
王盛林
(宝山钢铁股份有限公司,上海 201900)
摘要:介绍了中间包辐射连续测温的原理及系统的改进,并进行了现场试验。试验结果表明:系统温度测量基本稳 定,测温管响应时间短;且在大包开浇、交接时也均能快速反应出中间包温度的变化。该系统的温度测量偏差≤ 1.58 ℃,满足了现场生产的需求。
关键词:连铸机;中间包;钢水;连续测温
引 言
中间包连续测温技术是指采用连续测温探头取代传统的热电偶点测方式,以提供给连铸操作人员实时、连续、准确的钢水温度,尤其是可以提供中间包开始浇铸、钢包更换及中间包浇铸结束期间的温度变化趋势,供操作人员快速应对突变情况。而且如果连铸机采用中间包加热技术,那么加热过程中更是需要实时监测中间包内钢水温度,连续测温装置更是必不可少。使用连续测温装置,有利于进一步提高连铸坯质量和产量,同时可以降低人工劳动强度,是连铸智慧制造技术及现场人员效率提升的必需技术之一[1-6],越来越多的钢铁企业开始采用连续测温装置。
目前已投入工业使用,技术上较成熟的中间包连续测温有两种[7-11]:一种是热电偶测温,使用带有保护套管的铂铑热电偶或者抗氧化钨铼热电偶;热电偶式连续测温的原理较为简单,关键的问题是如何提高保护套管的使用寿命以及降低昂贵的热电偶消耗。
国外较为成熟的中间包连续测温装置的保护套管的使用寿命可达几百小时。国内有少量连铸机采用国产的中间包连续测温装置,使用性能基本满足中间包测温要求。另外一种是红外辐射测温,即黑体空腔辐射测温,也是目前利用普遍的一种连续测温技术。
1 辐射连续测温系统的简介
1.1 工作原理
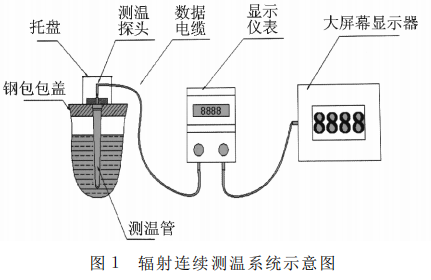
辐射连续测温系统由测温管、测温探头、信号处理器、大屏幕显示器、标准信号发生器等组成,如图1所示。其测温原理是利用黑体空腔辐射进行测温,以黑体空腔作为感温元件及辐射源,由光电管接收辐射信号,转换成电信号,经滤波、放大及数据处理后直接输出被测的温度值[12-13]。当将测温管插入到钢水中时,测温探头会接收测温管底部钢水处的温度相对应的辐射信号,并且将其输送到信号处理器,信号处理器经过计算确定钢水的实际温度,通过大屏幕显示钢水温度值。
1.2 系统的组成
辐射连续测温系统主要由测温管、测温探头和信号处理器组成。使用时将测温管的封闭端插入钢水中,感知钢水温度,并且产生热辐射由测温探头接收。
测温探头是由光学系统、光电探测器、信号传输线及冷却风路系统组成。光电探测器采用光电管,其峰值波长的选择应与测温管相匹配。测温管发出的热辐射经光学透镜传输给光电探测器,由光电探测器将热辐射信号转换成与温度成一定关系的电压信号,再由信号传输线传至信号处理器。
信号处理器由供电系统、输入输出系统、显示系统、数据处理系统等构成。信号处理器接收由测温探头输出的电信号,经单片机根据在线黑体空腔理论公式计算出被测钢水温度,并由数字显示系统显示被测温度。
2 辐射连续测温系统的改进
目前国内所用的连续测温系统主要是利用黑体空腔测温,但在使用过程中每隔一段时间就需要对系统校正,影响了连续测温的正常使用,主要问题及改进措施如下:
2.1 钢水温度变化响应速度较慢
连续测温系统的温度测量是一种间接测量,所测温度为测温管底内壁的表面温度,只有当测温管底部与钢水完全同温时,所测温度才是钢水的真实温度。当钢水温度发生变化时,该变化量向测温管内壁的传递存在时间延滞。
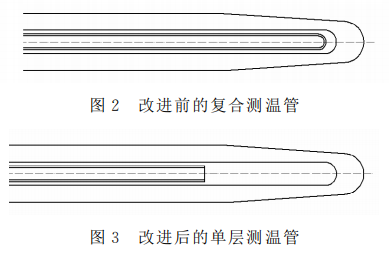
系统所用的测温管为双层复合管,如图2所示,温度响应较慢。现将测温管内管开口,变为单层管,如图3所示。这样测温管底部的辐射信号直接由测温探头采集,测温时间响应短,反应速度快。测温相应时间上,改进后的测温管要快近一倍。
2.2 测温管中产生的烟雾无法排出
生产测温管的主要原料为 C+。Al2O3当测温管放入钢水中时,测温管不可避免的要产 生烟雾。
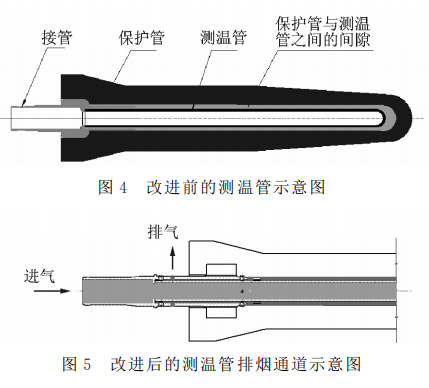
另外用于冷却测温管的压缩气体中都不同程度的含有一定量的水滴和油滴;当这些物质进入测温管内部时,会产生烟雾。产生的烟雾在测温管内会遮挡测温光线,污染连续测温探头的镜片,大大影响温度测量的准确度。由图4可见改进前的连续测温管由于是复合管,没有排烟通道,会造成测温不准。改进后的测温管是单层管,测温管内的窥视管下端为开口,并设有排烟通道,测温管内所产生的烟雾被及时的排出,没有烟雾遮挡测温光线的现象,所以测温比较准,如图5所示。
2.3 冷却气源压力不稳定影响测温精度
改进前的连续测温系统冷却气体系统较简单,直接将源气体吹入测温管及测温探头,没有考虑到气体压力的不稳定,而测温探头要求压缩气压力稳定在4kg。所以当气体压力过低时,测温镜片上极易被钢水溅上白点,造成温度显示值低,影响了连续测温的精度。
改进后的冷却气体系统添加了自动调节装置和空气过滤器,可以根据探头的环境温度,自动调节探头和测温管的通风量,解决了测温不稳定的问题,也一定程度上减少了冷却气体的消耗。
3改进后的测温系统现场试验
在宝山钢铁股份有限公司二炼钢5CC生产线试验了改进后的测温管,共试验了4个中 间 包、30炉钢。
3.1 试验内容
3.1.1 试验钢种及相关参数
试验钢种:普通低碳铝镇静钢,液相线温度1533 ℃,过热度控制在25 ℃;中间包形式:5CC 生产线采用T型中间包,正常工作吨位40吨。
3.1.2 连续测温安装调试
将测温仪表安装在连铸机中间包车上,待大包开浇中间包吨位稳定后,将测温管放入中间包包盖右侧的测温孔内,插入深度低于中间包工作液面≥300mm,将测温探头内通气体冷却,测温探头与测温管插接好,预热信号处理器连续自动显示中间包内钢水的温度。
3.1.3 与快速偶头测温对比
待连续测温系统工作时,同时使用人工测温点测一次,热电偶头需浸入钢水7-8s,等待测温结束灯亮。为保证测温环境的一致性,人工测温也必须在中间包同一侧的测温孔中进行。为确保数据实验量,每炉钢测温6次以上,同时记录两种测温方法测量值,作对比曲线及偏差分析。
3.1.4 测温管的寿命
待中间包钢水浇铸结束后,测温管随同中间包一同下线,检查测温管渣线熔损情况。
3.2 试验结果
3.2.1 温度测量的稳定性
温度测量的稳定性是指在正常测温条件下,系统连续长期工作时,其温度测量的准确性能否保持稳定。分析结果显示,系统温度测量基本稳定,在同一支测温管连续工作的整个时期,温度测量的准确性基本一致。
3.2.2 温度测量的响应速度
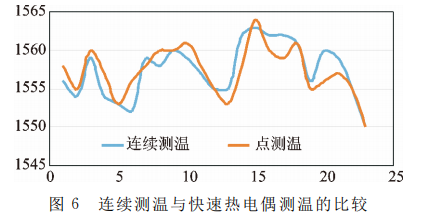
未烘烤测温管在插入中间包钢水3min内即可达到正常工作状态,若随中间包一起烘烤则响应时间仅为60s。通过对比改进连续测温曲线与点测温值(如图6所示),表明在开浇、大包交接时也均能快速反应出中间包温度的变化,响应速度较改进前有了明显的进步。
3.2.3 温度测量的准确性
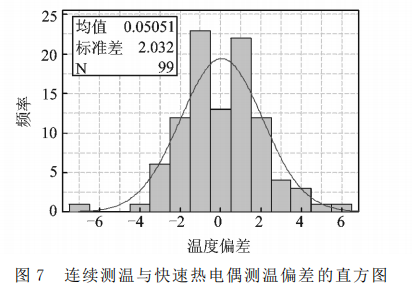
采用快速热电偶与连续测温进行测量值对比。共进行了4次温度对比试验,对同一时点的热电偶和连续测温温度值进行了统计分析。4次试验连续测温与测温平均偏差在1.58 ℃。而改进前的连续测温平均偏差在2.28 ℃。图7显示了试验过程中连续测温值与热电偶温度值的偏差分布,偏差≤±1℃的占总数据的72.3% ,而偏差≤±2 ℃的占总数据的95.2%,能够满足现场生产需求。
3.2.4 测温管寿命
对使用过的测温管观察发现,测温管长时间浸泡在钢水中后,在渣线附近出现少许侵蚀,但渣线以下的管体几乎没有侵蚀。本次4支测温管预计寿命在24h,在4次试验时使用良好,未发现由于渣线侵蚀造成的断裂现象。
4 结束语
(1)连续测温系统性能可靠,运行稳定,在同一支测温管工作的整个周期内,测温精度完全满足温度控制要求,同时测温管寿命与连浇周期同步,满足现场的生产需求。
(2)测温管能在短时间内达到正常工作状态,在连铸开浇、钢包更换、中间包浇铸结束时也均能快速反应出中间包温度的变化。
(3)连续测温与点测温平均偏差在1.58℃。温度偏差≤±1℃的占总数据的72.3%,温度偏差≤±2℃的占总数据的95.2%,能够满足钢水温控要求。
参考文献:
[1] 李凤巧.连铸机中包连续测温系统的研究与应用[J].中国铸造装备与技术,2017,52(2):71-72.
[2] 黄声良,杨枝超.中间包连续测温装置应用实践[C].连铸装备技术的科技进步与精细化学术研讨会.北 京:中国金属学会,2013.110-112.
[2] 周永 华,何 俊 正,肖 帆.钢水连续测温技术在安钢板坯连铸生产中的应用[J].自动化应用,2015,55(5):84-85,88.
[4] 吴光杰,王 海 宝.中间包钢水温度连续测量技术研究[J].科技通报,2005,21(2):233-235,241.
[5] 贾思放.连铸机中间包连续测温技术应用[J].酒 钢 科技,2012,23(3):263-265.
[6] 张 茜.连铸中包钢水连续测温技术的应用[J].中 国设备工程,2013,28(8):52-53.
[7] 王 琳.基于光纤红外辐射原理的中间包连续测温技术研究[D].沈阳:东北大学,2005.
[8] Carl-Erik GRIP.Simplenodel forpre diction of temper-aturesinan L-shapedtundishver fication tinu-oustem perature measurements[J].ISJI nternational,2007,38(7):704-713.
[9] 聂崇瑞.中包钢水连续测温装置的应用[C].2012年全国炼钢-连铸生产技术会.北京:中国金属学会,2012.943-944,948
[10]谢 植,次 英,孟红记,等.基于在线黑体空腔理论的钢水连续测温传感器的研制[J].仪 器仪表学报,2005,26(5):446-448,456.
[11]史新清,陈良玉,马交成.基于解析法的黑体空腔传感器测温预估研究[J].仪表技术与传感器,2017,46(7):1-3,10.
[12]黄晓东.黑体空腔钢水测温系统的优化[J].科技视界,2016,5(23):74,92.
[13]张贺全.黑体空腔式中间包钢水连续测温技术的实践与应用[J].中国高新技术企业,2010,16(10):58-59.