
马金祥,陈军
(南京圣诺热管有限公司,南京 210009)
摘要:电炉炼钢作为短流程的核心工艺,采用更加节能环保高效的电炉炼钢技术是势在必行的发展方向。针对某钢铁企业100吨电炉余热回收系统的改造,提出采用防积灰型高效余热锅炉装备,能够克服电炉烟气含尘量大、粉尘粒径细以及具有静电吸附性等特点,实现高效、不积灰、易清灰,经改造,吨钢产蒸汽达到157.9 Kg,全年节省标煤1.45万吨,减少二氧化碳排放3.81万吨,给钢铁企业未来绿色发展提供一条可借鉴的技术路线。
关键字:短流程炼钢;电炉;高效余热利用;节能改造
1 前言
工信部、 发展改革委联合生态环境部共同出台的《关于促进钢铁工业高质量发展的指导意见》指出,当前的主要任务之一是要有序发展电炉炼钢,推进废钢资源高质高效利用。电炉炼钢作为短流程的核心工艺,具有铁元素循环利用率高、能源消耗低及环境效益良好等优势,推动电炉炼钢健康发展符合中国实现“碳达峰”、“碳中和”目标对钢铁绿色发展的要求[1]。
相比世界平均短流程电炉钢25%~30%的占比,我国电炉钢10%的占比仍然偏低[2]。2022年8月1日,工业和信息化部、国家发展改革委以及生态环境部联合发布了《工业领域碳达峰实施方案》(工信部联节〔2022〕88号),指出到2025年短流程炼钢占比达15%以上,2030年占比将达到20%以上。在粗钢中产量的情形下,钢铁协会预计2035年我国电炉钢比例为30%,2050年为39%,2060年为40%。到2060年,我国粗钢碳排放总量约为3.9亿t,在低产量情形下约为3亿t[3]。随着国家对节能减排,钢种生产质量及环境问题的重视,采用更加节能环保高效的电炉炼钢技术是势在必行的发展方向[4]。在现代电炉输入的总能量中,大约有30%的能量是随着烟气逸散出电炉的,由于其高温交变、含尘量大,造成现有余热回收装置管道磨损、泄露、换热器积灰严重,整体使用寿命短,且经过余热回收装置后排烟温度在250~300℃,余热回收仍需不断加强。
本项目提出采用圣诺防积灰、高效余热锅炉系统,更适用烟气高温交变的特点,能够长期、高效、稳定、安全运行;能够克服电炉烟气含尘量大、粉尘粒径细以及具有静电吸附性等特点,实现高效、不积灰、易清灰;低温换热技术能够将烟气温度降至200℃以下排放,实现烟气节能减碳—余热深度回收与梯级利用,整体工艺达到短流程炼钢电炉烟气余热高效梯级利用和节能减碳目的。
2项目概况
2.1 工程现状
目前某电炉分厂100t电炉配1套2x120万风量电炉除尘系统,电炉除尘系统中段配套余热锅炉除尘系统。随着冶炼强度及铁水比的提升及原系统设计缺陷问题。汽化冷却烟道截面偏小,余热锅炉烟气冷却处理量不足,影响内排烟气捕集,造成电炉冶炼时烟气外溢。需对电炉余热系统及汽化烟道进行改造。
本工程在新建余热锅炉独立运行时满足电炉内排除尘系统要求。新建锅炉建成运行后,对现有余热锅炉进行维修改造,见图1,改造完成后两台锅炉并联运行。在两台锅炉入口设置高温阀门、锅炉出口设置中温阀门,满足锅炉切换、维修要求。

图1 现有电炉余热锅炉
2.2建设规模
1)新增一套余热锅炉,布置在现有余热锅炉一侧(靠近马路侧),与现有锅炉并联使用,新增余热锅炉烟气流量按150000Nm3/h设计。
2)加大汽化烟道流通截面,烟道直径不小于DN3200mm。
3)增加新旧锅炉之间用于切换的管路及阀门。
2.3电炉工艺参数
表1 电炉参数
|
序号 |
项目 |
单位 |
工艺参数 |
备注 |
|
|
1 |
公称容量 |
t |
100 |
|
|
|
2 |
炉壳直径 |
mm |
6800(上炉壳内径) 7000(下炉壳内径) |
|
|
|
3 |
变压器容量 |
KVA |
80000 |
|
|
|
4 |
电极直径 |
mm |
610 |
|
|
|
5 |
平均出钢量 |
t |
103.5 |
|
|
|
6 |
最大出钢量 |
t |
107 |
|
|
|
7 |
最大装入量 |
t |
128 |
|
|
|
8 |
加铁水率 |
% |
82 |
|
|
|
9 |
喷碳量 |
平均 |
Kg/炉 |
0 |
|
|
最大 |
|||||
|
10 |
最大脱碳速度 |
C/Min |
0.25% |
|
|
|
11 |
平均脱碳速度 |
C/Min |
0.13% |
|
|
|
12 |
吹氧压力 |
平均 |
Mpa |
0.9 |
|
|
最大 |
1.4 |
|
|||
|
13 |
耗氧量 |
平均 |
Nm3/t钢 |
56 |
|
|
最大 |
85 |
|
|||
|
14 |
炉盖旋转角度 |
度 |
85 |
|
|
|
15 |
炉盖提升高度 |
mm |
550 |
|
|
|
16 |
最大供氧量 |
Nm3/h |
16500 |
|
|
|
17 |
每炉吹氧时间 |
Min |
30 |
|
|
2.4电炉内排烟气参数
电炉四孔原始炉气量:~71000Nm0Nm3/h3/h(max)。
电炉四孔烟气温度:~1500℃
电炉四孔烟气含尘浓度:80-150g150g/Nm3
烟尘粒度:≥10μm的~90%
沉降室出口烟气温度:100~800℃周期性波动(max1000℃)。
现有余热锅炉处理风量:10万 Nm3/h
新建余热锅炉处理风量:15万 Nm3/h。
改造后余热锅炉出口烟气温度:≤200℃
3 余热回收节能改造
3.1 余热回收系统
采用南京圣诺提供高效余热锅炉系统,烟气流向水平进出(进出口标高~+12.95m)。锅炉采用单通道布置无副跨结构。余热锅炉本体部分支撑结构长度方向为15.5m,宽度方向为6.0m以内,用于支撑余热锅炉本体。余热锅炉中压汽包及低压一体化汽包布置在顶部平台,高度+17.5m。余热锅炉底部设置灰斗,灰斗下部设置输灰装置,锅炉应占用部分马路,底部空间标高5m,余热锅炉支撑结构5.5m及以下均采用混凝土结构,由承包方负责,因为余热锅炉支撑结构高宽比较高,底层采用混凝土结构,可以加大底部刚度,更有利于结构安全,也可确保通行安全可靠。里面布置图如下图2所示。
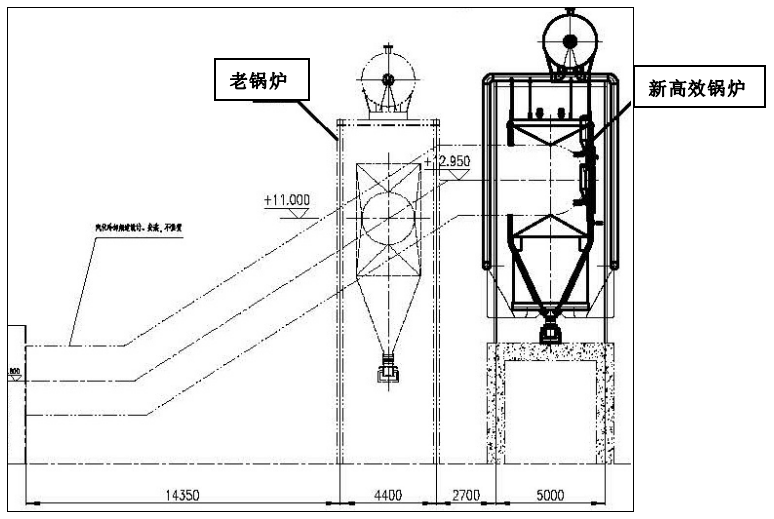
图2 新、老锅炉立面布置图
3.2高效余热锅炉结构特点
本项目电炉余热锅炉的换热管束采用“自扰动V型”强化管束结构,其受热面采用管束结构立式布置,具体示意见下图3
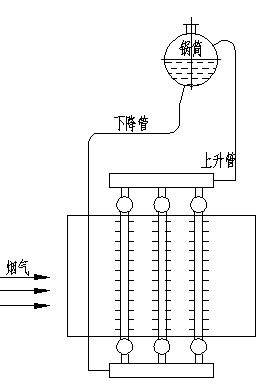
图3 立式“自扰动V型”强化管束结构示意图
采用单片管束立式“自扰动V型”强化结构,具有如下优势:
1)因管束进水段与出气端在余热锅炉本体内部即存在一定的高差,能够有效提升蒸发器受热面内部汽水自动循环能力,可有效防止受热面管内水汽流动不畅造成的锅炉运行故障。
2)单片管束内部水汽流动阻力小,在满足锅炉自身循环要求的前提下,可以采用单片管束多排管汇总的型式,减少布置长度方向占地空间,减少外部循环管路及钢架材料耗量,节省项目投资。
3)“自扰动V型”强化翅片换热管换热系数高,由于V形凹槽的存在,翅片接触烟气的面积相对增大,同时增加了气体扰动,提高了传热效果。
4)不易积灰和结垢,由于V形凹槽的存在,能够极大的加强烟气通过换热管表面时的扰动,在保证原设计阻力降而不影响换热效率的同时,使得气流的自清灰能力大大提升,不容易在翅片间形成积灰搭桥和结垢。
3.3高效余热锅炉工艺流程
结合电炉冶炼特性,梯级余热利用改造需求,本项目采用双压余热锅炉系统,其中低压采用除氧蒸发一体化结构。
3.3.1废气系统
自燃烧沉降室来的高温烟气通过汽化冷却烟道后分两路分别进入旧锅炉和新建锅炉,新旧锅炉两列并联布置,进出口分别设置有切断阀,可在旧锅炉检修阶段新锅炉单独运行,新余热锅炉烟气由入口至出口依次经过中压蒸发器、中压省煤器、低压蒸发器,产出低压蒸汽主要用于自除氧,中压蒸汽送至蓄热器,废气经过上述冷却过程后,烟气温度降至~200℃后,送至后续系统。
考虑余热锅炉系统的含尘量较高,易积灰,锅炉本体布置了激波吹灰器,每组换热器底部设置灰斗、手动插板阀和星型卸灰阀及输灰装置。
3.3.2汽水系统
自原除盐水箱来常温除盐水,进入新建一体化除氧器除氧。一体化除氧器锅筒与低压蒸发器模块通过上升、下降管相连,产生低压蒸汽进出顶部除氧器内作为除氧蒸汽。
自一体化除氧器来除氧水由给水泵加压至中压省煤器预热后进入中压锅筒,中压蒸发器与中压锅筒分别通过上升、下降管实现汽水循环并产生汽水混合物,汽水混合物通过锅筒进行汽水分离后产生2.45MPa饱和蒸汽,送入后续的蒸汽蓄热器,工艺流程示意图见图4。
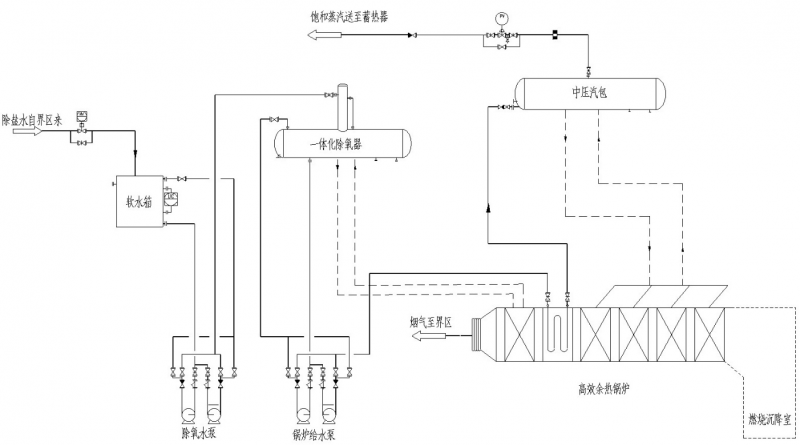
图4 余热锅炉系统工艺示意图
3.4高效余热锅炉防积灰防磨设计
由于电炉冶炼四孔烟气含尘浓度:80-150g/Nm3,高效余热锅炉设备采用以下方式防止积灰:
(1)受热面采用光管、顺列布置防止积灰;
(2)加大换热元件的横向及纵向间距以防止换热管元件之间出现积灰及积灰搭桥。
(3)管束在结构设计时,合理选择并控制换热元件之间烟气的流动速度,控制在约10m/s,确保烟气具备自清灰能力:流速=体积流量/迎风截面。由公式可知,流速和体积流量成正比,体积流量越大流速越大;流速和迎风截面成反比,迎风截面越大流速越小。
本项目通过控制烟气横向掠过换热面的迎风截面积(净空间),保证烟气流速处于防积灰流速的合理区域。考虑到烟气经过各换热模块,温度逐渐下降,此时体积流量出现明显下降,为了保证烟气在沿烟气流速对各换热模块进行了“变截面”设计见图5,逐渐缩小各换热模块迎风截面,控制管间流速,保证了设备自清灰能力。
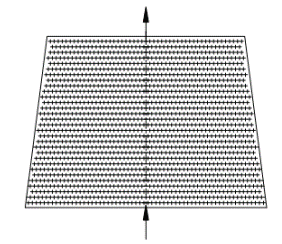
图5 变截面示意图
(4)配套设置正反激波吹灰器,在设备本体内部拉开换热面距离,实现换热器积灰在线定期清理;
废气中含尘,余热锅炉设备本体设置正反吹激波吹灰器,对锅炉进行在线定期除灰。锅炉设备底部设有灰斗,并配置插板阀及星型卸灰阀。
为了解决电炉余热回收项目设备积灰问题,经过对国内外清灰装置的进行调研和实验跟踪,随着同类型设备的不断应用,我们掌握了适合电炉清灰的激波清灰器的布置和使用的吹扫能力。
激波脉冲吹灰技术原理是将空气和可燃气体按一定比例混合,经高能点火点燃,在脉冲发生器内形成可控强度的脉冲能量,通过吹灰管送入炉内,靠动能冲击、声能振荡和热清洗的综合作用来完成吹灰作业的。
激波脉冲吹灰系统工作示意图6如下:
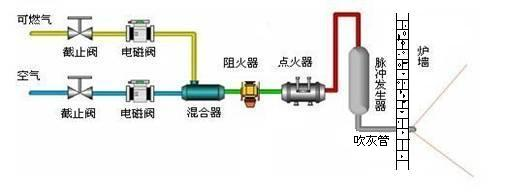
图6 脉冲吹灰系统工作示意图
另外,在余热锅炉设计时考虑了离线吹灰的措施,当余热锅炉烟气侧阻力超过1500Pa时可进行离线吹扫,在各级换热模块之间的人孔处利用压缩空气(或氮气)对各换热模块进行吹扫,余热锅炉底部设有储灰斗及排灰阀便于粉尘的收集及外排。
3.5高效余热锅炉流场模拟
根据电炉冶炼特点及沉降室出口电炉烟气灰分的特点,我司余热锅炉设计时采用以下措施防止设备磨损:
(1)换热模块设计时选择厚壁管,管子壁厚4mm,以便提升设备抗磨损能力。
(2)管束在结构设计时,通过灵活选择管子数量及管子横向间距,控制换热元件之间烟气的流动速度,控制在约10m/s,在确保烟气具备自清灰流速的前提下有效防止烟气对换热元件表面的磨损。
(3)烟气入口第一级蒸发器换热模块前部3排管束采用防磨材质及结构,防止设备的磨损。
(4)蒸发器的管束的焊缝及省煤器的弯头均通过设置隔版隔绝在烟气之外或烟气挡板,可有效避免烟气直接冲刷磨损。
(4)在设备进、出接口中进行流场合理分配(流场模拟),避免出现偏流现象,减少局部严重磨损:
4 节能改造后效果
本项目新增电炉高效烟气余热锅炉系统自2024年2月改造投运至今,运行稳定,实现节能减排的目的,为企业带来巨大的经济效益的同时取得了良好社会效益。
表2 改造后效果
|
序号 |
名称及符号 |
单位 |
数据 |
|
1 |
烟气入口温度 |
℃ |
~650 |
|
2 |
吨钢产汽量 |
Kg/t |
157.9 |
|
3 |
年回收蒸汽量 |
14.21 |
|
|
4 |
节能标煤量 |
万t/a |
1.45 |
|
5 |
碳减排量 |
万t/a |
3.81 |
|
6 |
经济效益 |
万元 |
~1600 |
5 结论
近年来,随着国家双碳目标的提出及推进,钢铁企业面临更加严峻的节能环保压力。发展电炉短流程炼钢将成为必然趋势。钢铁企业属于耗能型企业,余热资源回收利用潜力巨大,经过采用南京圣诺防积灰、高效余热锅炉节能系统,实践应用证明,吨钢产蒸汽达到157.9 Kg,全年节省标煤1.45万吨,减少二氧化碳排放3.81万吨,余热回收效果优异。给钢铁企业未来绿色发展提供一条可借鉴的技术路线。该电炉烟气余热回收利用改造的成功,为钢铁企业电炉炼钢余热改造利用积累了宝贵的经验,对钢铁企业节能减排工作具有重要的意义
参考文献
[1] 王岩,李晶,史成斌,等.低碳排炼钢技术发展路径分析[J].科技导报, 2025(21):54-60.DOI:10.3981/j.issn.1000-7857.2024.03.01082.
[2] 张琦,沈佳林,籍杨梅. 典型钢铁制造流程碳排放及碳中和实施路径[J]. 钢铁,2023,58(2):173-187.
[3] 中国钢铁工业协会电炉短流程炼钢发展研究课题组. 我国电炉短流程炼钢发展研究[J]. 冶金管理,2023(20):4-20.
周平,王念欣,张学民,等.电炉炼钢现状及其"双碳"背景下的发展趋势[J].山东冶金, 2022(004):044.