
袁杰,鲍俭
( 江阴兴澄特种钢铁有限公司,江苏 江阴 214429)
摘 要: 在电弧炉50%热装铁水条件下,对比了不同冶炼工艺对电弧炉冶炼周期、吨钢氧耗和吨钢电耗的影响。试验结果表明,在电弧炉热装铁水比相同的条件下,采用不同的供氧制度能够有效缩短冶炼周期,提高电弧炉钢水化学成分命中率。
关 键 词: 电弧炉; 纯净钢冶炼; 热装铁水; 冶炼周期
引 言
纯净钢冶炼工艺研究目前主要包括两方面内容: 一是尽可能降低钢中杂质元素的含量,二是开发新技术,严格控制钢中非金属夹杂物的数量和形态。近年来随着市场要求的变化和自身产品结构的调整,江阴兴澄特种钢铁有限公司( 以下简称“兴澄特钢”) 生产的汽车零部件用钢日益增多,该类产品的表面质量检测、力学性能和晶粒度等检验标准很高,因此对钢液的纯净度要求也进一步提高。电弧炉冶炼的原料主要为废钢和铁水,电弧炉炼钢采用强化用氧工艺[1]。其中废钢来源比较复杂,许多残余元素难以控制,因此通过电弧炉兑入热装铁水的方法来降低杂质元素含量; 产品质量要求越高,电弧炉兑入铁水的比例就越高。
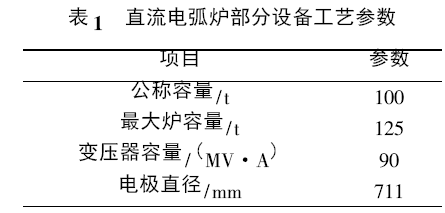
1 电弧炉主要设备工艺参数
直流电弧炉主要供氧设备为ACI PyreJet 集束氧枪和Pyrox 氧燃烧嘴,炉门自耗式碳氧枪和炉门水冷氧枪,具体参数如表1 所示。
2 试验方案
电弧炉中氧的输入方式有: 炉门自耗式碳氧枪、炉门水冷氧枪、炉壁烧嘴和空气中带入的氧气以及造渣材料提供的少量氧,而电弧炉中氧的输出方式则有: 烟气烟尘中的CO 和CO2等氧化产物及未反应的氧气,炉渣中的FeO 和SiO2等氧化产物。
对兴澄特钢一分厂的超高功率100 t 直流电弧炉的设备数据和生产数据的总结和分析得出,在采用GMBH 自耗式碳氧枪和3 支ACI PyreJet 集束氧枪配合使用时,其能够提供的最大有效供氧强度为0.8 m3 /( t·min) ; 采用4500 m3 /h 的超音速水冷氧枪和3 支ACI PyreJet 集束氧枪配合使用时,有效供氧强度可达到1.25 m3 /( t·min) 。
通过对设备参数和以往生产实践及数据的总结分析,制定两种不同试验方案:
方案1: 采用自耗式碳氧枪与ACI PyreJet 集束氧枪全程进行供氧,热装铁水比为50%左右,冶炼钢种为中碳钢,统计冶炼周期、吨钢氧耗、吨钢电耗。
方案2: 采用自耗式碳氧枪和水冷氧枪在冶炼的不同阶段与ACI PyreJet 集束氧枪配合进行供氧,热装铁水比为50%左右,冶炼钢种为中碳钢,统计冶炼周期、吨钢氧耗、吨钢电耗。
3 试验结果与分析
3.1 试验数据
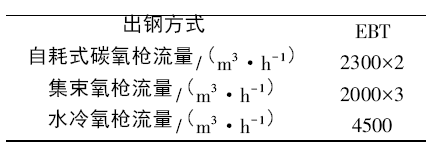
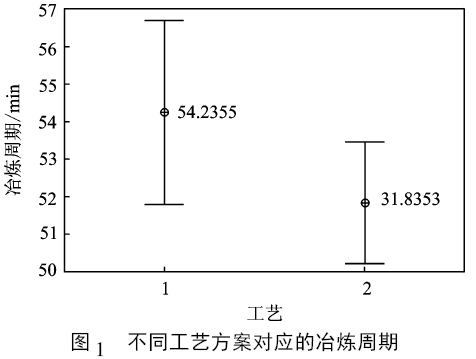
采用以上两种冶炼试验方案分别冶炼30 炉,统计电弧炉的冶炼周期,吨钢氧耗和电耗,如图1,2所示。
3.2 结果分析
对两种方案的相关数据结果进行统计、分析。其中方案2 的冶炼周期相对于方案1 的冶炼周期平均值少2.4 min,从冶炼周期值的分布来看,方案2也明显低于方案1; 在吨钢氧耗方面,方案1 比方案2 少消耗氧气3.35 m3 /t; 吨钢电耗方面,方案1 比方案2 多消耗电能26.93 kWh /t。综合对比来看,方案2 要优于方案1,为纯净钢的后续工序处理提供了时间保证。
电弧炉热装一定比例的铁水生产中,根据实际操作经验,采用模块化及分时段控制理念解决了提高供电效率问题。电弧炉热装铁水冶炼,吹氧时自然形成的泡沫渣( 氧化中、后期) ,足以包覆弧光,吹炼初期随着低碱度炉渣的放出,应多批量加入渣料,使炉渣碱度缓慢上升,既能持续保证炉渣的流动性,又能提高冶炼效率,缩短冶炼时间。通过集成强化供氧和调整炉渣碱度、粘度等,完成全程泡沫渣冶炼。相对于方案1 中的自耗式碳氧枪,方案2 中采用的4500 m3 /h 的超音速水冷氧枪,有效供氧强度得到提高。水冷氧枪的使用,提高了射流氧的刚性,使其对熔池有足够的穿透深度[2],加快钢水脱碳、脱磷速度,在保证钢液氧化性、磷成分符合工艺要求的前提下,缩短冶炼周期; 由于供氧强度的提高,氧化反应的程度相对加深,从而导致了吨钢氧耗的增加; 同样由于供氧强度和效率的提高,电弧炉中铁水氧化供热量增加,同时由于冶炼效率的提高,减少了热损失,均是电耗降低的原因。
另外,水冷氧枪冶炼存在炉壁、炉盖的溅钢问题,分析认为炉壁、炉盖是否溅钢主要取决于炉渣的流动性。吹炼初期,铁水中的Si 优先氧化,渣中SiO2浓度迅速上升,同时Fe 部分氧化,渣中FeO 浓度亦迅速上升,此时熔渣碱度很低,流动性良好,另一方面,C-O 反应生成的CO 气泡迅速逸出渣面,故形不成泡沫渣; 吹炼继续进行,炉门放渣,加料造新渣,此时吹氧,熔渣发泡良好。影响炉壁粘钢的另一因素是渣量。冶炼后期渣量较小时,尽管炉渣发泡好,流动性也好,但仍有溅钢现象,故应保持合适的渣量,一般不低于钢水重量的2%。
4 结束语
在50%热装铁水条件下,直流电弧炉冶炼纯净钢有以下特点:
(1) 炉门自耗式碳氧枪与超音速水冷氧枪的配合使用比单独使用炉门自耗式碳氧枪的方式可以提高氧气使用效率,缩短冶炼周期;
(2) 炉门自耗式碳氧枪与超音速水冷氧枪的配合使用比单独使用炉门自耗式碳氧枪的方式吨钢氧耗要高,吨钢电耗偏低。
参 考 文 献:
[1] 韩建淮,张琪渔.电弧炉炼钢用氧量分析和热装铁水的用氧效果[J].江苏冶金, 1997(3) : 55—56.
[2] 徐国庆,许晓红,钱刚.兴澄钢铁公司100 t 直流EBT电弧炉高效生产实践[J]. 特殊钢,2004,25( 3) : 50—51.