
刘品良 吴国江
(江苏省苏州市常熟市龙腾特种钢有限公司烧结分厂)
摘要:本文在燃煤锅炉除尘脱硫脱硝系统工艺设计方面,有针对性的进行实施工艺的比较,选取了最优的解决方案。在电气系统设计方面,详细介绍了配电设计,实现了对燃煤锅炉的精准控制。在电控系统调试方面,介绍了系统调试前准备工作、试运行、正式运行以及其它操作细节,为今后类似燃煤锅炉烟气除尘脱硫脱硝项目提供设计参考。
关键词:燃煤锅炉;除尘脱硫;多塔式工艺
1 燃煤锅炉除尘脱硫脱硝系统工艺设计
1.1 除尘系统工艺设计
锅炉尾部除尘工艺选用布袋除尘器可大大提高除尘效率,不会造成二次污染,烟尘排放浓度一般可小于 30mg/Nm3,甚至低至 5mg/Nm3。
根据国产布袋除尘器在冶金、建材系统中的经验,大中型锅炉除尘改用布袋除尘器,可将锅炉出口含尘量由 300mg/Nm3降至 10mg/Nm3以下,可大大减少粉尘对大气污染。
静电除尘器对难以收集的煤尘应用效果并不理想,烟尘超标排放。采用布袋除尘器可避免此类问题出现。
对除尘器的设计、制造、安装、调试和运行等每一步都经过严苛的计算。为保证在各种环境条件下能长期、安全、稳定的工作,为综合保证除尘器的性价比,决定采用长袋低压脉冲除尘器。设计参数如下:
数量:3 套
形式:脉冲袋式除尘器 单套参数如下:
净过滤面积:1300 m2
滤袋数量:400 只
滤袋规格:φ160x6500 mm
除尘器室数:≥4 个
过滤风速:<0.95 m/min
处理风量:65000 m3/h
入口气体温度:160 ℃
设备阻力:<1200 Pa
出口粉尘浓度:≤30 mg/m3
设计除尘效率:≥99.4%
清灰用气源压力:0.5~0.7 MPa
清灰用空气耗量:3.4 m3/min
承受负压:-8500 Pa
1.2 脱硫系统工艺设计
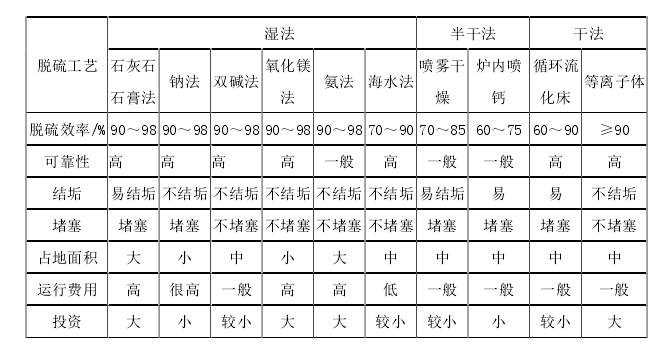
图1 脱硫工艺对比表
由上可见:其中石灰石/石灰-石膏法技术成熟,特别适用于中小型锅炉烟气脱硫,并且投资少,占地面积小,运行成本低,非常适合中国国情。
吸收塔浆液池中的 pH 值通过加入石灰石浆液来控制,在吸收塔浆液池中的反应需足够长的时间以使石膏能产生良好的石膏结晶 (Ca SO4·2H2O)。
利用氧化风机(2用1备),在烟道气中的氧含量不能满足氧化要求的情况下,为吸收塔浆罐内供给充足的氧,加速石膏的生成(即将亚硫酸钙进一步氧化为硫酸钙)。若不能充分引入足够的氧化性气体,将会使塔中的脱硫率下降,并造成污染。氧化性空气经喷嘴输送至吸附塔中的淤泥槽。
新鲜的氧化性气体从空气滤清器中被吸进,再由消声器经导管送至吸收塔。为使氧化气降温(当其远离风机时,可达到100摄氏度),需将水注入氧化气,使其汽化,从而使氧化气降温。
1.3 脱硝系统工艺设计
虽然 SCR、SNCR 技术具有比较高的脱硝效率,但反应温度难以把控(反应温度为 850~1050℃),据现场考察,谢桥矿锅炉炉膛温度在 480~570℃,锅炉空预器出口烟温 88℃。此烟气温度较低极易结露,对后端设备局有一定的腐蚀作用,SCR 和 SNCR 不适用于此项目。
臭氧对 NOx 的选择性高、反应速度快,反应范围不受温度影响;N2O5很容易与后端碱性溶液吸收;根据烟气 NOx 浓度,灵活调节臭氧产量;氧化脱硝可使客户可以最大限度地回收燃烧烟气的热量。由于 NOx 的含量相对 SO2 来说很小,因此基本上不需要增加脱硫洗涤塔的负荷;自动化程度高,整套设备由 PLC 自动控制,无需专人值守。
臭氧系统主要通过臭氧发生器制备臭氧,臭氧气体通过烟道安装的投加装置均匀分布烟气中,将烟气中的 NOX氧化为容易吸收的 NO2和 N2O5,反应后的烟气再通过脱硫塔洗涤,NO2和 N2O5反应生成硝酸盐。
根据 NOX原始浓度及臭氧脱硝效率进行计算,采用两套 40kg/h 臭氧发生器进行处理,同时臭氧供气设备选用 VPSA 制氧系统自产氧气,免去购置液氧的环节。
2 燃煤锅炉除尘脱硫脱硝系统电气系统设计
2.1 除尘系统配电设计
除尘器同时设计了远程控制柜和就地控制箱。电源由低压馈线柜统一供电,控制回路设计安放于就地箱内,就地箱室外安装,外壳防护等级 IP54。 在设计配电柜控制回路时,预留了 25%的备用回路,以便将来设备运行效率不足时,增加脉冲阀进线供电。 外接控制电缆均根据负载进线计算,并采用铠装铜芯电缆。系统内部接线通过计算均采用 4mm2以上线缆,同时考虑过流负载。
2.2 脱硫系统配电设计
1.考虑电磁干扰问题,所有的通讯信号线与动力线分别从配电柜内左右两端分开走线。
2.仪表盘台箱应按照电力行业规范进行布置。
3.柜内所有元器件均设有标牌,方便现场施工接线。
4.配电箱内的端子排布置在易于安装的位置,统一设计下端出现端子离柜底300mm,上端进线端子距柜顶 150mm。并配有电缆支架固定。
5.仪表盘面上旋钮、仪表、指示灯、按钮均设置标牌及编号方便查找操作。
6.在设计就地控制箱时,充分考虑了箱体的摆放、操作方便、尺寸、材料及防水防腐性能。
7.现场仪表保证连续运行、易于就地读数,同时设计考虑了安装的位置、震动保护、防水防腐保护等。
2.3 脱硝系统配电设计
臭氧电源供电设计为可控硅中频电源,由整流桥电路、中频逆变回路、控制回路、高压变压器等几个核心部分组成。 臭氧电源的好坏决定了是臭氧发生器能否长期稳定运行,由于臭氧发生器负载大,设计采用了变频和升压两大工艺,耗电少、寿命长。电源控制核心采用独立 CPU 控制,并设计了保护回路。同时电源的启动部分增设了软启动,及多级保护装置,以确保臭氧发生器整机的可靠和稳定运行。
3 燃煤锅炉除尘脱硫脱硝系统电控系统调试
3.1 系统调试前准备工作
1.调试前设备检验
(1)除尘器焊缝气密性试验
对除尘器内部进行检查清理;灰斗人孔、净气室盖板进行最终检查,确保密封严实。
(2)供气系统气密性试验
打开供气管路进出口阀门,除尘器储存备用的压缩空气在 0.7MPa 压力下进行保压实验 30 分钟,并检查供气管路的所有连接焊缝是否漏气。压力无损失视为试验合格。
(3)电磁脉冲阀进行喷吹调试,现场观察喷吹声音清脆、不漏气方为合格。
2.调试前设备操作
(1)人工转动电机轴一圈确保电机转动顺畅
工艺水泵 A、B,浆液循环泵 A、B、C,吸收塔搅拌机 1、2、3,氧化风机 A、B,排水坑泵,排水坑搅拌机,增压风机,稀释风机 A、B,浆液输送泵 A、B,浆液箱搅拌机,星型给料机,石灰石粉仓震动泵 A、B,事故搅拌机 1、2、3,事故浆液泵 A、B。
(2)检查各手动闸阀是否打开
工艺水泵进出口阀,工艺水箱进水口阀,循环泵管路出口蝶阀,石灰石浆液输送泵出口阀。循环泵轴承冷却水进出口阀,增压风机轴承冷却水进出口阀,氧化风机冷却水进出口阀,吸收塔密度计出口阀,石灰石浆液箱密度计出口阀,布袋除尘器供气管路阀,CEMS 烟气检测供气阀。
(3)检查需要关闭的闸阀、电动门是否关闭
循环泵出口浆液管路旁通管阀,循环泵入口电动蝶阀处手动放水阀,烟道事故喷淋手动阀,浆液泵出口冲洗水手动阀。
(4)检查仪表阀门是否打开
供水管路仪表阀,增压风机进出口压力变送器气体采样阀。
(5)准备好预覆层用的物料
要求是干燥的 Ca(OH)2 粉状物料,如果该物料提供困难,可暂时用锅炉飞灰代替。
(6)检查脱硫塔中液位是否低于3m
如低于则开启工艺水泵,打开脱硫塔补水阀门,将脱硫塔水位补至约 3m。
(7)开启引风机
往除尘器入口放进预覆尘料(或利用气力输灰中间灰仓积灰回流),入料的多少以每平方米滤料附 500 克灰计算。
3.2 试运行
(1)检查脱硫除尘配电柜电源接线是否正常,是否有短路、绝缘低等问题,无问题可送电,送电时需在进线柜留一名电工观察,另一名电工到上级开关柜送电,初次送电或长时间未送电时需要试送一次,看有无异常情况,在进行 2 次送电。臭氧车间、制氧车间电源送电步骤相同。
(2)检查动力柜、PLC 柜、阀门柜、自控电源柜等无异常可逐步送电,并测量电压稳定状态。
(3)用万用表检查柜与柜间接线、柜与电机、阀门、仪表接线是否正确。
(4)电机类逐个调试,首先通过就地启动方式,点动检查电机正反转,可通过调相修改。然后通过上位机远控控制电机启动、停止。
(5)蝶阀类,首先手动转动蝶阀摇把确保开、关都顺畅,在将蝶阀手动开到中间位置,远程通过上位机控制蝶阀打开、关闭,如方向相反需要调整接线,如正确可将阀开到位、关到位各一次检查到位闭锁信号是否正常。
(6)仪表类信号采集,需要单独供电的仪表确认供电电压等级,上电后通过PLC 采集模拟量信号,如果信号采集有问题,可通过调整信号接线判断是否接反或信号线断线,密度计、PH 计、液位变送器、压力变送器量程需根据现场情况调节。
(7)与 CEMS 信号采集,可通过厂家提供的量程修改 PLC 采集信号的量程范围,通过信号数据比对核实接线的正确性。
(8)与臭氧车间控制柜、制氧车间控制柜通过工业以太网通讯,采集必要数据:氧气浓度、压力、产量、臭氧浓度等。
(9)通过开启工艺水泵检查各供水管路连接处是否牢固,有无漏水。
(10)当各仪表采集数据都确认正确后,方可进行联合调试。联合调试可先由水充当浆液。
3.3 正式运行
设备调试正常后,进入正常运行阶段,运行时要注意观察吸收塔密度计,PH计,时刻注意排石膏和补浆液,通过观察除雾器压差值,280s 间断开启冲洗水电磁阀 10s。三层喷淋循环动作。石灰石浆液箱保证有足够的浆液待用。脱硝系统根据氮氧化物的含量来判断注入臭氧的量,及稀释风机的风量。
3.4 其它操作细节
(1)脉冲阀控制方式
可以选择就地/远程两种方式和压差/定时两种控制方式。脉冲宽度设定为 0.01-0.2s,脉冲间隔时间设置 0-60s。
(2)压差与温度检测:
在除尘器的进、出口设有差压传感器,差压与差压成比例关系。在压力差值为600帕斯卡或以上的情况下,将连续喷入所有的脉动阀来清理粉尘。在压差为500帕斯卡时,停止注入。进、出水口均装有PT100型温度传感器。当温度超出设定值, PLC会在相应的图像方块中显示“!”闪光警告,开启旁路阀门,关上进水阀门。烟灰缸内的温度可被调节,以便清除烟灰。在80度高温下,也会发出警告,并在相应的图像方块中显示“!”-闪动的提示,以便清除灰尘。
(3)电动阀控制:
可以采用就地或远程自动控制方式。
(4)卸灰控制:
可以采用手动或定时/定温控制,如果采用定时方式中途发生中断系统运行时间清零。
(5)现场控制:
现场箱按钮可以执行设备单个手动,在旋钮处于过程且触摸没有锁定时同时按下 1#和 2#阀门停止按钮 2 秒钟可以启动自动程序。
(6)通过触摸屏可以对参数进行设定也可选择自动控制或手动,同时可以进行一切控制操作。
参考文献
[1] 康宁. 煤矿燃煤锅炉脱硫除尘改造分析[J]. 山西化工,2015,(06):62-63+89.
[2] 李婷,张鑫. 高倍率灰钙循环烟气脱硫除尘一体化技术[J]. 洁净煤技术,2015,(02):69-71+76.
[3] 胡跃伟,王淑红,王领军. 锅炉脱硫除尘系统的改造与实践[J]. 煤矿机电,2013,(03):111-113.
[4] 张辉,王晓,孟庆锋. 自动化燃煤除尘脱硫系统的实现[J]. 制造业自动化,2012,(09):159-160+164.
[5] 王荣金. 1#-6#锅炉脱硫除尘系统改造[J]. 科技创新导报,2010,(32):111.