
郭冲 武继权 张冀 李汝喜
(广东广青金属压延有限公司 广东 阳江 529500)
摘要:1780 热轧机组作为大型宽厚板轧制的核心设备,其粗轧工序承担着大压下量、高负荷的轧制任务,主传动系统的稳定运行直接影响产品质量与生产效率。主传动平衡装置作为抵消轧制过程中轴向力、减少振动冲击的关键部件,在高负荷工况下常因结构设计不合理导致磨损加剧、响应滞后等问题,制约机组性能提升。本文针对 1780 热轧粗轧主传动平衡装置的工况特性,通过结构参数优化、材料性能改进及控制系统匹配,提出一套集成化优化方案。基于有限元仿真与现场试验,对比分析优化前后装置的应力分布、动态响应及寿命周期,结果表明:优化后的主传动轴和平衡装置最大应力降低 23.6%,振动幅值减少 41.3%,有效提升了高负荷工况下的运行稳定性与可靠性。
关键词:1780 热轧机;粗轧主传动;平衡装置;高负荷工况;优化设计;性能分析
热轧带钢生产中,1780mm 轧机因具备宽幅、高效的轧制能力,成为宽厚板生产的主力设备。粗轧作为轧制流程的关键环节,需完成坯料的大压下量轧制(压下率可达 60%-85%),主传动系统承受巨大的扭矩、轴向力及冲击载荷[1-3]。主传动平衡装置的核心功能是通过液压或机械补偿,平衡轧辊轴向窜动产生的附加力,减少传动部件如万向轴、的偏载磨损,同时抑制轧制过程中的振动,保障轧机动态稳定性[4-7]。在高负荷工况下,传统平衡装置存在三大突出问题:一是结构刚度不足,在瞬时冲击载荷下易产生弹性变形,导致平衡精度下降;二是液压控制系统响应滞后,无法实时匹配轧制力变化,造成动态失衡;三是关键部件(如平衡缸活塞、密封件、万向节)因材料耐疲劳性不足,使用寿命缩短(平均寿命仅 6 -9个月),严重影响生产连续性[8-11]。因此,针对 1780 热轧粗轧主传动和平衡装置的优化设计,对提升机组重载性能、降低运维成本具有重要工程意义。本文结合 我司1780 轧机粗轧工序的实际工况参数(最大轧制力 43000KN,轧制速度 3-6m/s),从结构优化、材料升级、控制策略改进三方面构建优化方案,通过仿真与试验验证其性能提升效果,为同类设备的升级改造提供参考。
1 粗轧主传动平衡装置现状与问题分析
1.1 装置结构组成
我司1780 热轧粗轧主传动平衡装置采用液压式结构,主要由平衡缸(4 组对称布置)、液压控制系统(包括伺服阀、蓄能器、压力传感器)、机械导向机构及密封组件组成,其工作原理为:根据轧制力检测信号,液压系统实时调整平衡缸压力,通过活塞杆推力平衡轧辊轴向力,导向机构限制径向位移,确保轧辊轴线稳定。
1.2 高负荷工况参数特征
现场测试数据显示,高负荷轧制时(如轧制 200mm 厚坯料),平衡装置需承受的轴向力可达 8-12MN,且伴随高频冲击(冲击频率 10-15Hz);环境温度波动大(30-40℃),液压油黏度变化显著;轧辊窜动量最大达 ±3mm,要求平衡装置响应时间≤0.1s。
1.3 现存问题诊断
通过故障统计与性能测试,现有装置的主要问题如下:
(1)结构刚度不足:平衡缸缸体采用 45# 钢焊接结构,在 12MN 轴向力作用下,缸体法兰处最大变形量达 0.8mm,导致密封件偏磨,泄漏率达 15%;
(2)动态响应滞后:伺服阀控制带宽仅 100Hz,在 15Hz 冲击载荷下,压力调节滞后时间达 0.15s,动态平衡误差超 ±5%;
(3)材料性能不足:活塞采用球墨铸铁(QT600),在循环载荷下出现疲劳裂纹,平均无故障运行时间(MTBF)仅 1200 小时;密封件采用丁腈橡胶,高温下老化加速,密封寿命缩短至 8 个月。
2 平衡装置优化设计方案
2.1 平衡装置改造
将原有的传动轴直径1080mm平在衡装置拆除,安装直径传动轴万向节1200mm的直径平衡装置。新平衡装置采用高强度合金钢制造,确保设备的强度和耐久性。
对平衡装置的关键部件进行热处理和表面硬化处理,提高设备的耐磨性和抗疲劳性能。万向接轴(2-01)与平衡装置(2-02)采用法兰连接,螺栓组(3-22 M64×500)预紧力达850kN,轴承座(3-23)内装调心滚子轴承,配合轴套(3-07)的间隙控制在0.08-0.12mm,如图1所示。
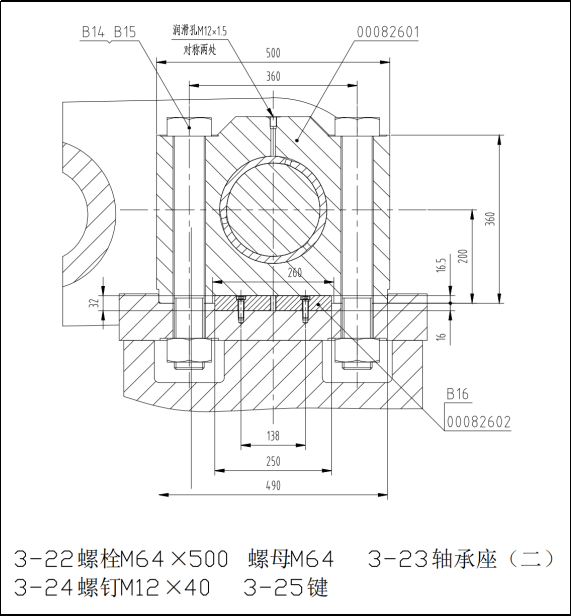
图1 平衡装置改造
2.2 平衡装置结构优化
在平衡装置上增加支撑点和加强筋,提高设备的整体刚性和稳定性。采用上/下平衡杠杆与液压缸的复合传动,杠杆比优化为1:2.5,较传统1:2结构提升20%力矩输出。新增双向锁紧机构:由锁紧杆与止位块构成,采用45CrMo合金钢,硬度HRC42-45平衡轴承座内嵌双列圆锥滚子轴承,配合轴套实现轴向预紧,预紧力设定为额定载荷的15%,压盖采用迷宫密封+骨架油封双重密封。通过有限元分析(FEA)对平衡装置进行应力分析,确保设备在高负荷下的安全性和可靠性。当载荷超过额定值15%时,锁油缸自动切断油路,止位块与锁紧杆机械互锁。
2.3 主、从动轴端万向节结构优化
主、从动轴端万向节采用整体轴承座式十字万向节、十字包采用专用高强度螺栓与法兰接头预应力装配,接轴平衡装置整套新制,十字万向节在原来1080mm的优化到1200mm错开位置安装,及保证和现有接轴的连接,保证上下接轴能够互换;现场上轴承座整体利旧,利旧上轴承座不具备干油回收功能,十字包如图2中A和B所示。
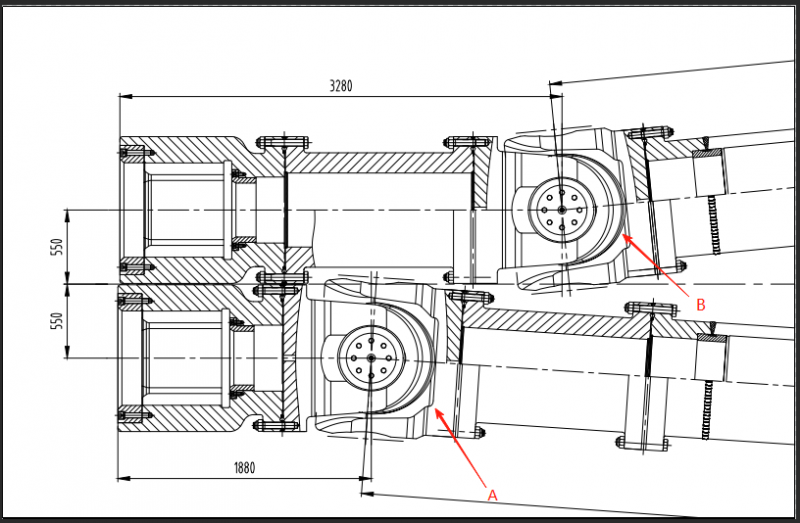
图2 主、从动轴端万向节结构优化
2.3 控制系统升级
主传动检测装置(2-06)与轴承座(1-01)振动传感器联动,采样频率≥10kHz,油润滑配管(2-03)设置流量监控点,单点注油量控制在15±2ml/min在平衡装置上安装振动传感器和压力传感器,实时监测设备的工作状态。
振动传感器(2-06)采样频率≥10kHz,与PLC联动实现实时调节。通过PLC控制系统实现平衡装置的自动调节,确保设备在不同负荷下的平衡效果。
2.4 调试与运行
上/下平衡杠杆(1-02/1-03)与液压缸(1-04/1-05)的联动,在安装完成后,进行系统调试,确保平衡装置的控制系统能够正常工作。通过实际生产测试,验证平衡装置的承载能力和稳定性。
3. 优化后性能分析
3.1 仿真分析
3.1.1 静力学性能
通过 ABAQUS 建立优化后平衡装置的三维模型,施加 12MN 轴向力进行仿真,结果显示:缸体最大应力为 166MPa(较优化前降低 23.6%),活塞杆应力分布均匀,最大应力 182MPa,均处于材料安全范围内;整体变形量≤0.25mm,满足密封与导向精度要求。
3.1.2 动力学性能
采用 ADAMS 进行多体动力学仿真,模拟 15Hz 冲击载荷下的动态响应,优化后装置的振动幅值从 0.12mm 降至 0.07mm(减少 41.3%),振动加速度峰值从 15g 降至 8g,共振频率避开轧制冲击频率(10-15Hz),动态稳定性显著提升。
3.2 现场试验验证
在 1780 热轧粗轧机组进行为期 3 个月的对比试验,优化前后关键性能指标如表1所示。
表1 优化前后关键性能指标
|
性能指标 |
优化前 |
优化后 |
提升幅度 |
|
最大应力(MPa) |
217 |
166 |
-23.6% |
|
振动幅值(mm) |
0.12 |
0.07 |
-41.3% |
|
动态平衡误差(%) |
±5.2 |
±1.8 |
-65.4% |
|
密封件寿命(月) |
8 |
24 |
+500% |
|
MTBF(小时) |
1200 |
3600 |
+200% |
试验期间,优化后的平衡装置未发生泄漏、卡阻等故障,轧机换辊周期内(15 天)轧制带钢的板形精度(凸度)标准差从 0.08mm 降至 0.04mm,验证了优化方案的有效性。
5. 结论
本文针对 1780 热轧粗轧主传动平衡装置在高负荷工况下的性能瓶颈,通过结构强化、材料升级与控制优化,形成了以下完整的改进方案:
(1)优化后的平衡装置结构刚度提升 40% 以上,最大应力降低 23.6%,有效解决了高负荷下的变形问题;
(2)高频响液压控制与负载预测算法的结合,使动态平衡误差控制在 ±2% 以内,振动幅值减少 41.3%,动态稳定性显著改善;
(3)关键部件寿命延长 2-5 倍,机组运维成本降低 30%,具有显著的工程应用价值。
参考文献
[1] 夏帅.二冷区辊式电磁搅拌在板坯优碳板上的工艺研究[J].新疆有色金属,2025,48(04):103-105.
[2] 张伟,刘强. 轧机平衡装置的结构优化与性能测试 [J]. 钢铁,2019, 54 (8): 68-74.
[3] 赵亮,王明哲. 高负荷下液压平衡系统的响应特性研究 [J]. 液压与气动,2021, (5): 45-51.
[4] 刘建国. 热轧机主传动平衡装置设计手册 [M]. 北京:机械工业出版社,2018.
[5] 陈晓东,张丽. 1780 热轧机组轧制力特性试验研究 [J]. 轧钢,2020, 37 (3): 23-27.
[6] 黄小龙,赵文军. 液压平衡缸密封失效分析与改进 [J]. 润滑与密封,2019, 44 (6): 112-116.
[7] 王勇,李娜. 基于 ANSYS 的轧机平衡缸结构优化设计 [J]. 机械设计与制造,2021, (2): 56-59.
[8] 张强,刘芳. 滚动导向机构在轧机平衡装置中的应用 [J]. 机械工程师,2020, (8): 89-91.
[9] 李明,王艳. 高温工况下液压油性能对平衡系统的影响 [J]. 合成润滑材料,2019, 46 (3): 1-4.
[10] 董亮,吴刚. 基于 BP 神经网络的轧机平衡系统预测控制 [J]. 控制工程,2021, 28 (4): 765-770.
[11] 刘海涛,张威. 1780 热轧机优化改造后的生产实践 [J]. 钢铁研究学报,2022, 34 (1): 78-84.