
于林辉1, 张振山1,2, Shevchenko Anthony 3, 沈明钢4, 王一雍1,4
(1. 营口东邦冶金设备耐材有限公司技术中心,辽宁营口115100; 2. 辽宁科技大学应用技术学院,辽宁鞍山114051; 3. 乌克兰国家科学院黑色冶金研究所,第聂伯彼得罗夫斯克49125; 4. 辽宁科技大学材料与冶金学院,辽宁鞍山114051)
摘要:中心偏析和等轴晶率是评价连铸坯内部质量的重要参数,而用于改善内部质量的电磁搅拌、微合金化等技术相对复杂,实施成本高。通过对结晶器插入钢带,通过钢带的熔化吸热有效地降低结晶器内钢液过热度,可以提高铸坯内部质量。讨论了在给定工艺条件下钢带插入对连铸坯质量的影响。计算和生产试验结果表明,插入钢带可以明显降低钢水过热度;插入钢带的连铸坯疏松和等轴晶率等指标均比没有插钢带的连铸坯好,且吨钢插入钢带量增加可以增加等轴晶率,有利于改善钢坯内部质量。
关键词:连铸;插钢带;内部质量
连铸技术由于生产效率高、成本低、铸坯质量好,在钢铁生产中占有绝对的比例[1-4]。因此,连铸坯质量也直接制约着钢铁企业最终的产品质量和经济效益。连铸坯质量问题主要有连铸坯内部的偏析、疏松和裂纹等。若要改善这些内部质量问题,解决思路之一就是改善其凝固的过程,提高等轴晶率[5-7]。提高等轴晶率的方法又包括结晶器电磁搅拌、轻压下、微合金化等,但是这些方法技术上都比较复杂,成本相对较高。而在结晶器插入钢带,通过钢带的熔化吸收热量来降低周围钢液的过热度;同时通过钢带振动扰动钢液,加速其温度和成分的均匀;另外,由于钢带熔化产生了大量的凝固晶核。通过上述作用,可以有效提高连铸坯的等轴晶率,使连铸坯中心组织致密,成分均匀,防止或减轻中心缺陷的产生。该技术设备简单,操作方便,建设成本低,效果好,对连铸坯质量的提高具有积极作用。结晶器插钢带技术目前研究多为数值模拟和热态试验[8-10],本文通过生产试验,分析钢带插入量对连铸坯质量的影响。
1 生产试验装置
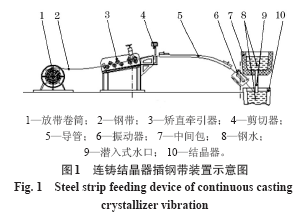
连铸结晶器振动插钢带装置可以将钢带连续插入结晶器钢液内,同时使钢带持续振动。其具体结构如图1所示。
该装置通过控制系统发出执行指令,通过放带卷筒旋转将钢带送出,然后通过导向和夹持装置保证其准确插入钢水的预定位置;同时,在钢带插入钢水前,通过振动器进行振动,以提高其搅拌和冷却效果。
2 生产试验条件
试验钢种为Q345B,结晶器尺寸为220 mm×1 600 mm。本试验主要研究吨钢坯插入钢带量对连铸坯质量的影响。吨钢插入钢带方案包括:钢带振动频率为60 Hz;插入量为3.5、3.7、5.0 kg/t。钢液过热度为20~25 ℃ ,板坯拉速为0.9~1.0m/min。试验所用钢液及钢带成分见表1。

3 插钢带对钢水过热度的影响
为计算不同钢带插入量对结晶器钢水过热度的影响,建立钢带-钢水传热模型,并通过有限元计算软件procast 进行计算。建立的几何模型及网格划分示意图如图2 所示,图中中心部位的小长方体为钢带,大长方体为钢水,钢带与钢水的质量比根据钢带插入量设定。
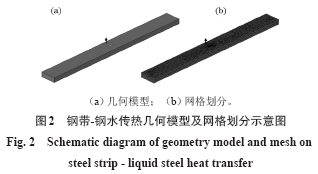
初始条件:钢水温度为1 540 ℃,钢带温度为20 ℃。
边界条件:钢带-钢水体系是绝热系统,即仅发生钢带和钢水的传热。
因为本计算仅分析钢带熔化对钢水过热度的影响,所以热导率的大小仅影响体系到达平衡的时间长短,并不影响最终的平衡温度。为使传热尽快达到平衡以节约计算成本,设定钢水和钢锭的热导率为10 000 W/ (m·K);钢水和钢带的其他热物理参数均为温度的函数,由procast 软件自带的材料数据库计算得出。
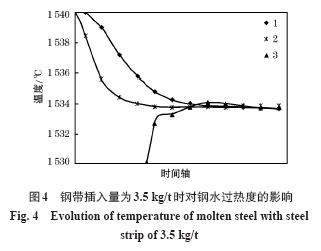
图3 所示为模拟温度结果取点的位置。当各点温度相同时,可以认为传热达到平衡。经过计算,钢带插入量为3.5 kg/t 时,平衡温度为1 533.84 ℃,即钢水过热度降低6.16 ℃(图4);采用相同方法计算得到钢带插入量为3.7 kg/t时,钢水过热度降低6.54 ℃;钢带插入量为5.0 kg/t时,钢水过热度降低8.67 ℃。
4 插钢带试验及结果分析
插钢带试验一共进行了12 个炉次,其中仅有1个炉次由于插带过程中钢带打卷造成试验中断,其余炉次均较为顺利。
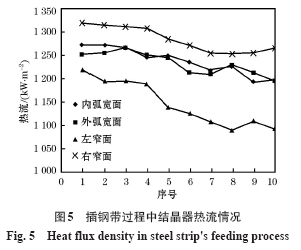
4. 1 插钢带对连铸结晶器热流的影响
图5 所示为插入量为3.5 kg/t 的插钢带过程中结晶器热流的变化情况,图中各序号按照时间先后排序。由图5 可见,在插钢带过程中,热流密度总体呈下降趋势,宽面下降60~80 kW/m2,窄面下降30~50 kW/m2,这说明插钢带具有降低结晶器钢水过热度的作用。
4. 2 插钢带对连铸坯内部质量的影响
图6 所示为插钢带与未插钢带连铸板坯宏观组织比较图。由图6 可见,未插入钢带的铸坯断面中心偏析集中,经测量其等轴晶宽度为20~30 mm,等轴晶率约13.6%(本文中等轴晶率的计算为等轴晶宽度与铸坯宽度的比值);稳定插入钢带的铸坯断面几乎没有中心偏析,经测量其等轴晶宽度为75~80 mm,等轴晶率约为36.4%;当插钢带接近结束时,铸坯断面又出现了中心偏析,经测量其等轴晶宽度为20~25 mm。由上述变化可见,向结晶器钢水中插入钢带可以明显提高等轴晶率,减少中心偏析。
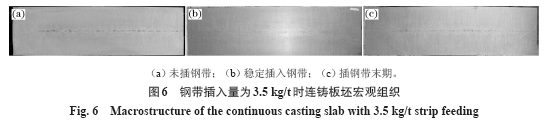
图7 所示为不同钢带插入量时连铸板坯宏观组织比较图。由图7 可见,由于钢带降低钢水过热度和其振动的搅拌作用,采用插钢带操作的铸坯中心偏析都得到了较好的改善。当钢带插入量为3.5 kg/t时,其等轴晶宽度为75~80 mm,等轴晶率约为36.4%;当钢带插入量为3.8 kg/t 时,其等轴晶宽度为75~80mm,等轴晶率为36.4%;当钢带插入量为5.0 kg/t时,其等轴晶宽度为80~90 mm,等轴晶率为40.9%。可见,插入量增加幅度较大的时候,可以较为明显地提高铸坯等轴晶率,这是因为增加插入量可以更大幅度地降低钢水过热度,增加形核,加速铸坯中心等轴晶的形成。
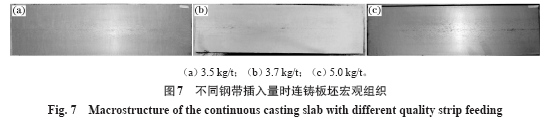
另外,钢带插入量为5.0 kg/t时的中心偏析情况相对于3.5 kg/t时的较差,这是因为在进行钢带插入量为5.0 kg/t的试验时,由于操作原因拉速变化较为频繁导致的。但是中心偏析相对于未插钢带时明显被打散。在生产试验中,虽然插钢带对连铸坯内部质量有明显改善,但是目前还存在一定的问题。一个是钢带在插入过程中会出现打卷的现象,造成操作中断时间较长,需要从插钢带设备方面加以改进;另外,钢带黏渣会对连铸坯内部质量造成不利影响,目前采用钢带预热的方式减轻或避免黏渣,但是钢带预热将会影响其对钢水的降温效果,需要另辟途径解决该问题。
5 结论
(1)插钢带技术使连铸坯中心等轴晶区由原来的13.6%扩宽到截面的40%以上,在很大程度上消除了中心偏析,提高了中心组织的致密度,抑制了柱状晶晶粒生长,因此拓宽了等轴晶区的比例,而且明显改善了连铸坯的宏观组织结构,可显著改善连铸坯的质量,提高钢铁产品质量。
(2)计算结果表明,当钢带插入量为3.5 kg/t 时,钢水过热度降低6.16 ℃;钢带插入量为3.7 kg/t 时,钢水过热度降低6.54 ℃;钢带插入量为5 kg/t 时,钢水过热度降低8.67 ℃。即随着钢带插入量的增加,钢水过热度降低幅度也增加。
(3)当钢带插入量由3.7 kg/t 增加至5.0 kg/t,等轴晶率由36.4%增加至40.9%,即提高钢带插入量可以提高钢带降低过热度的程度,从而提高等轴晶率。
参考文献:
[ 1 ] 许志刚,王新华,周力,等. 轻压下参数对连铸板坯半宏观偏析的影响[J]. 钢铁,2014,49(3):36(. XU Zhi-gang,WANG Xinhua,ZHOU Li,et al. Effects of soft reduction parameters onsemi- macro segregation in continuously cast slab[J]. Iron andSteel,2014,49(3):36.)
[ 2 ] 高仲,韩传基,陶金明,等. 基于QES系统分析和改善板坯中心偏析[J]. 钢铁,2013,48(9):31(. GAO Zhong,HAN Chuan-ji,TAO Jin- ming,et al. Analysis and improvement of the centersegregation in continuous casting slab based on QES[J]. Ironand Steel,2013,48(9):31.)
[ 3 ] 曹磊. 宽厚板连铸动态轻压下工艺[J]. 中国冶金,2015,25(1):45.(CAO Lei. Dynamic soft reduction technology of wideheavy slab continuous casting[J]. China Metallurgy,2015,25(1):45.)
[ 4 ] 程常桂,车芳,帅静,等. 连铸坯中心偏析控制技术的发展[J].连铸,2009(6):39.(CHENG Chang- gui,CHE Fang,SHUAIJing,et al. Development of centerline segregation control technologyfor continuous casting strand[J]. Continuous Casting,2009(6):39.)
[ 5 ] 鲍磊,韩自力,张银花,等. 高速铁路钢轨质量评估[J]. 中国冶金,2014,24(11):11(. BAO Lei,HAN Zhi-li,ZHANG Yin-hua,et al. Quality evaluation of high- speed railway rail[J]. ChinaMetallurgy,2014,24(11):11.)
[ 6 ] 陈永,杨素波,朱苗勇. 高速轨用钢连铸坯内部质量控制的关键技术[J]. 钢铁,2006,41(12):37.(CHEN Yong,YANG Subo,ZHU Miao-yong. Key technologies of internal quality controlfor continuously cast high speed rail steel bloom[J]. Ironand Steel,2006,41(12):37.)
[ 7 ] 占贤辉,毛敬华,阎建武,等. 特厚板坯连铸机二冷区喷嘴选型与布置[J]. 钢铁,2014,49(5):42.(ZHAN Xian- hui,MAOJing-hua,YAN Zhan-wu. Selection and layout of nozzle for ultra-thick slab continuous caster[J]. Iron and Steel,2014,49(5):42.)
[ 8 ] 李维彪,王芳,齐凤升,等. 结晶器插钢带连铸坯凝固过程的数学模拟[J]. 金属学报,2007,43(11):1191.(LI Wei- biao,WANG Fang,QI Feng- sheng,et al. Mathematical model onsteel strip-feeding of mold in continuous casting process[J]. ActaMetallurgica Sinica,2007,43(11):1191.)
[ 9 ] 李云涛,张立,徐红伟. 钢带插入比对铸坯组织的影响[J]. 世界钢铁,2011(4):27(. LI Yun-tao,ZHANG Li,XU Hong-wei. Effectof strip feeding ratio in molten steel on slab microstructure[J].World Iron and Steel,2011(4):27.)
[ 10 ] 李宝宽,李维彪,王芳,等. 结晶器喂钢带技术及其模型化研究[C]//第十六届全国炼钢学术会议论文集. 深圳:金属学会炼钢分会),2010:400.(LI Bao-kuan,LI Wei-biao,WANG Fang,et al. Mathematical model on feeding steel strip of mold in continuouscasting process[C]//Proceedings of the 16th NationalConference on Steelmaking. Shenzhen:Steelmaking Committeethe Chinese Society for Metals,2010:400.)