
张 帆
(国家知识产权局专利局专利审查协作广东中心, 广州 510000)
摘 要:随着我国钢铁工业的发展,同时伴随着钢铁产能严重过剩,市场竞争日趋激烈,对钢材表面质量的要求越来越高。钢材除鳞技术直接关系到产品质量的好坏和成本的高低,是钢材生产的核心工艺技术。本文主要介绍了高压水除鳞技术的起源及演进路线,从专利申请方面分析了高压水除鳞技术在国内外的发展状况,为国内企业提高高压水除鳞技术提供参考。
关键词:高压水;除鳞;氧化铁皮;专利申请
1 技术起源
热轧钢材表面氧化铁皮分为一次、二次和三次氧化铁皮。一次氧化铁皮是指钢坯在加热炉内加热过程中,表面与高温炉气生成的氧化铁皮,一般以小斑点、斑痕和带状条纹形式不规则地分布在带钢上。二次氧化铁皮是指带钢在轧制过程中表面氧化铁皮脱落,炽热的金属表面与水和空气接触,会生成新的氧化铁皮呈现分散的盐状。三次氧化铁皮是指钢材在精轧机内由于轧辊磨损和轧辊氧化膜剥落形成的氧化铁皮,氧化铁皮呈黑褐色、小舟状,细小、散沙状地分布在缺陷带钢表面[1]。氧化铁皮(特别是一次氧化铁皮和二次氧化铁皮)如不及时清除,不仅会使钢材表面的氧化铁皮在轧制过程压入钢材中,使钢材表面质量降低,还会加速轧辊的磨损。而去除一次氧化铁皮和二次氧化铁皮最有效的手段就是利用高压水将其除去,又称为高压水除鳞。
2 技术发展及研究情况
随着机械制造水平的提高及新材料的运用,高压水除鳞系统压力可从10~20MPa 提高到40MPa,清洗用高压水射流技术已发展至400MPa。长期以来,应用于钢厂的高压水除鳞一般为“中( 小) 流量的高压泵+ 水气蓄能器+ 高压空压机+ 最低液位控制阀+ 循环阀+除鳞阀”, 称之为“泵+ 蓄能器”系统,由于其流量小,系统复杂,一次性投资大,现已向“高压大流量离心泵+ 除鳞阀+ 卸荷阀”和“高压大流量离心泵+ 除鳞阀+ 卸荷阀+ 变频器”发展。
影响高压水除鳞效果的因素有很多,大到高压泵、除鳞箱的设计,小到喷嘴个数位置的布置,所以高压水除鳞的技术领域非常广。高压水除鳞主要有整体式除鳞、分体式除鳞、旋转除鳞和模料水除鳞等几种方式,较早的轧制生产线中运用较多的是整体式除鳞和分体式除鳞技术,随着控制技术和机械设备制造技术的提高,目前发展较快的是旋转除鳞和模料水除鳞技术。赫梅蒂克水力公司[2] 结合旋转除鳞的特点,开发了用于热轧件除鳞的液力设备,此设备可实现在轧件的整个宽度上除鳞。宝山钢铁股份有限公司[3] 结合自身产品和轧制生产线特点,开发了一种磨料射流工艺,专利申请号为CN201310039549,发明名称为“一种混合射流清洗的工艺及工艺布置”的发明专利申请对其作了详细介绍。
3 高压水除鳞技术总体分析
本文主要在CNABS、VEN 数据库中针对相关分类号并结合高压水和除鳞等关键词,对相关专利进行了检索和分析。
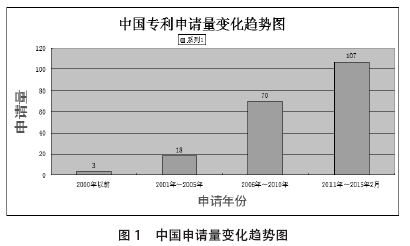
从图1 可以看出,高压水除鳞技术领域在中国的申请量大体经历了四个阶段:起步阶段:2000 年及2000 年之前在中国的申请量很少,仅为3 件;缓慢发展阶段:2001 年-2005 年,国内外企业一共在中国申请了专利18 件,其中国内申请12 件,PCT 申请6 件,这说明高压水除鳞技术开始得到国内外企业的重视;快速发展阶段:2006 年-2010年,国内外企业一共在中国申请了专利70 件,相比于2000 年-2005年专利申请量增长了近3 倍。其中国内申请70 件,PCT 申请0 件,这说明高压水除鳞技术得到了国内企业的高度重视,同时对产品表面质量的高要求也迫使企业在高压水除鳞技术领域投入更多的研究资源;稳定发展阶段:2010 年-2015 年2 月,国内外企业一共在中国申请了专利107 件,其中国内申请107 件,PCT 申请0 件。高压水除鳞技术越来越受到企业的重视,进入了稳定发展阶段。
国外申请量变化在一定程度上反映了高压水除鳞技术的技术变迁,1966 年-1985 年间,高压水除鳞技术专利申请量保持了高速增长,而这时也正是日韩钢铁工业的高速发展时期,对申请量的贡献非常大。1986 年-1990 年,申请量有所下降,1991 年-1995 年专利申请量达到最大值。而从1996 年至今,国外专利申请量呈不断下降趋势。而2006 年至今,国外向中国申请的PCT 数量为0 件,这是因为由于钢铁产业污染大、产值低,发达国家的钢铁生产量不断缩减,且钢铁产业向发展中国家转移。
将国内与国外申请量变化进行对比,从专利申请量进行分析,在21 世纪以前,在高压水除鳞技术领域,国外企业占据了技术的制高点,而国内企业鲜有涉及。而21 世纪后,国内企业专利申请量增长量迅速,而国外企业由于产业调整,专利申请量逐渐下降。当然在专利申请总量方面,国内企业还是远远比不过国外企业。由于日本在高压水除鳞技术方面研究较多,申请量占据了绝对优势,说明对高压水除鳞技术非常重视。
而2006 年至今,PCT 申请为0 件,这是因为由于钢铁产业污染大、产值低,发达国家的钢铁生产量不断缩减,且钢铁产业向发展中国家转移,而中国钢铁生产技术不断提高,我国企业应该抓住机遇,不断提高技术开发能力,使中国加速从钢铁大国向钢铁强国迈进。
参考文献:
[1] 孙蓟泉, 张帆. 带钢表面氧化缺陷的产生与预防[J]. 鞍钢技术,2013(02):1-5,41.
[2] 赫梅蒂克水力公司. 一种用于热轧件除鳞的液力设备,CN1925934A[P].20070307.
[3] 宝山钢铁股份有限公司. 一种混合射流清洗的工艺及工艺布置,CN103071687A[P].20130501.