱氧的工艺操作,稳定控制钢水增氮量。
出钢控流。转炉出钢时,一般增氮 3 ~ 8 ppm。出钢过程的增氮主要包括以下几方面: 出钢口形状不好,造成出钢散流,使得钢液与空气的接触面积增加,增大了钢液增氮的反应面积,造成增氮。出钢时需做到钢流不散流,控制出钢时间 3 ~ 6 min。
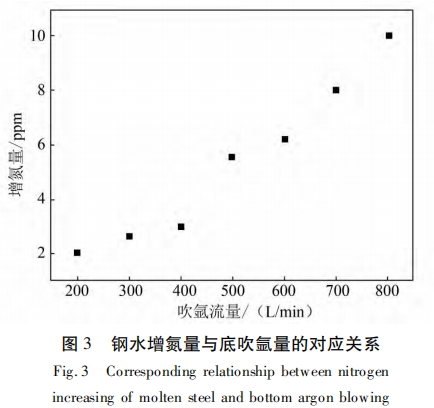
增加钢包底吹氩流量自动控制技术,提高底吹流量精度。吹氩搅拌起强化钢水流动、均匀成分和温度、去除夹杂物的作用,但过大的吹氩量造成钢液大面积的裸露,使钢水液面与大气接触面积增加,造成钢液增氮。如图 3 所示,钢水增氮量随底吹氩量增加而增大,尤其是炉后强脱氧钢水,增氮更敏感,一般增氮 2 ~ 6 ppm。
此外,转炉内有钢水且转炉在零位时用氮气吹扫烟道或进行泡沫渣吹扫压渣会造成钢水增氮。在吹炼末期大幅度窜枪或底吹供气强度太大,会造成钢水大翻,使钢水增氮。因此在冶炼时应避免上述操作。
5 冶炼效果分析
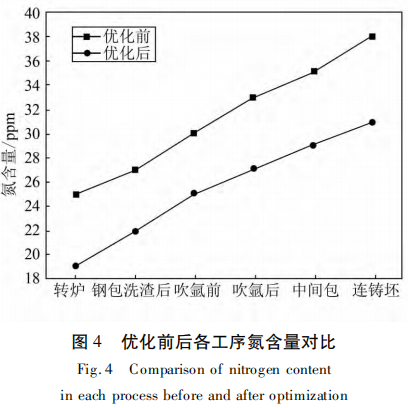
德龙钢铁公司要求 SPHC 钢种中氮含量 < 35 ppm,以保证冷轧料质量水平可靠( 热轧板卷成品氮含量 Cpk为 1. 29) 。通过德龙转炉冶炼工艺的调整与控制优化,在冶炼冷轧料的生产中,转炉出钢的[N]平均为 18 ppm,钢包的[N]平均为 22 ppm,最大不超过25 ppm,转炉出钢过程平均增氮 7 ppm,钢中[N]得以有效控制,如图 4 所示。工艺改进后,达到了冶炼终点成品材氮含量 < 35 ppm 的要求。
(1) 转炉控制增氮,应保证氧气纯度≥99. 5% ,适当提高入炉铁水比,提高整体碳含量,在吹炼前期尽可能多地利用剧烈碳氧反应和 CO 气泡带出钢中氮。
(2) 保持吹炼终点炉内正压,接近吹炼终点时,应降低氧枪枪位,加强熔池搅拌,保证底吹效果,充分利用吹炼末期氮氩切换降低钢中氮含量。
(3) 控制终渣( FeO) 10% ~ 14% ,避免返干。提 高终点碳温一次命中率,杜绝后吹、补吹,降低终点钢中[O],避免增氮。
(4) 在脱氧合金化过程中,采取先合金化后脱氧的方式。合理控制出钢时间,圆流出钢,同时控制钢包底吹氩流量和时间,杜绝暴吹、大面积裸吹等现象。
参考文献
[1]张泊汀,姚锡. 顶底复合吹炼中氮的行为[J]. 钢铁,1988,23 ( 12) : 17 ~ 19.
[2]田志国. 转炉出钢过程中增氮的影响因素分析[C]. 上海: 第十 届中国钢铁年会暨第六届宝钢学术年会论文集. 2015: 32 ~ 35.
[3]李田茂,倪勤盛,刘贺华,等. 钢水氮含量影响因素及控制措施 [J]. 鞍钢技术,2015,( 3) : 43 ~ 46.
[4]田乃媛. 薄板坯连铸连轧[M]. 北京: 冶金工业出版社,2004.
[5]李伟东,孙群,林洋. IF 钢氮含量控制技术研究[J]. 钢铁, 2010,( 7) : 28 ~ 32.
[6]李京社. 低氮钢生产技术研究[C]. 成都: 第十三届全国炼钢学术会议,2004: 85 ~ 88.
[7]Fujio,Yshiro,Tasuku. Solubility of nitrogen in liquid iron and iron alloys containing the group Ⅵ a Elements[J]. Journal of the iron and steel Institute of Japan,1982,68( 5) : 946 ~ 995.
[8]战东平,邱国兴,牛奔,等. 氮在钢液中溶解的热力学及动力学研究[J]. 炼钢,2015,31( 05) : 7 ~ 11.
[9]郭大勇. 钢液 VD 真空处理脱氮理论分析及其应用[C]. 中国金属学会,第四届中国金属学会青年学术年会论文集,2008.
[10]成国光,赵沛,徐学禄,等. 真空下钢液脱氮工艺研究[J]. 钢铁, 1999,( 01) : 18 ~ 21.
[11]Byne M,Belton G R. Studies of the interfacial kinetics of the reaction of nitrogen with liquid iron by the 15N - 14N isotope exchange reaction[J]. Metallurgical Transactions B,1983,441 ~ 449.