
回全平, 敦 贺, 潘 超, 陶 金
(山东钢铁集团型钢炼铁厂, 山东 莱芜 271104)
摘 要:对莱钢1 号 1 880 m3 高炉停炉实践进行总结。本次停炉采用降料线打水方法,过程中严格控制炉顶温度与炉顶打水量,采用跟踪取样式对炉顶煤气进行取样分析与炉内打水操作相结合,整个停炉过程历时22 h 28 min。由于期准备充分,风量、炉顶打水量、煤气成份等各项参数控制合理,实现安全、快速、顺利停炉,顺利将料面降到风口以下,实现了安全停炉。
关键词:高炉;降料线;安全停炉
莱钢 1号1 880 m3高炉 2004 年 6 月 18日投产,于2017年9月26日停炉大修。高炉运行13年3个月之久,总产量约为2 117.63万t,属于超役运行长寿高炉。因高炉长期处于炉役后期护炉状态,后期炉况难调成本居高,高炉炉缸温度最高点已超出安全生产范围,同时高炉除尘效果相对较差,鉴于环保与安全考虑,莱钢决定对高炉进行停炉大修。
1 停炉前准备工作
停炉方案是整个停炉过程的基础,合理、完美的停炉方案是安全、快速、环保、经济的重要保证。因此停炉前已对高炉大修进行了多次大修讨论与分析。
1.1 分析 1 号 1 880 m3 高炉停炉操作存在的困难
1)为确保停炉过程中不出现炉内大爆震现象,对炉顶打水系统进行改造更换,增加炉顶打水能力。
2)因没有此类容积成功放残铁的经验,对放残铁的位置与放残铁的措施进行多次论证,最终确定合理开残铁口位置。
1.2 确定停炉原则,制定详细方案
在此基础上提出了是安全第一、兼顾环保效果、 尽量回收煤气、确保将料面安全降至风口以下的原则,制定了详细的停炉方案和安全保证措施。确定降料面方法:降料面前20 h进行小休风一次,对炉顶打水系统进行全部更换,并安装煤气取样阀门;小休风复风后高炉进行全焦冶炼过度,根据料速情况定装入停炉料时间,并在降料线前保证高炉顺行;降料线过程采取空料线打水方法,通过炉顶雾化打水控制炉顶温度,尽量回收煤气,减少对大气的污染;针对降料线过程中可能遇到的异常情况进行预处理。
1.3 停炉前小休风
2004 年 9 月 25 日7:30—18:00高炉进行一次小休风,主要处理以下几方面工作:
1)全部更换炉顶雾化打水枪喷头,在十字测温处安装4 套临时打水装置,以保证降料线过程中,有足够的打水量保证炉顶温度在控制范围内,防止爆震发生。
2)检查校验炉顶四点热电偶与荒煤气热电偶精准度,同时在上升管东北和西北两处临时增加两个热电偶测温点,确保数据准确不失真。
3)在十字测温法兰处安装煤气取样装置,并引到炉台,方便在降料线时定期取煤气样进行检测化验分析。
4)休风期间对各段冷却设备进行检查,风口小套打压,对破损小套进行更换,避免降料线期间向炉内漏水。
5)提高炉顶氮气压力,用于停炉时炉顶通入氮气,从而稀释炉顶爆炸性气体浓度,防止爆震发生。
6)检查各放散阀门液压系统运行是否正常,确保降料线期间安全可靠。
7)确认煤气净化荒煤气火炬塔眼睛阀、调节阀 使用正常,用于降料线后期煤气放散。
8)煤气封罩、气密箱、下密平台、液压站、探尺箱、大方孔所有油污清理干净,防止因顶温过高着火。
1.4 小休风结束后上休风料
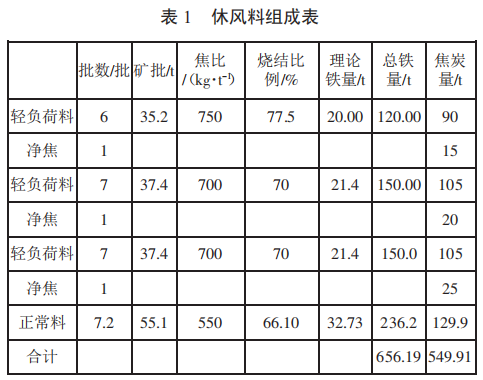
2004年 9 月 25 日 20:30 调整焦比 550 kg/t,煤比按100 kg/t操作,要求适当提高炉温至0.7%~ 0.9%,做上限炉温,保证渣铁温度大于1 510 ℃,保持合适的碱度,从而保证炉况稳定顺行,炉温充沛, 炉缸工作均匀活跃。 26 日夜班 03:00 开始上休风料,之后加60 t 盖面焦,加完后停止上料,开始降料线。休风料组成如表 1。
2 降料面过程
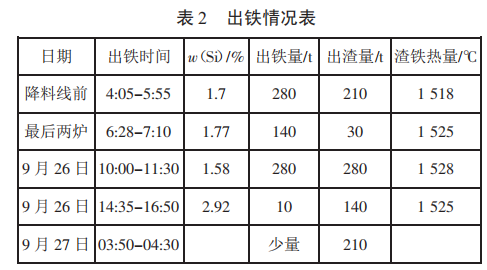
26 日 08:18上完盖面焦,探尺深度2.81 m,正常风量4 000 m3 /min,由于料线较深,打水量不足顶温上升较快,为了控制顶温,被迫减风,08:40 减风到 2 700 m3 /min,顶温恢复到规定范围内,同时启动临时打水枪,顶温得到控制;根据顶温控制情况风量逐步恢复到3 400 m3 /min 以上,顶温控制在规定范围内,让风量尽量最大,达到适合的降料线速度。根据料线深度逐步降低顶压系数。13:40 料线 15.34 m时,累计风量98.9 万 m3,顶压突然大幅度升高,紧急减风控制,13:53 顶压波动由 83 kPa 升到 100 kPa, 顶温突然升高,最高点达到600 ℃,发生爆震。为防止烧坏干式布袋,减风切煤气,风量最低700 m3 /min, 观察风口发现13-17 号、风口来渣,后又发现3 号、 12 号,18 号、25 号来渣。(化验H2 含量结果为20%) 立即组织西铁口出铁,14:35 打开铁口后,其余风口好转,16:50 堵口出渣约140 t,出铁较少。切煤气时料线16.04 m,累计风量101.7 万 m3。14:48 投入荒煤气放散,风量2 100 m3 /min 左右。13:53-14:05 期间又发生爆震4 次,切煤气后 15:20-16:24 出现小爆震 3 次。控制顶温在正常范围,风量维持1 900 m3 /min 左右,以尽快燃烧炉内焦炭,27日 02:58 发现 1 号— 8 号、26 号—28 号风口吹空,03:10 所有可见风口基本吹空。03:50 开口出净最后一炉铁,27 日 06:46 休 风停炉。
降料线期间共出铁3 炉,出铁情况如表 2。
放残铁操作准确选择残铁口位置是保证放净残铁的关键,本次放残铁事先制定了详尽、可行的方案。按照“一 次成功、放净残铁”的要求,对残铁口的位置进行反复论证、经过多次检测残铁口附近炉皮的温度,对照炉缸设计图纸与护炉等有关因素进行分析计算,最终确定残铁口位置为第四层碳砖上表面及陶瓷杯第一层下沿向上100 mm。残铁口标高选在拐点以下 300 mm,即 7 800 mm。残铁口位置在 26 号-27 号风 口下方,处于第 2 段第 40 组冷却壁上。
休风后对残铁口进行检验测温确认残铁口可行性。经过反复测量比对,最终确定执行计划方案。07: 30 开始展开放残铁工作。09:05 割除残铁口处炉皮,12:25 烧冷却壁露出碳砖,15:55 确定残铁口中心线, 利用临时开口机与氧气钢管进行开口作业,开口角度选为 5°,开口时共更换三次钻头钻杆,开口至 1 200 mm 测量温度为 594 ℃时残铁口钻不动,停止钻孔,改用氧气烧残铁口,直到 23:32 打开残铁口开始放残铁。整个残铁口深度约2 200 mm,残铁放至28 日凌晨 03:00 共计放出残铁6 罐,渣铁水约重 600 t。
4 结论
此次大修停炉顺利,达到了安全快速停炉的目的。现对本次停炉总结如下:
4.1 总结经验
1)本次空料线打水停炉节点与计划节点基本吻合,降料线过程安全、顺利。计划停炉时间 22~24 h, 降料线过程总共用时 22 h28 min。
2)本次停炉前按计划提高炉温,加锰矿洗炉,减少炉墙挂结,预防了降料线时渣皮滑落损坏风口及发生较大爆震现象。其中铁中 w(Mn)为 0.65 以上, 确保洗炉效果。
3)停炉前提高炉温、热量,虽然炉温较计划偏高,但渣铁流动性较好,热量充足。休风后观察中心 堆尖较小,降低了清理炉缸的劳动强度。通过本次降料线操作,可想降料线前有必要控制炉温1.2%,温度保证 1 520 ℃以上。
4)降料线后期,切煤气后使用荒煤气放散,降低了煤气放散过程中的噪音和污染。操作中应保证切煤气平稳过渡。
5)残铁口位置确认较合理,在 2 000 m3 级高炉 放出600 t 残铁较为成功。休风后从清理炉缸时炉内渣铁混合物较多难清理来看,说明渣铁混合物积存较多,并未完全排净。分析因炉缸底部侵蚀较重,加之停炉前洗炉效果,炉缸死铁层位置下移,再确认残 铁口位置时可考虑残铁口标高适当下移。
4.2 不足之处
1)本次降料线过程,出现了顶温偏高,炉顶打水能力不足,炉内发生几次爆震现象,导致减风过程灌风口。
2)休风最后一炉出铁较少,分析原因铁口深度偏浅,炉内压力不足,未能将炉内渣铁及时排净。
3)休风后开残铁口时间偏长,炉内渣铁热量损 失,影响炉内渣铁外排效果。