
闫君忠
(南京钢铁集团有限公司第一烧结厂,江苏南京210035)
摘要:分析了某180m2烧结机台车运行存在跑偏问题,认为是头部弯轨轨迹变化,水平轨道、机尾移动架沉降造成的;对烧结机头部弯轨调整,水平轨道、机尾移动架沉降调整,烧结机头部星轮调整,有效解决了烧结机台车运行跑偏问题。
关键词:烧结机;沉降;跑偏;调整
引言
南京钢铁集团有限公司第一烧结厂180 m2烧结机自2004年6月投产以来,已连续运行14年。该烧结机在投建时,因该片区域原为炉渣沉陷区,烧结机桩基不稳定,台车运行水平轨道等不规则沉降较为严重。前期因更换水平轨道、滑道时,为保证水平轨道与滑道的高差数据,以滑道为基准调整了水平轨标高,烧结机运转跑偏加剧且呈锯齿错落状,台车轮缘磨损严重,引发较多烧结机运行故障。针对该台烧结机跑偏不良运行状况,第一烧结厂利用15天烧结机漏风改造契机,对烧结机展开纠偏调整。
1 跑偏原因分析
前期利用检修更换头部弯轨时,因弯轨支撑梁局部变形严重及检修时间不允许,弯轨轨距、头部星轮齿板与弯轨侧面间距、头部星轮齿板齿根与内弯轨轨面间距等关键尺寸数据都无法调整与设计安装尺寸一致,这导致烧结机台车在被头部星轮驱动过程中轨迹发生了一定的变化,是烧结机跑偏的主要原因。
基础的不规则沉降是该台烧结机老大难问题,也是造成烧结机跑偏的直接原因,前期更换水平轨道及滑道时,因沉降过于严重,短时间检修无法调整,为减少滑道漏风,最后以滑道为基准,调整水平轨道标高,处理后开机生产烧结机跑偏情况加剧。
2 跑偏治理措施
2.1头部弯轨调整
2. 1. 1 头部弯轨调整理论依据
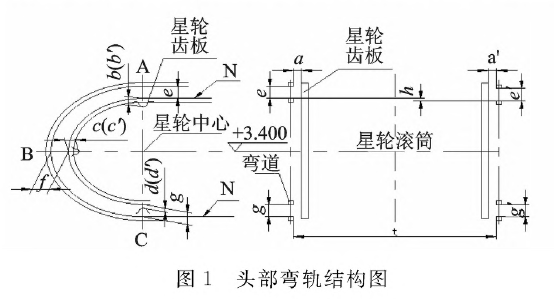
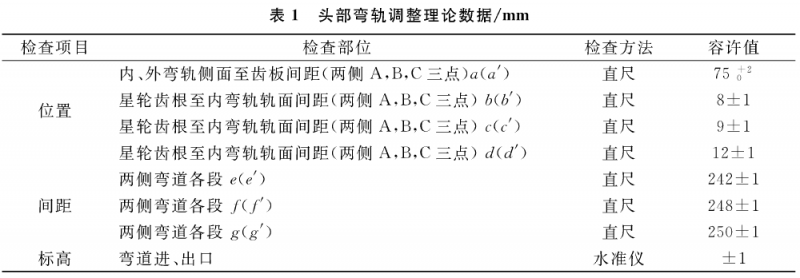
该烧结机头部弯轨结构如图1所示,根据烧结机安装说明书理论数据进行调整,数据如表1所示。
2. 1. 2 头部弯轨调整过程(水平轨道上部及头尾弯轨所有台车已全部拉空)
(1) 头部星轮两侧轴承座标高检测因空间狭小及视线受阻,无法使用水准仪检测两侧标高,最后利用连通管原理,使用注水水管检测头部星轮两侧轴承座标高误差范围在士1 mm范围之内,不需任何调整。
(2) 部分变形弯轨支撑梁更换部分轨道梁变形严重,致使弯轨关联数据无法调整,必须在弯轨调整前将变形的轨道梁进行局部更换。
3)弯轨关联数据调整利用千斤顶及之前准备好的组合垫片按照理论安装数据进行弯轨关联数据调整。
2. 1. 3 弯轨调整前后数据及分析
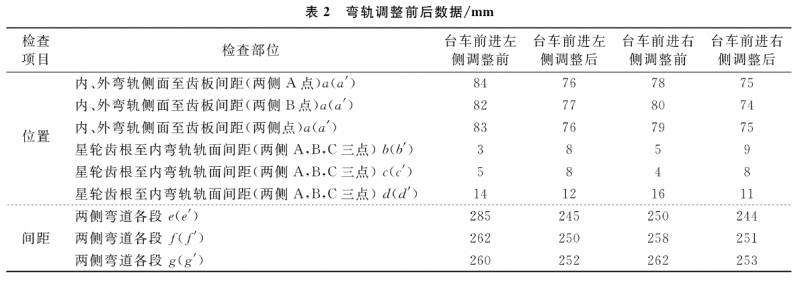
弯轨调整前,数据误差较大,对整个台车运行跑偏还是存在较大影响。通过更换变形的轨道垫梁及增减垫片,最终弯轨相关数据基本达到安装精度要求,满足烧结机正常运行需求,如表2所示。
2.2水平轨道及机尾移动架调整
2.2.1 机尾移动架调整
因头、尾星轮距离较远及视线受阻,无法使用水准仪检测头、尾星轮标高差,最后利用连通管原理,使用注水水管检测头、尾星轮轴承座标高误差,检测结果显示球团侧尾部星轮低65 mm,江边侧尾部星轮低49 mm。最后通过将机尾移动架4个拖轮调平、抬高,进而将机尾移动架抬高、调平。通过调整,最终机尾移动架水平误差在士1 mm范围之内,满足运行需求。
2.2.2 水平轨道调整
(1) 架设中心基准线
分别在头尾星轮上找定中心点,利用钢丝通过头尾星轮中心点拉设中心基准线。
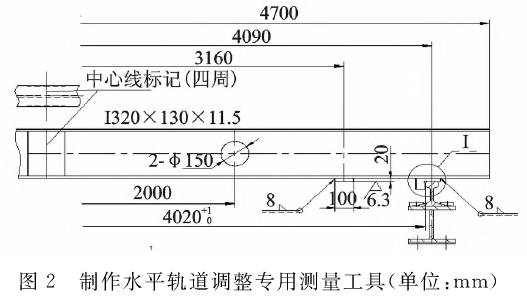
(2) 制作水平轨道调整专用测量工具
制作如图2所示的水平轨道调整专用测量工具。
(3) 测量上部水平轨道标高,并进行轨道
调整由机头至机尾设定15个测点,通过水准仪进行测量,并进行数据记录。根据数据进行水平轨道标高调整。
(4) 滑道、水平轨道关联调整
利用水平轨道调整专用工具进行滑道、水平轨道关联数据调整,保证水平轨道、滑道纵向直线度,横向间距精度,及水平轨道、滑道高差精度。
(5)下部水平轨道调整
分别利用线锤及水平轨道调整专用工具调整下部水平轨道与上部水平轨道高差及下部水平轨道水平间距,保证下部水平轨道与上部水平轨道高差为3260 mm,下部水平轨道间距为4020 mm。
(6)水平轨道调整前后数据及分析
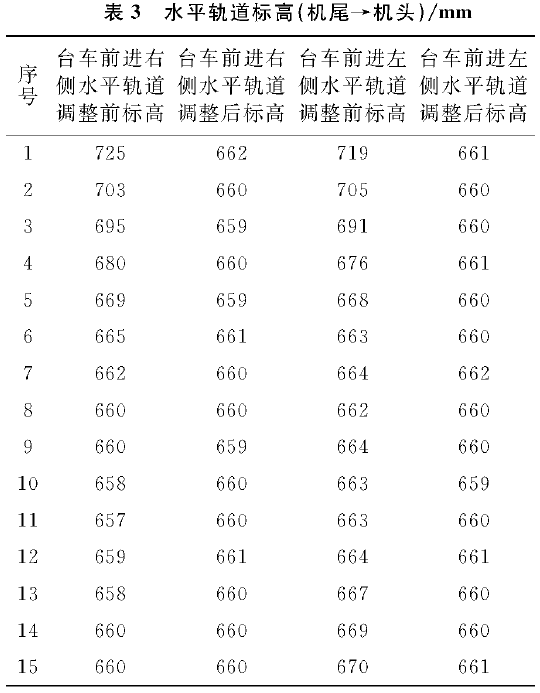
水平轨道调整前,烧结机尾部轨道整体下沉较多,整体调整难度大,一烧厂利用烧结机漏风治理契机,对整个水平轨道沉降进行了综合治理。水平轨道抬高后,为保证滑道与水平轨道高差,同步对滑道进行了抬高处理。通过水平轨道调整,最终标高数据满足烧结机正常运行需求,如表3所示。
2.3头部星轮调整
对头部弯轨、水平轨道调整后,烧结机台车运行错落分布的现象得以彻底消除,但烧结机台车跑偏现象没有得到很好的好转。后决定对烧结机头部星轮进行调整,因烧结机往台车前进右侧跑偏,故利用停机检修,将烧结机头部星轮球团侧轴承座往机尾方向移动6 mm;烧结机开机生产后,跑偏现象得以明显好转,烧结机台车基本处于正常运行状态。
3 结束语
南京钢铁集团有限公司第一烧结厂180 m2烧结机经过一系列的调偏处理,烧结机跑偏得到根本改善。通过本次系统性的跑偏调整,总结了跑偏治理经验,后期停机检修会不定期的对水平轨道等相关数据进行检测,及时做好微调,保证调偏成果长期有效。同时,总结此次跑偏调整的方法、经验,为今后该台烧结机或同类型的烧结机跑偏调整提供思路。
参考文献:
[1] 徐灏.机械设计手册(第二版)[M].北京:机械工业出版社,2000.
[2] 黄云清.公差配合与测量技术(第三版))M].北京:机械工业出版社,2012.
[3] 汪用澎,张信.大型烧结设备[M].北京:机械工业出版社,1997.