
席立朋
(河钢集团邯钢公司 邯宝公司 炼铁厂,河北 邯郸 056015)
摘要: 对邯宝炼铁厂 2#高炉冷却壁的破损情况及生产维护进行了分析。采取加强原燃料日常管理、确定合理的操作制度、优化上下部调剂等措施后,2#高炉实现了稳定顺行。在修补损坏冷却壁的同时,开孔安装铜质微型冷却棒后,改善了冷却壁的冷却效果,有效控制了冷却壁的损坏问题。
关键词: 高炉; 冷却壁; 维护; 实践
0 引言
邯宝公司炼铁厂 2#高炉( 3 200 m3 ) 由中冶南方设计院设计,是国内比较先进的铜冷却壁( 5 ~ 8段均为铜质冷却壁) 薄炉衬结构的大型高炉,冷却壁共有 14 段,冷却方式为软水串联密闭循环结构,其中炉腹( 5 段) 至炉腰( 6 段) 均采用喷涂造衬技术,炉身下部 7 段、8 段是镶砖铜冷却壁。该高炉于2009 年 4 月 21 日点火开炉今,已经连续生产了 8 年多,处于炉役中后期。近年来,迫于成本压力,高炉入炉原燃料质量逐年变差、设备老化等问题日益突出。高炉操作难度加大,冷却壁损坏逐年增多,尤其是高炉第 5 段( 共有 192 块) 冷却壁,已有 50 块发生了不同程度的烧坏,损坏程度接近 25% 。为此,高炉车间通过长期摸索,大胆尝试,果断采取一系列措施之后,高炉煤气流分布趋于合理、炉况更加稳定顺行。目前,2#高炉冷却设备损坏程度已得到有效控制,各项生产技术指标获得了明显改善。
1 冷却壁破损原因
2#高炉冷却壁损坏主要集中在炉腹( 5、6 段) , 分析认为损坏原因有如下几种。
( 1) 入炉原燃料不稳定
邯宝公司新区2 台烧结基本上40 天左右检修1次,检修期间高炉要配吃 50% 落地烧结矿,原料成分不稳定,碱度、品位、粒度等波动较大; 自产干焦产能低、性能不稳定,高炉被迫大量使用外购焦炭、配比变动频繁。为降低生产成本,高炉长期加大生矿( 澳矿) 配吃量。为减少粉尘污染料场长期给澳矿大量喷水,澳矿本来含有粉末就多,打水后成糊泥状被裹进炉内,严重影响了块状带的透气性。由于原燃料结构不稳定,矿石软熔温度波动加大,导致软熔带变动、边缘气流频繁,渣皮脱落。
( 2) 气流分布不均衡
气流分布不均衡,使得边缘气流不稳定,中心偏弱; 边缘相对发展,导致静压不稳定,风压波动加大,煤气利用率低( 46% 左右) ,燃料比居高不下,高炉渣量加大,透气性变差。风量逐渐萎缩,渣皮频繁脱落,导致冷却壁的热流强度升高,水温差高达 5 ℃以上。
( 3) 设备老化与管理的局限性
由于高炉炉前设备老化以及管理的局限性,经常导致炉前渣铁出不净而憋炉。一旦憋炉,风量急剧萎缩,中心受阻加剧,气流边缘化分布增大,甚至出现边缘管道,从而影响渣皮的稳定性,导致冷却壁烧损加剧。
2 高炉生产操作的维护
2. 1 加强原燃料管理
大型高炉要实现稳定顺行,需要有稳定的原燃料条件保证。高炉入炉前的原燃料管理对炉内块状带透气及软熔带的形成有明显影响,对稳定气流及冶炼过程有直接作用。
2. 1. 1 筛分管理
根据生产要求,高炉车间分别制定出不同的粒度标准,每天对大粒度烧结矿、小粒度烧结矿、自产干焦、外进焦及回收的焦丁进行粒级测定。为了提高筛分效果,确保原燃料粒级稳定,防止粉矿入炉。根据槽下设备能力及高炉炉料用量,在每个振动筛筛头焊加不同大小的挡料板,在满足供料的前提下尽量降低料层厚度,有效地保证了入炉原料中小于5 mm 粒级的数量低于 3% ,焦炭中小于 25 mm 的低于 5% 。对于原料场已筛除掉 25% ~ 30% 粉料的块矿,再经槽下二次过筛后,才可以入炉。基于自产球团水分低、含粉少且易筛分的特点,只需在槽下进行一次过筛即可满足生产要求。
2. 1. 2 配比管理
入炉原燃料的配比,包括炉料配比、大小烧配比及干焦配比。在炉料结构调整上,依据原料成分及高温性能数据,适当增加还原性好和渣量系数低的炉料配比,以降低燃料消耗。另外,避免同种料超过3% 的变更,同时烧结矿碱度调整也不能过大,使综合炉料的高温性能保持相对稳定。特殊情况下,则制定相应的应对措施,例如配用落地烧结矿,先在原料场进行一次过筛,进入指定料仓,再换用大眼筛进行筛分; 在雨天配用块矿时,则下调块矿的配比来降低入炉料的含粉率。在烧结机检修期间,提前下调小烧配比,直到烧结开机恢复正常料位后,再恢复小烧配比,杜绝小烧大幅度减少,甚至断档的情形发生,为炉内气流的相对稳定提供条件。
2. 1. 3 优化排料顺序
制定筛网使用、更换、检查制度,调整槽下筛分速度。根据筛网使用寿命定期更换筛网,加强巡检,对堵筛或断齿及时进行处理。正常生产时严格控制料仓料位,防止因料位过低炉料进仓时造成二次粉化。排料顺序要求球团矿布到矿石环带部位,小烧及焦丁要混合均匀,其排料时间应接近矿石总排料时间。
2. 2 控制合理的煤气流分布
高炉合理的煤气流分布是高炉炼铁的核心,影响到高炉的稳定顺行、指标优化、长寿等问题。合理的煤气流分布表现为炉况的稳定顺行,最有代表性的分布特征是“边缘平稳顺畅,中心开放”。在加完矿后,中心气柱不受影响或影响较小,中心火柱窄而强、炉况顺行良好,煤气利用率较高,炉缸工作活跃,燃料比低,这有利于渣皮稳定,高炉长寿有利。
2. 2. 1 下部调剂
下部调剂是高炉操作的基础,风口回旋区域决定了煤气流的第一次分布。回旋区的形状和大小是影响炉缸周向和径向气流及温度分布的关键因素。一般情况下,某部位风口面积越大,则该部位边缘气流就越强,对炉壁的冲刷就越大。合理的初始煤气流分布,有利于炉缸的均匀活跃以及合理的操作炉型建立,在此基础上下部调剂应以维持较高的鼓风动能、保证充足而稳定中心气流和均匀活跃炉缸为原则。截至 2016 年底,高炉车间在原有的基础上逐渐缩小进风面积,小风口( Φ 120 mm) 由原来的 5 个增加到 8 个,风口面积由原来的 0. 418 9 m2 减小到目前0. 407 2 m2,同时将北边32#、29#风口长度由原来的 643 mm 加长到 663 mm,以改善北边气流分布。实践表明,风口布局调整之后,高炉下部初始气流的分布得到改善,使炉缸煤气流更容易达到中心,中心气流充沛后边缘逐渐稳定,水温差由原来的 4℃逐渐恢复到 2. 5 ℃ 以下,渣皮稳定,炉缸工作均匀,冷却壁损坏得到有效抑制。
2. 2. 2 上部调剂
长期以来,2#高炉采用上部布料矩阵为“平台加漏斗”模式,没有中心加焦,依靠布料形成的漏斗稳定中心气流,同时能够保证一定的边缘透气性。这种料制的特点是当原燃料质量稳定的时候,中心和边缘气流分布较为合理。但原燃料质量变差后,由于渣量增加,料柱透气性降低,造成中心气流减弱,边缘气流增强,这对高炉冷却壁寿命造成严重威胁,炉腹作为冶炼的滴落带,损坏程度尤为严重。为此,原有的装料制度已不适应原料条件,经过摸索,2#高炉采取中心加焦的模式,以保证中心气流,布料矩阵上大胆尝试将中心最小角度 15 ℃ 增加 3 圈焦炭,将矿石最外 2 环调整为各 4 圈,典型的布料矩阵为 C333223O4432,这样更有利于中心气流的增强和边缘气流的抑制,对边缘冷却壁起到很好的保护作用。
2. 3 确定合理的造渣制度和稳定的热制度
炉渣碱度不合理、热制度不稳定在生产中经常出现渣皮脱落,造成高炉中下部炉墙热负荷频繁波动,严重威胁高炉冷却壁寿命。高炉热制度不合理,炉温大幅度波动,严重影响高炉炉腹煤气指数的波动,料柱的透气性和透液性差,不利于高炉渣铁的正常排放,经常因憋炉而大量减风,加速了气流边缘化,导致炉腹冷却壁损坏加剧。为此,2#高炉采取了如下措施。
( 1) 稳定充足的炉温
2#高炉 以 前 对[Si]的 控 制 范 围 是 0. 25% ~0. 4% ,物理热( 1 500 ± 10) ℃,日常生产中为追求产量,严格控制为上限,导致炉温长期控制水平为0. 25 ~ 0. 30,热量勉强在 1 500 ℃。如果遇到外界原燃料变化,炉温急剧下滑,炉缸大幅亏热,不利于炉况的稳定。为此,车间大胆尝试将[Si]的控制范围调整为 0. 3% ~ 0. 4% ,物理热控制范围调整为( 1 510 ± 10) ℃,日常操作中尽量 将[Si]控 制 在0. 35% 左右,物理热1 510 ℃左右,高炉稳定性良好,料速均匀,产量稳步提高。
( 2) 炉渣碱度调整
以前片面的认为,只要生铁合格,炉渣碱度越低流动性越好,对冶炼越有利,碱度长期按照 1. 18 ~1. 23 控制。实践证明,长期的低碱度操作导致炉渣的溶化性温度降低,过低的炉渣碱度不利于炉腹渣皮的稳定,严重威胁炉腹铜冷却壁的寿命。为此,车间结合生产实际,将高炉碱度范围调整为 1. 23 ~1. 28,提高矿石的熔化性温度,在合理的炉温基础上使得炉腹渣皮更趋于稳定,有效地减缓了炉腹铜冷却壁的损坏。
2. 4 加强高炉操作与炉前管理工作
2#高炉冷却壁破损的关键因素是炉缸不活导致气流边缘化发展,为此车间要求生产班组在炉内操作与炉前出铁方面要相互创造条件,大型高炉的操作靠“稳”,日常调剂要趁早,根据炉况发展趋势争取早调、少调; 坚决杜绝人为因素造成炉温的大起大落,正常情况下低炉温时间不得超过 2 炉,铁水物理热严格控制在下限 1 500 ℃。这样以来,有效避免了因炉温波动造成炉况的失常。正常情况下,要先守住大风量,因出铁造成的憋炉要及时控氧,力保风量在 5 400 m3 /h 以上。
炉前管理要在原有基础上细化,责任到人。铁口负责人要保证铁口深度在 3 400 mm 以上,铁口打泥量要稳定在 22 块左右,岗位工要做好铁前设备的巡检工作,加强对“炉前四大件”等高炉主体设备、设施隐患的排查工作和日常维护工作,保证铁口合格率在 98% 以上,出铁正点率保持在 96% 以上,力求出铁零间隔,坚决杜绝铁口异常及开口时间过长而造成炉内憋铁事故。
2. 5 冷却壁与炉皮的日常维护
2. 5. 1 日常管理
目前 2#高炉冷却壁损坏区域主要集中在炉腹( 5 段) ,要求配管岗位工加强日常点检,严格监测该段的温度变化。正常情况下该段的温度要稳定在38 ℃左右,如有异常升高,说明炉腹渣皮脱落,炉内操作要密切注意水线变化,当水温差上升至 4 ℃ 以上、水线有下行较快的趋势时要果断控制压差,及时减风控氧,降低冶强; 同时,通知岗位工排查漏水部位,改通工业水以降低水压,减少炉内漏水量。正常情况下高炉配管工每小时检查 1 次风口,测量 1 次炉腹炉皮温度并记录在案,时刻注意这些数据的变化情况。
结合实际将软水压力提高 50 kPa 以增加软水流速,同时将进水温度由原来的 39 ℃降低到目前的37 ℃,以增强冷却效果。利用休风机会,在炉皮 5段安装临时打水装置进行炉皮冷却。
2. 5. 2 定期计划休风
利用定期计划休风对漏煤气的炉皮部位进行补焊,对损坏的冷却壁水管做改管跨接,并把烧漏的水管灌浆堵死,严防煤气外串。在修补损坏冷却壁的同时,开孔安装铜质微型冷却棒,改善冷却效果。截至目前高炉已安装微型冷却棒共计 76 根。
3 高炉的运行状况
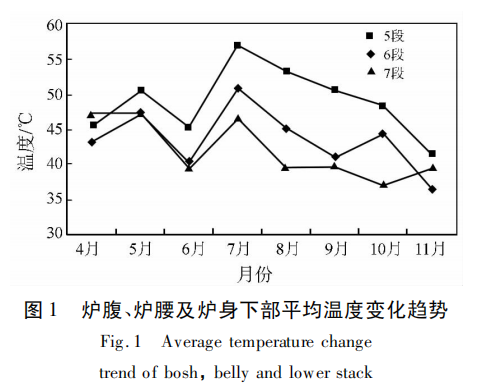
经过为期 2 个多月的摸索与调整,2#高炉炉腹炉腰及炉身下段各点温度逐渐下行( 见图 1) ,渣皮趋于平稳。
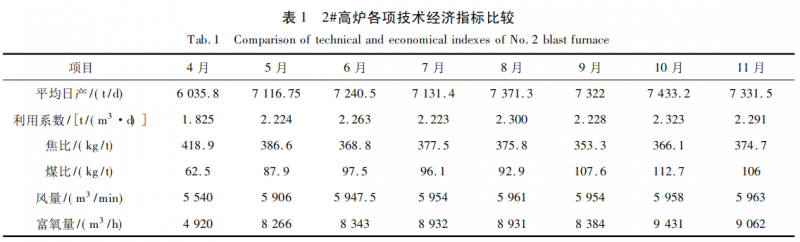
2#高炉生产从 2016 年 7 月进入了生产平稳上升的阶段,高炉炉缸活跃,炉温维持中限偏上,炉渣碱度与铁水温度相对应,脱硫效果良好,渣铁流动性良好,高炉逐渐接受大风量操作,日产逐月上升,焦比明显降低,煤比逐渐步入正常的生产轨道上来。2016 年 4 ~ 11 月份 2#高炉的各项生产指标得到很大改善,如表 1 所示。
4 结语
邯宝公司炼铁厂 2#高炉通过做好上下部调剂,以稳定炉况为手段,积极打通中心煤气通路,减弱边缘气流分布,改善风口布局,适当增大鼓风动能,高炉日常操作中从原燃料入手,加强日常管理,改善冷却强度,安装微冷、炉皮打水等措施,有效地改善了高炉气流的分布,炉缸活跃程度得到改善,炉缸热量充沛,渣铁流动性良好,炉腹渣皮稳定,高炉生产趋于平稳。目前,2#高炉冷壁损坏得到有效控制。