
李东生,田立明,佟敏英,李晓春,赵德胜
(鞍钢股份有限公司炼铁总厂,辽宁鞍山114021)
摘要: 针对传统高炉热风管道系统膨胀缝留设过大、不合理的问题,分析了热风管道工作层砖和轻质隔热砖的膨胀和收缩性质,提出了合理的热风管道膨胀缝设置方法,在生产实践中应用效果良好,对热风管道砌筑具有指导意义。
关键词: 高炉;热风管道;膨胀缝;热膨胀性;重烧线变化;耐火泥浆
高炉的热风管道内衬由耐火材料构成。耐火材料在使用过程中受热风温度变化的影响, 将产生热胀冷缩现象,并由此产生热应力。在热风管道砌筑过程中,为了避免管道砌体受热膨胀变形,提高热风管道的使用寿命和生产安全性, 减少或消除热应力,通常在设计热风管道时留设膨胀缝,既要保证砌体的严密性, 又要保证在砌体之间不存在导致砌体损坏的应力。当膨胀缝留设位置不当或宽度不够时, 会导致砌砖被挤压损坏或产生裂纹;当膨胀缝留得太大时,砌体会不严密,结构强度也被削弱。
鞍钢股份有限公司炼铁总厂高炉热风管道多采用传统膨胀缝留设方法砌筑,投入使用后,经常出现砌体串风、管皮温度升高甚至发红的现象。为解决此问题,对传统膨胀缝留设存在的问题进行了分析,并提出了合理的热风管道膨胀缝设置方法。
1 传统膨胀缝留设存在的问题
传统的膨胀缝留设方法,是按照线膨胀系数计算热风管道膨胀缝尺寸,主要由使用材料的性质和所承受的温度来决定。一般情况下,取加热面最高温度时的理论膨胀量的50%~100%作为基准。国内外资料显示, 各类耐火砌体的线膨胀数值差不多。多数热风炉设计中工作层砌体膨胀缝值[1]见表1。
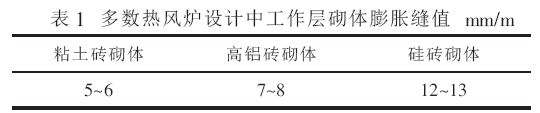
热风管道工作层砖通常为重质高铝砖, 即每米长热风管道工作层砖的膨胀缝值为7~8 mm,传统膨胀缝依据此标准设计,应用于生产实践中,经常出现砌体串风、管皮温度升高甚至发红的现象,说明膨胀缝尺寸过大、不合理。只有综合考虑砌体的热膨胀性、重烧线变化及耐火泥浆产生的收缩等因素,才能使留设的膨胀缝尺寸更加合理,从而保证热风管道系统的稳定性。
2 热风管道系统膨胀缝合理设置方法
2.1 工作层砖膨胀缝设置方法分析
膨胀缝的留设不仅要考虑耐火材料的热膨胀性,还要综合考虑耐火材料的重烧线变化、砌砖之间的耐火泥浆带来的收缩等因素, 以使膨胀缝尺寸的大小更加合理。
2.1.1 热膨胀性
耐火材料受热时体积膨胀, 冷却后又恢复到原来的体积, 这种随温度变化而发生可逆体积变化的物理性质,称为热膨胀性。热膨胀性不仅是重要的使用性质, 也是工业炉窑和高温设备进行结构设计的重要参数, 一直受到耐火材料使用者的高度关注。
基于耐火材料热膨胀性这一热学性能, 在设计炉子砌体或制订烘炉、运行制度时,着重考虑它的膨胀量, 并以此作为砌体中留设膨胀缝尺寸的依据之一。若不考虑耐火材料的热膨胀性,在炉子砌筑后的烘炉阶段, 会因为砌体受热膨胀而发生开裂甚至崩塌现象。热风管道系统工作层的轴向膨胀尺寸大小, 根据耐火材料的线膨胀系数和管道内的热风温度来确定,通常可按下式计算[2]:
F=αL(t-t0) (1)
式中,F 为膨胀尺寸,mm;α 为线膨胀系数,10-6 ℃-1;L 为砌体尺寸,mm;t 为砌体最高温度,℃;t0为砌体原始温度,℃。
在20~1 200 ℃条件下,取高铝砖的平均线膨胀系数为6.5×10-6 ℃-1, 则每米长热风管道的轴向膨胀尺寸为F=6.5×10-6×1 000×(1 200-20)=7.67 mm。由此,10 m 长的热风管道将产生7.67×10=76.7 mm的膨胀。
2.1.2 重烧线变化
绝大多数的耐火制品在高温下长期使用时,体积可能产生不可逆的收缩或膨胀, 这种体积的变化称为残余收缩或膨胀,也称重烧收缩或膨胀。耐火砌体过大的残余收缩会导致砌体砖缝增大,不利于砌体的气密性、整体性、抗渣性和热稳定性,严重时可能导致砌体下沉以致倒塌;而过大的残余膨胀会造成砌体内部应力分布不均, 从而破坏原来的几何形状,甚至会使炉子倒塌。因此,无论是残余收缩或残余膨胀都会使砌体寿命缩短。
耐火材料在烧成过程中, 期间的物理化学变化一般都未达到烧成温度下的平衡状态, 当制品在长期使用过程中,受高温作用时,一些物理化学变化仍然会继续进行, 结果使制品的体积发生变化———收缩或膨胀。制品产生残余收缩的过程是制品继续致密的过程,由于在高温时产生液相,在表面张力的作用下,晶相重新分布,使颗粒互相靠紧,产生收缩,如镁质制品、高铝制品、粘土制品都会产生此种现象。残余膨胀是由于一些高密度的反应物发生反应而形成低密度产物或高密度的晶型向低密度晶型转化未充分完成造成的, 如以石英为原料制成的硅砖烧成不充分时, 由于鳞石英化和方石英化不足就会产生重烧膨胀。
耐火制品的重烧变形量是一项重要的使用性质,对判别制品的高温体积稳定性,从而保证砌体的稳定性,减少砌体的缝隙,提高其密封性和耐侵蚀性, 避免砌体整体结构的破坏, 都具有重要意义。高铝质耐火材料的重烧线变化指标[3]见表2。
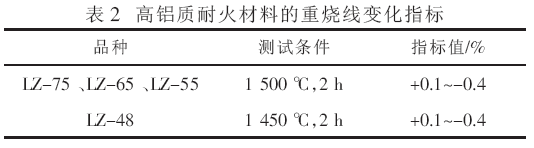
热风管道的工作层砖大多为高铝材质, 其重烧线变化在生产实际应用中表现为收缩, 取-0.2%, 则每米长度热风管道的重烧线变化为-0.2%×1 000=-2 mm,由此,10 m 长的热风管道将在轴向产生-2×10=-20 mm 的收缩。
2.1.3 耐火泥浆
耐火泥是由粉状物料和结合剂组成的供调制成泥浆用的不定形耐火材料,主要用作砌筑耐火砖的接缝。耐火泥作为接缝材料,其质量优劣对砌体的质量有相当大的影响,通过它可以调整耐火砖的尺寸误差和不规整的外形,以使砌体整齐和负荷均衡,并可使砌体构成坚固和严密的整体,以抵抗外力的破坏和防止气体、熔融液的侵入。同时,耐火泥浆也用来消除膨胀产生的应力。有数据表明,在800 ℃条件下,构成炉窑内衬的单体砖抑制自由膨胀所产生的最大应力(计算值)均在100 MPa 以上,如此大的应力,如果产生在管道或炉墙内,会破坏砌砖,发生管道或炉墙变形等事故。但在生产实际中,砌砖之间都有泥浆,所以这个应力被缓下来和或消除[4]。由此,砌砖之间的耐火泥浆可以认为它是单块砖之间设置的一个个小膨胀缝。
筑炉时, 耐火泥需添加约30%的水分调制成泥浆,以获得良好的使用性能。水分一部分被砖吸收,大部分仍留在泥浆中。在自身干燥和烘炉的作用下,泥浆中含有的水分将被蒸发掉,泥浆粒子间隙中水分的减少,使粒子相互吸引而密集,发生收缩现象。在水分蒸发及应力的作用下,将产生15%~20%的收缩[5]。若采用长度为300 mm 的单砖砌筑10 m 长的热风管道工作层时,沿热风管道轴向将产生33 个砖缝,每个砖缝按3 mm 计算时,砖缝总长度为:33×3=99 mm,泥浆收缩按15%计,则产生99×15%≈15 mm 的收缩。
综上所述, 当热风管道工作层砖采用高铝材质砌筑时,10 m 长热风管道沿轴向留设的膨胀缝应为:76.7-20-15=41.7 mm,也就是说,每米长度热风管道留设约4 mm 的膨胀缝即可,相比于传统的每米长度热风管道沿轴向留设7~8 mm 的膨胀缝,缩短了约一半。
2.2 轻质隔热砖膨胀缝设置方法分析
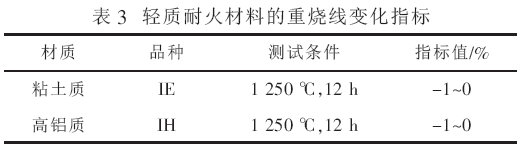
通常热风管道的砌体沿径向由内而外分别为重质高铝砖、轻质高铝砖、轻质粘土砖、耐火纤维毡和喷涂料。热风管道沿轴向砌筑的轻质高铝和轻质粘土砖的长度通常为230 mm,所以,在10 m长的热风管道上沿轴向砌筑的轻质砖之间产生的砖缝总长度,将比长度为300 mm 的重质高铝砖之间的砖缝总长度多43%。轻质耐火砖的重烧线变化指标见表3,可以看出轻质耐火砖的重烧线变化表现为收缩, 由于轻质隔热砖的平均砖体温度不高,产生的膨胀相对小,靠轻质砖自身的重烧线变化和泥浆的收缩便可吸收其产生的膨胀,因此,沿热风管道轻质砖的轴向和径向的膨胀缝全部取消。同时,沿径向取消耐火纤维毡,防止管道砌体受热风压力沿径向产生位移,形成串风。
3 热风管道膨胀缝设置实际应用
2014 年鞍钢股份有限公司炼铁总厂11 号高炉大修时,热风炉管道重新进行了砌筑,工作层材质为高铝质,另敷两层隔热砖,分别是轻质高铝砖和轻质粘土砖。在实际砌筑过程中,高铝质的工作层沿轴向按每米4 mm 留设膨胀缝,轻质隔热砖在轴向和径向都不留设膨胀缝。2016 年2 月29 日,在11 号高炉生产正常,热风流量3 790 m3/min,热风压力350 kPa,热风温度1 195 ℃时进行了热风管道管皮表面温度测试,测试结果见表4。
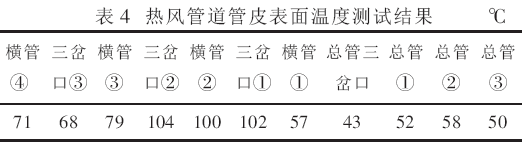
热风管道管皮温度设计范围为80~150 ℃。由表4 可以看出, 热风管道各部分的管皮温度都低于设计上限,有的甚至低于下限,说明热风管道膨胀缝设置合理,应用效果良好,达到了预期目的。
4 结语
传统高炉热风管道系统膨胀缝设置存在问题,膨胀缝留设过大、不合理。综合考虑砌体的热膨胀性和重烧线变化及耐火泥浆产生的收缩等因素, 提出合理的热风管道系统膨胀缝设置方法,即热风管道工作层采用高铝重质砖砌筑时, 膨胀缝沿轴向按每米4 mm 留设;热风管道的轻质隔热砖沿轴向和径向均不设膨胀缝, 同时沿径向取消耐火纤维毡。此方法应用于生产实际中, 效果良好,对生产实际中热风管道的砌筑具有指导意义。
参考文献
[1] 张志贤, 喻贞仁. 工业炉砌筑施工操作技术[M]. 北京: 冶金工业出版社, 2008: 176.
[2] 陈勇, 李彩霞, 薛鸿雁, 等. 加热炉膨胀缝的设计与施工[J].耐火材料, 2010, 44(2): 153-154.
[3] 刘麟瑞, 林彬荫. 工业窑炉用耐火材料手册[M]]. 北京: 冶金工业出版社, 2001: 16.
[4] 日本耐火材料技术协会. 筑炉工艺学[M]. 北京: 冶金工业出版社, 1987: 102.
[5] 日本耐火材料技术协会. 筑炉工艺学[M]. 北京: 冶金工业出版社, 1987: 105.