
陈扬,戎维维,黄遵运
(天津钢铁集团有限公司高速线材厂,天津300301)
[摘要] 结合天钢高速线材厂的生产实践,分析了钢坯加热温度、加热时间及加热炉炉膛内气氛等因素对钢坯生成氧化铁皮的影响,提出了采用分级炉温工艺制度、停轧降温策略、分级空燃比制度、增加烟气成分在线检测设备等相应的改进措施,加热炉氧化烧损率从1.2%降低至约0.8%,成材率相应得到提高,达到保证钢坯加热质量的同时减少钢坯氧化烧损的目的。
[关键词] 氧化;烧损;形成因素;分级;炉温;空燃比;在线烟气检测仪;炉压
1 引言
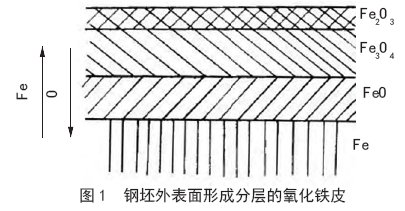
高速线材轧钢生产流程的第一个环节就是加热炉对钢坯的加热,在这个过程中,钢坯表层发生氧化烧损是不可避免的现象。加热过程中,在一定的温度条件下,在钢坯表层由外至内依次形成Fe2O3、Fe3O4和FeO,最外层的Fe2O3松脆易脱落,起到阻止内部钢坯继续氧化的作用,中间成分是Fe3O4,最内侧是与钢坯本体紧密结合的FeO,不易脱落。钢坯在加热炉内完成加热,出炉进入轧机进行轧制前,需经过高压水除磷设备除净表层的氧化铁皮,否则将影响产品表面质量。同时,氧化铁皮的大量生成降低了成材率,造成了加热炉能源的浪费,必须定期清理残留的氧化皮(氧化渣),增加了工人的劳动强度。因此,加热过程中,如何在保证加热质量的同时减少氧化烧损,成为了一个重要问题。
2 影响钢坯氧化烧损的因素
氧化铁皮的分层情况见图1 所示。热工研究结果表明,钢坯的加热温度、加热时间、炉内气氛等因素都对氧化铁皮的生成具有直接影响。加热温度越高、加热时间越长、炉内气氛氧化性越强,则钢坯产生氧化烧损越严重[1]。
2.1 加热温度对钢坯氧化烧损的影响
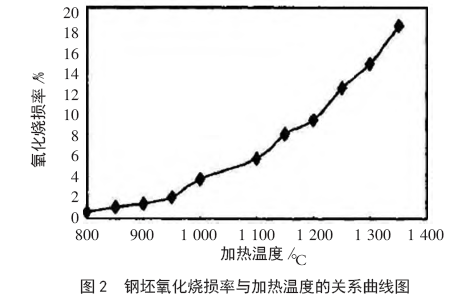
钢坯在常温条件下即开始缓慢氧化,这是个复杂的反应过程。随着温度增加,氧化速度加快,但直到650 ℃以前,生成的氧化铁皮量仍非常有限,温度超过760 ℃时生成的氧化铁皮量即达到可以测量的程度,温度超过800 ℃时氧化烧损量开始显著增加[2]。随着温度继续升高,钢坯的氧化烧损剧烈增加,若设800 ℃时氧化烧损量为1,则1 000 ℃时增加至4倍,1200 ℃时增加至10 倍,1 300 ℃时即达到约20倍。钢坯氧化烧损率与加热温度的关系见图2。
由于生产需要,天津钢铁集团有限公司高线厂加热炉均热段及第二加热段温度一般可达1 000~1 200 ℃,具体炉温工艺根据钢种不同进行调整,但是基本处于钢坯氧化铁皮生成量较大的温度区域。
2.2 加热时间对钢坯氧化烧损的影响
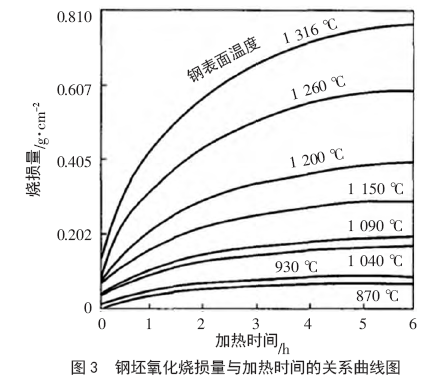
相同条件下,加热时间越长,生成的氧化铁皮量就越大,加热时间与钢坯的氧化烧损成正比,尤其是高温条件下,氧化烧损随加热时间延长显著增加。钢坯氧化烧损量与加热时间的关系见图3。
2.3 炉内气氛对钢坯氧化烧损的影响
炉内气氛氧化性越强,钢坯发生氧化烧损就越严重,而炉内气氛取决于燃料成分、空燃比及炉膛内燃烧状况等因素。天津钢铁集团有限公司高线厂加热炉燃料为高炉煤气与转炉煤气的混合煤气,转炉煤气含量较低且配比不固定,所以煤气热值随时发生变化,很大程度上增加了加热炉看火操作难度,而空燃比的调整滞后于煤气热值的变化,必然造成炉内燃烧状况不佳、燃气利用效率低、氧化烧损增加。
3 减少钢坯氧化烧损采取的对策
3.1 分级炉温工艺制度
天钢高线产品品种较多,各钢种开轧工艺温度要求不同,温度过低时,钢坯塑性较差,轧机负载过大,无法满足轧制要求;温度过高时虽然钢坯塑性较好,轧机负载变小,电耗减少,但造成钢坯奥氏体晶粒过大,影响产品质量,并造成燃气能源的浪费,同时造成较严重的氧化烧损。因此合理制定各钢种出钢工艺温度非常重要,而加热炉各段炉温工艺则需要在此基础之上进行制定。
天钢高线厂两座加热炉均为双蓄热式步进炉,分为一加热段、二加热段和均热段,为了减少钢坯在加热过程中的氧化烧损,制定了各段分级的炉温制度。不同于一般加热工艺中加热段高于均热段的炉温制度,而使一加热段和二加热段炉温逐级升高但均低于均热段炉温的分级炉温制度。钢坯表面温度与炉温差距越大,钢坯吸收热量速度就越快。为了让钢坯尽快吸收热量,在最短时间内达到轧制所需要温度,一加热段和二加热段炉温应该在满足减少氧化烧损需要的范围内尽量提高,而均热段炉温则高于开轧温度约120~150 ℃。天钢高线厂高碳钢的加热工艺为:开轧温度1 020~1 070 ℃,均热段1 140~1 190 ℃,二加热段1 030~1 100 ℃,一加热段880~950 ℃,炉尾<880 ℃,采用了逐级升高的分级炉温制度。这样,钢坯在较低的温度区域下的加热段的加热过程的加热效率得到了提高,而进入高温的均热段以后则快速升温,尽快达到轧制需要温度,然后马上出炉,经过高压水除磷工序和保温罩以后,钢坯被送进轧机进行轧制,钢坯在高温区域的停留时间被尽可能地缩短,可以达到在保证钢坯加热质量满足轧制要求的同时减少氧化烧损的目的。
3.2 加热时间的控制
生产过程中由于检修及其他原因出现停轧的情况时,需要加热炉及时降温待轧,根据停轧时间执行相应的降温策略,避免钢坯在较高炉温下长时间停留,减少氧化烧损。
3.3 气氛控制
3.3.1 双蓄热高温低氧燃烧技术的采用
天钢高线厂2 座加热炉均为双蓄热式步进炉,采用双蓄热高温低氧燃烧技术,该技术特点为:
(1)燃气及助燃空气均通过蓄热室,经回收的高温烟气的热量预热,达到约800~1 000 ℃后进入炉膛混合燃烧。
(2)高温燃气与空气射流在炉膛内迅速混合形成漩涡,并卷吸周围烟气进行燃烧,在较低的氧浓度下即可实现燃料的完全燃烧。
(3)火焰为弥散式火焰,温度分布非常均匀。该技术的采用,可实现炉膛内高温低氧燃烧,炉温均匀分布,保证炉膛内气氛为非常弱的氧化性气氛,从而减少氧化烧损,改善加热质量,同时降低了氮氧化物的排放,具有较高的环境效益[3]。同时,空气喷口和煤气喷口上下分布且煤气喷口贴近钢坯的烧嘴布置方式,也使得炉内紧贴钢坯的气氛还原性更强。而烧嘴换向阀和蓄热体的正常工作是确保该技术效果正常发挥的硬件条件。在实际生产过程中,对出现故障的换向阀及时检修维护,使换向燃烧系统能够正常运行,并利用停炉检修时间,及时检查更换蓄热体,确保蓄热效果,从而确保该技术优势得到最大限度的发挥。
3.3.2 在线烟气CO 含量及氧含量检测仪的投入使用
由于天钢高线厂使用的燃气为高炉煤气和转炉煤气的混合煤气,且配比并不固定,而加热炉看火操作人员并不能及时获知燃气配比变化情况,只能通过观察出炉钢坯温度变化及炉内火焰及烟气的状况来判断燃气热值的变化情况,然后通过调节煤气流量和空燃比来改善燃烧状况和稳定炉温。操作调整严重滞后于燃气热值的变化,因此炉内燃烧状况不佳,气氛非常不稳定,频繁出现较强的氧化性气氛,增加了钢坯的氧化烧损,降低燃气利用效率。针对这个情况,高线厂利用停炉检修时间,在加热炉烟气管道上加设了氧化锆烟气残氧含量检测仪及CO 含量检测仪,可以在线检测烟气中的氧含量和CO 含量。看火操作人员可以根据在线检测数据随时调整空燃比。
正常生产时,当燃气配比发生变化时,热值随之改变,加热炉空燃比必须同时进行调整。如果在线检测数据中烟气残氧含量升高,那么CO 含量必将同时降低,表明当前燃气热值降低,完全燃烧所需空气量降低,此时操作人员需在增加煤气流量的同时降低空燃比;如果烟气残氧含量降低,CO含量升高,操作人员则需要在降低煤气流量的同时提高空燃比,以稳定炉温,并将烟气残氧含量及CO 含量始终控制在允许范围内。一般烟气残氧含量控制范围为1%~3%,CO 含量控制范围为小于80×10-6。
烟气在线检测仪的使用,使操作人员可以及时了解混合煤气热值的变化,基本可实现同步调整空燃比,保证炉膛内燃烧状况始终维持在最佳状态。炉膛内稳定的低氧化性气氛降低了钢坯的氧化烧损,同时提高了燃气利用效率,效益显著。
3.3.3 各段分级的空燃比制度
同时,天钢高线厂采用了一加热段、二加热段及均热段分级的空燃比制度。因这三段采用逐级升高的炉温制度,在炉温较低的一加热段,钢坯的氧化烧损进行的速度也相对缓慢,同时空气及燃气的预热温度也较低。为了保证燃气完全燃烧,可在允许范围内配置相对较高的空燃比;二加热段及均热段炉温逐级升高,钢坯的氧化烧损速度相应加快,空气及燃气的预热温度逐级升高,高温低氧燃烧技术特点更加明显,与之配合的空燃比则逐级降低。
经反复对比试验,高线厂制定了以均热段空燃比为基准,二加热段及一加热段与之相比逐级递增10%的操作制度。如在确保烟气氧含量和CO 含量不超标的前提下,均热段空燃比为1,二加热段则定为1.1,一加热段定为1.2,在这样的空燃比制度下,从一加热段到均热段,炉内气氛还原性逐渐增强,有效控制了高温区域钢坯的氧化烧损速度,从而减少了氧化烧损量。
3.3.4 对炉压的控制
对蓄热式加热炉来说,炉压的控制非常重要,炉压过大容易造成炉内燃烧状况差,气氛不稳定,氧化烧损高,同时易导致附属设备烧毁等诸多问题,而炉膛负压则炉门及悬臂辊道转轴处易吸入冷风,造成局部气氛强氧化性且影响钢坯局部温度,增加氧化烧损[4]。
天钢高线厂加热炉炉压一般控制在50 Pa 以下,并严禁出现负压。生产实践表明,蓄热式加热炉在这个炉压范围内运行,炉内燃烧状况相对来说最为稳定。而炉压的正常控制,是蓄热换向系统正常工作的附带效果,同样需要烧嘴换向阀及蓄热体的正常工作,因此对换向阀的及时检修维护,以及及时检查更换蓄热体,成为保证蓄热式加热炉正常生产运行的基本要求。
4 综合改进效果
上述各种减少氧化烧损的技术措施的实施,使天钢高线厂加热炉氧化烧损率显著降低,成材率相应提高。2012 年以前,氧化烧损率基本在1.2%左右。2012 年初,在线烟气残氧含量检测仪及CO 含量检测仪投入使用,同时采用逐级升高的分级炉温制度,并配合逐级降低的分级空燃比操作制度,配合炉压控制及停轧保温制度等的严格执行。2012年3 月开始,加热炉氧化烧损率降低至约0.8%,成材率相应得到提高,效果显著。
5 结语
针对加热炉钢坯氧化烧损的影响因素,根据天钢高线厂的生产实践具体情况,采取分级炉温制度、合理的停轧降温策略、分级空燃比制度、增加在线烟气检测设备等相应的应对措施,可以在保证钢坯加热质量的前提下,有效降低钢坯氧化烧损率,提高成材率。
参考文献
[1] 于浩淼.加热炉氧化烧损的原因与解决对策[J].首钢科技,2008(2):37.
[2] 徐树海.高温低氧燃烧技术在工业炉上的应用[J].重型机械科技,2004(1):33.
[3] 苏亮,王永刚,陈扬.双蓄热式加热炉的技术改造[J].天津冶金,2014(4):71-72.