
唐荣,刘广全,伍强
(新余钢铁集团有限公司,江西 新余 338001)
摘 要:分析了新钢 11 号高炉炉身中上部结厚 5 年多,结厚物的形态变化和形成机理,通过深料线操作、布料矩阵调整、增加鼓风量、优化用焦结构、提高铁水温度、振动筛改造等日常操作手段保证了高炉生产的稳定顺行并成功将结厚物脱落,为今后如何抑制高炉炉身结厚指明了方向。另 外,描述了结厚物脱落时高炉炉况、炉衬及冷却壁温度、渣铁成分等方面变化,为今后出现同类炉况提供了判断依据,方便高炉操作者及早发现,及早采取措施,避免炉凉等异常炉况出现,减少经济损失。
关键词:高炉;炉身结厚;操作制度;脱落
0 引 言
随着我国炼铁规模不断扩大,铁矿资源的需求不断增加袁优质铁矿资源逐渐枯竭,近年来我国大多数钢铁企业炼铁生产不得不转向经济原料,冶炼条件恶化使得有些高炉炉墙结厚的问题日渐突出,尤其是在 2014-2015 年钢铁行业不景气的情况下此类问题最为严重。很多冶金工作者就结厚的原因和处理开展了大量研究,其中对结厚的处理手段进行了大量的探讨和实践[1-5]。但是,对已形成结厚高炉的结厚物形态变化尧结厚高炉在结厚无法消除的情况下如何维持炉况顺行以及如何通过日常操作控制结厚物的生长,一直处于空白状态。因此,针对上述问题,以新钢 11# 高炉为研究对象,从生产实践结果倒推结厚的形成原因,并提出了高炉结厚的控制措施,通过日常操作顺利将结厚物脱落。
新钢 11# 高炉有效容积 1 469 m3,炉身采用板壁结合冷却结构,共 17 段(8~24 段,标高 19.7~34.65 m),其中 8~21 段冷却壁与冷却板交替安装, 22~24 段三段冷却壁无冷却板,冷却壁采用软水密闭循环冷却,冷却板采用工业水冷却[6]。高炉于 2011 年 12 月 20 日投产,炉况保持长期稳定顺行,各项技术经济指标在国内同类型高炉中处于中上游水平。2014 年高炉上部发现了严重的环形结厚,最高位置在料线 3.5 m 左右(24 段冷却壁中部),往下延伸,最厚处达 1 m 多厚,这不但使上部调剂的效果减弱,也给气流的上行形成喉口效应,炉内压差升高,下料不顺畅,给炉内操作带来巨大困难。往后的时间内虽采取深料线操作、热洗等措施炉况顺行度基本稳定,但各项指标已大幅下降。
1 11#高炉炉身结厚的特点
1.1结厚物的形态变化
从图 1~图 3 四张照片可以清晰地了解 11# 高 炉中上部结厚物变化(炉顶入孔观察)。
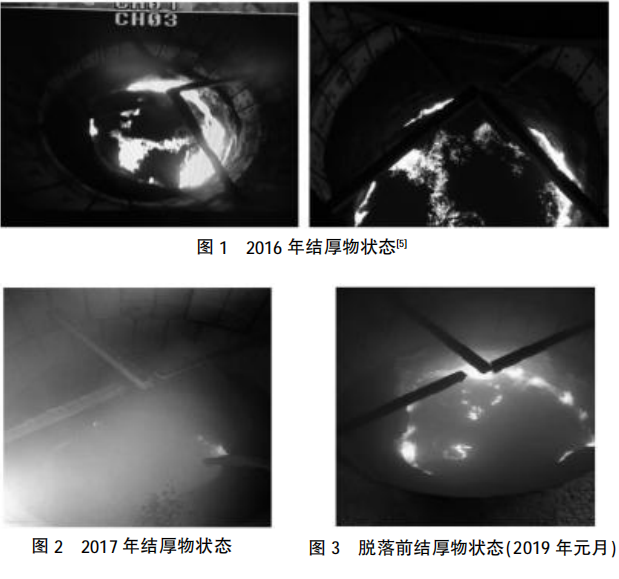
在 2017 年 7 月以前(图 1),结厚物的状态是比较固定的,结厚的方位是南面,东南面最厚,达 1 m以上,从上至下逐渐减薄,北面结厚较小约 100 mm,结厚高度可能为标高 27 m 至 33.6 m 的位置上,高约 6.6 m,估算结厚体积约 60 m3。东北面基本未结厚。当时炉况特点是院压力压差明显升高袁布料无效果,无中心气流,经常性滑尺和小管道。
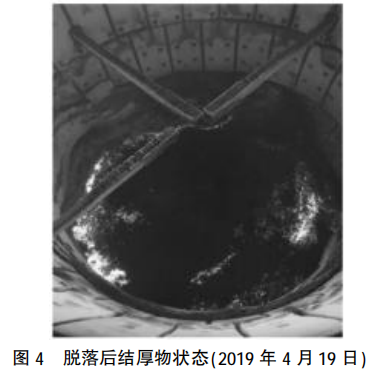
2017 年 7 月(图 2)休风发现南面区域有一部分结厚物脱落、结厚变窄,结的最厚的东南面约 800~1000 mm,从上至下逐渐减薄,北面区域变化不大。当时炉况特点是:压量关系有所改善,能看到明显中心气流,下料较顺,燃料比下降约 5 kg/。
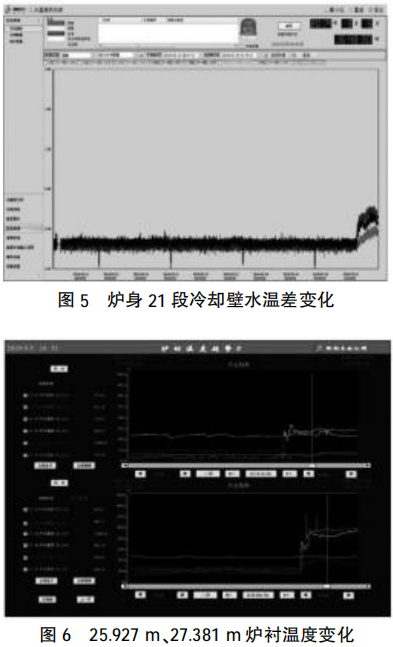
进入 2019 年(图 3),结厚物重新生长,3 月份开始高炉指标下滑,5 月份炉况异常袁 休风开入孔检查发现上部结厚发生较大的变化,各方向均有不同程度的结厚,形成了环形,北面结厚加重,约 200~300 mm,南面稍有加厚,最厚的区域较前期已发生偏移,位于西南面,其厚度近 1 m。
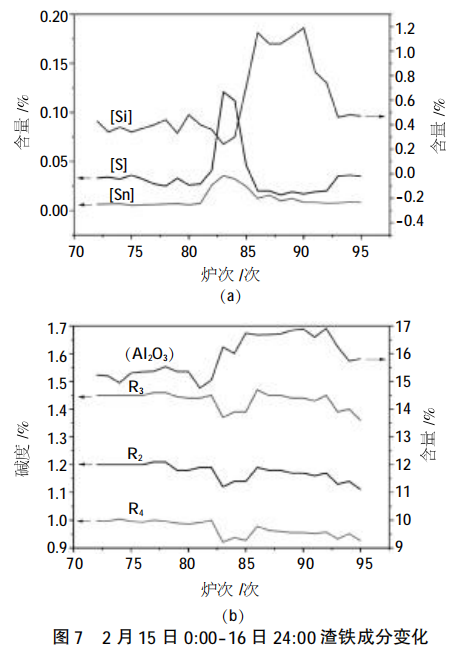
2019 年 2 月 15 日,正常生产过程中高炉炉衬温度发生巨大变化,推测大面积结厚物自行脱落,之后炉况明显好转。4 月 19 日(图 4)休风开炉顶入孔观察,结厚已较为均匀,且明显减薄,沿圆周整体厚度约 100 mm。
1.2 结厚物脱落时的判断依据
炉身结厚物脱落时,随着其在炉内逐渐下移至炉缸并排出炉外,引发了高炉炉衬和冷却壁温度、炉内压量关系、炉外出铁量、渣铁成分发生明显变化,见图5、图 6。
1.2.1 炉衬及冷却壁温度剧升
2 月 15 日 14:00 左右,炉衬温度在 25.927 m西南方向由 394 ℃急剧上升至 761 ℃,27.381 m 西面至东南面三点温度分别由 169 ℃上升至 403 ℃,235 ℃上升至 827 ℃,167 ℃上升至 936 ℃。21 段冷却壁(约 29 m)西南面三点水温差同时呈快速上升趋势,分别由 0.22 ℃、0.25 ℃、0.24 ℃上升至 0.31 ℃、0.49 ℃、0.46 ℃。
1.2.2 炉况出现短时间难行
2 月 15 日 16:00-17:00,炉内压差升高,下料变慢,出现悬料征兆,不接受风量,减风减氧维持。此时系结厚物下降至滴落带及风口附近,降低料柱孔隙率,影响透气性。待结厚物通过风口后袁压量关系恢复正常。
1.2.3 单炉出铁量减少
随着结厚物脱落进入炉缸,影响料柱的透液性,同时阻碍铁水在炉缸内环形流动,降低了炉缸工作的活跃度,导致 82 炉次才出 50 t 铁便见喷,堵口再开又才出 50 t 铁便见喷,该炉次共出铁 115.66 t,而正常时单炉出铁量平均应达到 260~270 t。
1.2.4 铁水和炉渣成分变化
由图 7 可知,铁水中[Sn]含量异常陡升,远远超出物料带入炉内的量。随后因结厚物在炉缸熔化需要大量吸热,造成炉凉,铁水物理热和[Si]快速降低。另外,炉渣碱度突然降低,Al2O3 含量升高,86 炉开始碱度上升是因为[Si]大幅提高导致。
2 炉身结厚物形成原因分析
从本次脱落时炉身温度变化来看,脱落的范围由炉身中下部向上至炉身上部。从渣铁的变化上来看,82 炉次除了铁水[Sn]的剧变之外,其他未见明显异常,且该炉铁炉外也未见明显冒白烟,从时间节点来看,此时应是炉身中下部的结厚物预先到达炉缸起作用,说明炉身中下部结厚以 Sn 的凝结物为主。
83 炉次打开铁口炉外冒白烟严重,此时应是炉身中上部的结厚物到达炉缸起作用,说明该结厚包含大量 Zn、碱金属的凝结物。另外炉渣碱度降低,(Al2O3)升高,说明该结厚物为酸性,应为入炉进口块矿含粉高且粘稠,粘于炉墙所致。因此,炉身中上部结厚主要是矿粉质与锌碱质结合物。
标准状况下 Zn 的气化温度为 907 ℃[7],Sn 的气化温度 2 260 ℃,气化温度的差别也证明了两者在炉内的主要富集区的不同。高炉内位置越高温度越低,Sn 蒸汽会在较低的区域便开始凝结,Zn 蒸汽则会在较高的区域凝结,二者沉积在高炉炉墙上,可与炉衬或炉料反应,形成低熔点化合物而形成炉瘤[8]。11# 高炉入炉 Zn 负荷达到 0.8~1.0 kg/t,为锌质粘结创造了条件。碱金属化合物则会沉积在固体物料表面,生成一些低熔点化合物,引起炉料过早烧结软化,导致炉温波动时粘结在炉墙上,形成结厚或结瘤。
3 主要操作手段
11# 高炉如此大范围的炉墙结厚是有一定的时间积累过程的,虽在 2017 年有过部分脱落,但未消除所有结厚物,当时操作上未引起重视,导致结厚重新生长。在日常生产中摸索合理的操作手段以逐步削弱结厚,同时保持炉况顺行才是行之有效的方法,但是,这样处理起来肯定不是一朝一夕的事,需要长期努力持之以恒才能实现。
3.1 高炉上部调剂
3.1.1 深料线操作
上部结厚严重时,高炉最直接的表现就是中心气流显弱,炉顶成像难以看见中心明显的火柱,上部透气性下降,形成高炉又一个气流穿行的瓶颈,当风量偏大时,上部压差就会明显增大,上部气流不稳,料面出现乱冲现象。为此,将高炉操作料线降至 2.8~3.0 m,减薄上部料层厚度,牺牲部分煤气利用率,保证炉内全压差可控、炉况顺行。
3.1.2 布料矩阵
为了发展中心主导气流,结厚初期上部调节采取了大量的发展中心、抑制边缘的措施[9],装料制度调整由 O393373343312C392372342312282→O393373343312C382362332302283→O393373343C372352322282→O393373343C342322302272。就是采取了最极端的布料方式 O393373343C342322302272,中心气流仍然出不来。上部装料制度调节难以奏效,过分的压边,不但引导不出中心气流,反而将边缘未结厚的区域压的太死,气流没有通路,到处乱串,管道、滑尺频繁,结厚更加严重。2017 年 7 月结厚部分脱落后中心气流有所增强,但 2017 年 9 月在操作上出现一个失误,当时炉内压差偏高,为降低压差,调整了疏导边缘的布料矩阵,此后边缘越来越强,中心越来越弱,之后又采用压边措施,倒回了原来的状态。因此, 2018 年 7 月开始高炉操作者改变思路,采用了中心加焦且疏导边缘气流的布料矩阵,最大布焦角大于最大布矿角 0.5°~1°,布矿简单化,采用 2~3布矿档位,保证非结厚区的气流通路,维持炉况顺行,并让更多的气流冲刷结厚物,将非结厚区的范围逐渐扩大。若结厚物消除、布料有效时应坚定发展中心气流,不轻易放边,这样绝大多数锌、碱等有害元素就可以从中心通道排出而不至于粘附于炉墙上。
3.2 高炉下部调剂
3.2.1 增加进风量
将有害元素排出炉外的另一有效方法是增大煤气量,但 11# 高炉因结厚而长期高压差操作是不具备加风条件的。新余钢铁集团有限公司第二炼铁厂 70%的焦炭需要外购,因此,从 2018 年下半年开始严把焦炭质量关口[10],对于质量不符合要求的厂家勒令其停供,宏宇焦(捣固焦)已被剔除,将焦炭质量的波动降低。2019 年元月开始改善 11# 高炉用焦质量,配加了25%~40%一级焦(青町焦),为高炉增加风量创造条件。11# 高炉风量由 2014 年的约 2 550 m3/min,逐步增加达到 2018 年约 2 650 m3/min,2019 年初约 2 700 m3/min,结厚脱落后风量达到约 2750 m3/min。瓦斯灰的含锌量较以前增加 50%以上,说明风量加大后高炉的排锌能力大幅提升。
3.2.2 确保铁水物理热充沛
由于上部布料效果难以实现,确保炉缸工作活跃是保持炉况顺行的基石。铁水物理热的高低将直接影响高炉炉缸的温度和炉缸的死焦柱的透液性,决定炉缸的活跃程度。在操作上改变以往按铁水含 [Si]来操作热制度的方式,强调铁水物理热必须保 证 1 480 ℃以上的操作方针,较原铁水物理热提高了近 20 ℃,提高炉况异常的防范能力。
3.3 外围改进
由前述分析,结厚物中含有一定比例的矿粉质瘤,其中因进口南非块和纽曼块粉多、粘稠、Al2O3 高,为矿粉质瘤的主要形成物。以往槽下只有烧结矿和焦炭过筛,块矿和球团矿的粉末几乎全部直接入炉。从 2018 年开始严抓块矿和球团矿过筛,尽量减少粉末入炉,对块矿进行不黏筛网改造,消除了筛网板结的影响,另外制定了球团矿筛网清理制度,规定槽下人员每班不定期清理,确保过筛正常。
4 结 论
新钢 11# 高炉自 2014 年炉身结厚以来, 积累了大量关于炉身结厚的操作经验,对结厚物的性质和形成原因进行了深入分析,通过日常操作手段使结厚物自然脱落。
1)结厚物从炉身中下部开始,自下而上延伸到炉身上部袁面积大、范围广,且具有再生性、可变性,对高炉炉况的影响显著。
2)结厚物脱落时袁高炉会出现炉衬温度剧变、压高难行、出铁量减少、炉凉前铁水[Sn]突高、冒白烟等一系列现象,有利于及早发现并处理结厚物脱落带来的炉况异常,减少损失。
3)结厚物本质为 Sn 凝结物、锌碱质瘤、粉质瘤。Sn 化合物在炉内开始粘结的位置较锌碱质瘤、粉质瘤更低。
4)降料线操作、疏导边缘气流、增加进风量、保 证炉缸工作活跃、加强块矿和球团矿过筛是保证11# 高炉顺行尧消除结厚的重要操作手段。
参考文献
[1] 李向伟,帅照,严琳波. 武钢 1 号高炉炉墙结厚的处理[J]. 炼铁,2018,37(6):42-44.
[2] 陈军,王志堂,赵淑文,等. 马钢 4 号高炉炉身结厚的处理[J]. 炼铁,2018,37(1):47-50.
[3] 李向伟,陈春平,盛亚,等. 武钢 5 号高炉防止炉墙黏结操作实践[J]. 炼铁,2017,36(1):29-32.
[4] 赵成. 宣钢 2500 m3 高炉炉墙结厚的处理[J].炼铁,2018,37(5):39-42.
[5] 伍强,杨文荪. 新钢 11 号高炉上部严重结厚处理[J]. 江西冶金,2017,37(4):16-19.
[6] 唐荣,叶建刚. 新钢 11 号高炉设计特点[J]. 江西冶金,2015,35(3):47-49.
[7] 周传典.高炉炼铁生产技术手册[M]. 北京: 冶金工业出版社, 2002.
[8] 肖钊聚,高占锋. 有害元素 Zn 对安源高炉生产的影响及对策[J].炼铁,2013,32(5):50-52.
[9] 林国太. 三钢 8 号高炉炉况失常及恢复处理[J].福建冶金,2017,46(2):12-14.
[10] 郭艳玲,胡俊鸽,周文涛,等.焦炭质量对高炉炼铁的影响[J]. 上海冶金,2014,36(3):51-55.