
周广宇
(河南大学河南省工业烟尘治理与资源化工程技术研究中心)
摘要:本研究以推动冶金行业绿色低碳循环发展为核心目标,聚焦钢厂及合金、硅业、电解铝等行业冶炼烟尘产量大、处置难度高的行业痛点,针对传统处理方法存在资源化利用率低、易产生二次污染、实际应用弊端突出等问题,创新研发的冶金行业冶炼烟尘短流程资源化处理集成技术。该技术突破了钢厂传统“尘泥→造粒→回配烧结→炼铁→炼钢”的长流程处理瓶颈,构建了“冶炼烟尘→成型固化→冶炼辅料”的短流程转化路径,直接将冶炼烟尘转化为冶炼辅料,有效破解了传统处理工艺能耗偏高、污染严重、生产运行不稳定及安全隐患突出等系列难题,为冶金行业冶炼烟尘资源化处置提供了全新解决方案。
关键词:冶金行业;含铁固废;冶炼烟尘;短流程;固化材料;绿色低碳
1 概述
据统计,我国粗钢及合金、铝业、硅业、石化、碳素等行业,每年总产量10 亿吨以上,在生产过程中,从料场、烧结、球团、炼铁、炼钢、轧钢、除尘等工序,将产生大量的冶炼烟尘和环境粉料等烟尘固废物,其产生量占成品产量的10%以上,年产生量达亿吨以上。此类冶炼烟尘若处理不当,不仅会造成铁资源浪费、加剧环境二次污染,还会形成恶性循环,严重制约我国大气污染防治及 “双碳”目标的推进。
随着大气污染治理不断加强,排污许可、固废就地处置、超低排放等政策逐步落地,环保督察“回头看”工作常态化开展,冶金行业面临三重核心发展压力:一是规模压力,每年超1 亿吨冶炼烟尘需专业化处置,叠加历史堆存量,对处理能力提出刚性需求;二是技术瓶颈,传统处理模式存在明显短板,无法实现冶炼烟尘高价值资源化利用,且易产生二次固废、存在重复耗能等问题;三是政策倒逼压力,环保督察已将固废处置列为重点核查内容,对违规堆存、处置不力的处罚力度持续加大。在此背景下,探索冶金固废资源化低碳处置路径,实现冶炼烟尘“高值化、全量化、资源化”利用,成为冶金行业破解发展瓶颈、推动绿色低碳发展的核心任务。
1.1 传统处理方法现状
目前,冶金行业冶炼烟尘主流处理方法有烧结法、球团法、转底炉法、回转窑法、直接还原法及冷热压法,各方法核心特点及短板如下:
烧结法:将尘泥配入烧结料回收铁资源,缺点是配料混合难度大,有害元素循环富集危害高炉,且易产生二次污染。
球团法:原理与烧结法相近,侧重将尘泥制成颗粒,同样存在配料困难、有害元素富集问题,未突破传统短板。
转底炉法:尘泥与焦粉、粘结剂混合造球后入炉还原,回收铁及锌元素,优势是处理效率高、脱锌好、能耗适中,短板是产品强度低、投资大。
直接或熔融还原法:通过特定工艺还原铁氧化物并脱除杂质,可高效回收铁资源,但投资高,可能产生额外污染物。
冷热压法:尘泥消解成型后返回炼钢,优势是投资小、工艺简、效率高、降成本,短板是部分企业因设备、配比等问题,存在成型率低、球团易粉化等问题。
综上,传统方法均有短板,无法兼顾高效、经济与环保,研发短流程、低能耗、降碳的绿色处理技术,是冶金行业的迫切需求。
1.2 研究目标及总体方案
本研究针对冶金行业冶炼烟尘等固废来源工序多、产量大、成分复杂、含钙量高、粒度小、成型困难等共性关键问题,基于吸附凝固与结晶学基本原理,采用“理论研究—实验室研发—中试试验—产业化验证”的递进式研发路径。研究以成型率、固化时间、抗压强度及成本为关键评价指标,运用正交试验法,明确了冶炼烟尘固化材料的制备工艺与核心技术参数,同时确定了冶炼烟尘短流程固化处理的完整应用方案。
2 研究条件
本研究以推动工业绿色低碳循环发展为核心目标,针对传统处理工艺痛点,开展以下关键技术研发工作:一是构建短流程处理工艺体系,为企业提供工业烟尘固废资源化处理技术方案;二是研究烟尘固化新材料,解决冶炼工业烟尘成型难题及资源化率低等问题;三是研究智能控制的产业化处理装备集成技术,保障技术工业化应用的稳定性与高效性。
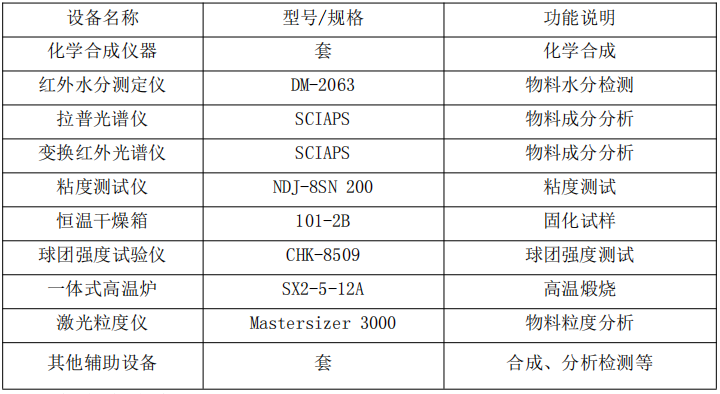
2.1 检测仪器
表1.化学合成、分析、检测仪器
2.2 智能装备集成
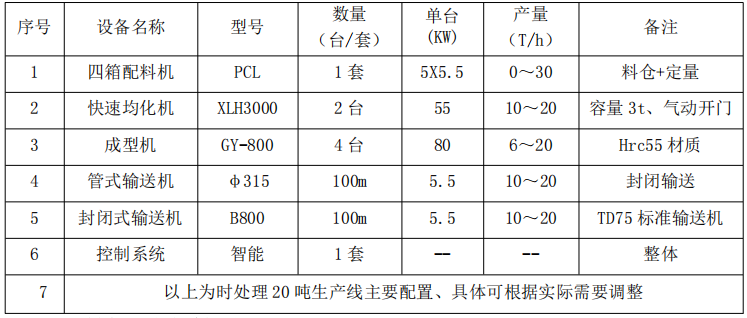
为保障短流程工艺的产业化应用,研发了智能化处理装备系统,构建了定制化的“立体化—精准配料—高效混合—快速成型—即时固化”短流程智能产业化处理系统。冶炼烟尘处理系统配置见表2.
表2.冶炼烟尘处理产20 吨/h 生产线
2.3 原料成分与性质
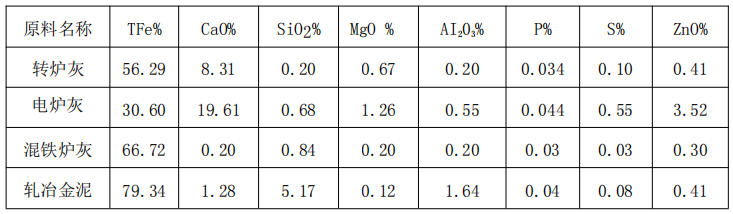
本研究试验所用原料由安钢等企业提供,包括转炉灰、电炉灰、混铁炉灰、轧冶金泥等;GY 型免烘干粘结固化剂有河南省远征冶金科技有限公司提供;其原料化学分析见表3.
表3.固废原料化学成分析表
2.4 固化成型成品技术要求
根据炼钢应用要求,将含铁固废成型产品用作冶炼辅料或造渣剂,要求成品球团TFe>55%,抗压强度>800N/球,并有减少硫、磷挥发的成分。因此,在冶炼烟尘的基础上,搭配混铁炉灰、轧冶金泥及铝灰渣等固废原料,通过科学配入,从而保证成型固化成品高铁及固硫固磷等性能。具体技术指标见表4.
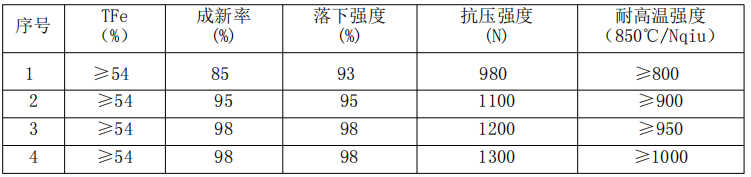
表4.含铁固废固化成品技术要求
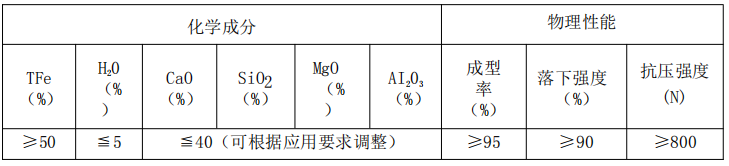
化学成分:TFe,≥50%(可调整);有害元素,S≤0 .2%,P≤0 .1%;碱性氧化物:≦40 (CaO+MgO)/(SiO₂+Al₂O ₃)=1 .0-2.0;
成型粒度:30x30x15mm、50x30x25mm≥85%;
落下强度:2m 落下≥90%;抗压强度,≥800N/球;耐高温性:800℃条件下不粉化;冶金性能:满足熔渣快,去杂质、改善流动性、脱磷率高等冶炼要求。
3 研究内容
本研究针对来冶炼烟尘源工序多、产量大、成份复杂、含钙高、粒度小,成型难等共性关键问题,完成了冶金行业烟尘固废化学、特征的分析;基于吸附凝固与结晶学基本原理,完成了冶炼烟尘对粘结、固化材料的适应性及润湿、粘结、凝聚及成型固化等性能的研究,确定了烟尘成型固化材料制备工艺及技术参数的优化,以及短流程处理及应用方案,为实现产业化奠定了基础。
3.1 固化材料的制备
本研究材料,由木薯粉、纳米改性树脂、聚合物、固化剂、交联剂等材料合成的,通过木薯粉多糖聚合物分子链中的羟基部分氧化为醛和酮,在其他组份原料的水解活化、糊化、交联等反应工艺,获得具有吸附、粘结、凝聚、固结、耐高温等性能的冶炼烟尘成型固化材料,解决传统方法成型难、成品易粉化、不耐高温等问题。固化材料合成路线见图1.
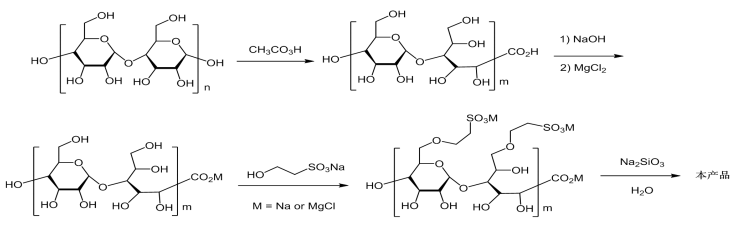
图1 烟尘固化材料合成路线
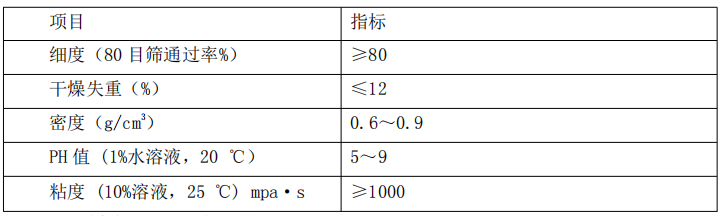
该材料兼具吸附、粘结、凝聚、固结及耐高温等性能,适用于各类工业烟尘的固化处理。在应用过程中,通过混合均化工艺使冶炼烟尘与固化材料充分结合,形成稳定的三维网状结构,再经高压成型机制备成符合冶炼要求的团块颗粒。该技术实现了工业烟尘的高效固化与资源化利用,为烟尘治理与循环利用提供了可靠的技术路径。固化成品技术指标见表5.
表5.烟尘固化材料技术指标表
3.2 冶炼烟尘成型固化
为保障短流程工艺的产业化应用,研发智能化处理装备系统,依托烟尘固化新材料,构建了定制化的“立体化生产—精准配料—高效混合—快速成型—即时固化”短流程智能处理系统。
3.2.1 短流程成型固化工艺
本研究通过烟尘固化新材料及智能化成型固化集成技术,突破了传统“冶炼固废-堆放-烧结或造粒烧结-炼铁-炼钢”工艺,简化为免消解、免配焦、免烧结、免炼铁、免烘干、快速固化的“冶炼含铁固废-成型-炼钢”工艺。破解了传统处理方法污染重、不易成型、利用率低及产业化应用难题。是钢厂实现双碳目标,促进绿色发展的重要途径。
制备工艺:原料输入配料仓→定量配料→混合料→输入搅拌机→强力搅拌→高压成型→球团自然干燥-产品应用。本工艺特点是,取消了干法冶炼烟尘消解及球团烘干环节),短流程工艺流程见图2).
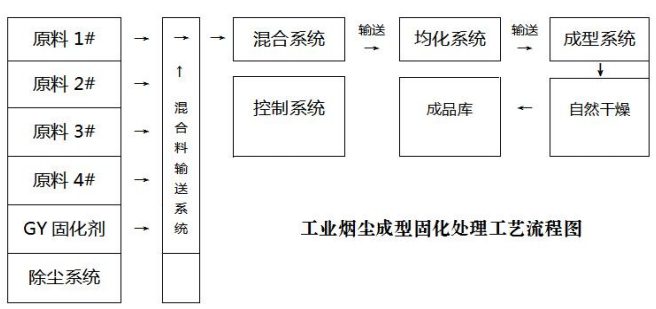
图2 冶炼烟尘短流程工艺流程
3.2.2 成型原料配比方案
表6. 原料成型配比表
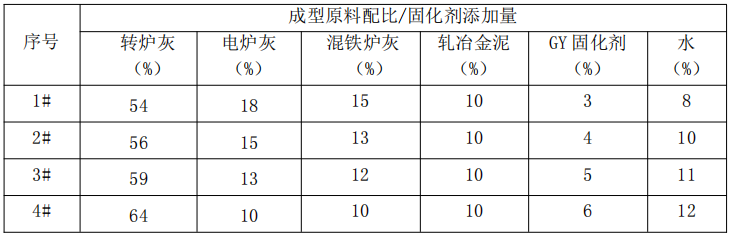
在配比设计过程中,遵循以下核心原则:通过多元原料的协同搭配,精准调控全TFe 含量≥50%;合理调节CaO 与SiO₂的比例,确保碱度处于适宜范围;通过掺入低硫、低磷原料,有效控制有害元素含量;同时,保证固化剂与水分的适宜的添加量,以优化混合料的成型性能与最终产品的结构稳定性。
3.2.3 操作系统及操作步骤
1)固废原料准备:首先将大颗粒原料粉碎至3mm 以下,将成型原料和固化材料分别输入定量配料仓内;通过控制系统将成型原料定量后送入输送系统。
2)混合均化系统:通过输送系统把混合料送入均化系统,进行混捏+螺旋搅拌+输送,确保混合料中各种成分的均匀性。
3)高压成型系统:通过输送系统,将均化好的混合料进行高压。集成伺服液压控制系统的成型机,可根据需要调节压力参数,成型确保了高效与稳定。
5)成型产品自然固化:将成型后的成品,输送至成品仓或成品料场,自然放置10-38h,即可形成强度达标、性能稳定的炼钢辅料产品。
3.2.4. 冶炼烟尘固化成品物理性能
表7.原料成型成品检测结果表
(注:TFe 含量为分析结果;落下强度为从压机出来成品,在2 米下落后的整体情况;抗压强度为成品干燥后的抗压强度;耐高温性系成品在高温时间条件的抗压强度。)
4 试验数据分析
基于工业烟尘煤粉粒度细、成分复杂,成型难的等特征及具有含高TFe及 CaO、MgO、SiO2、Al2O3 等成分分析,将工业烟尘固化资源化,不但要考虑成型性能,还要考虑化学成分、冷强度、耐高温性能等技术指标,为此,针对烟尘固化新材料适应性、成型性能、固化性能等内容,进行了如下验证。
4.1 固化材料添加量对物料成型性能的影响
冶金行业含铁固废粉料因化学成分复杂、粒度细,存在成型困难的问题。通过不同配比的实验表明,混合料中添加2%的GY 固化剂时,物料成型率较低,当固化剂添加量达到5%时,成型率达98%以上,随着固化剂添加量的增加而提高。相关数据见图3.
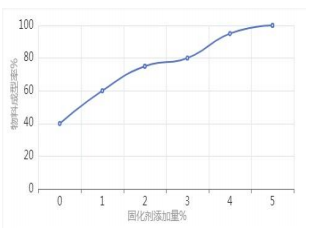
图3 固化材料添加量对物料成型的影响
4.2 水添加量对物料成型性能的影响
混合料的成型率主要取决于水与固化剂的添加量及其在物料中分布的均匀性。当水或固化剂添加不足时,将直接影响混合料的成型效果以及成品的强度性能。实验表明,当水添加量≤6%时,其成型率≤80%,当水添加量12%时,其成型率≥95%。数据见图4.
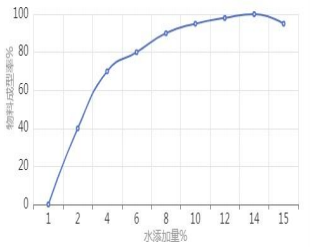
图4 水添加量对物料成型的影响
4.3 均化时间对物料成型性能的影响
在混合料均化过程中,适宜的固化剂与水及均化时间是物料成型的保障。若水份低、均化时间短,粘结力不能完全发挥,进而影响整体成型率。实验证明,混合料均化时间在8min为易,时间过短混合料均化不匀,过长混合料水分降低,影响成型性能。相关数据见图5.
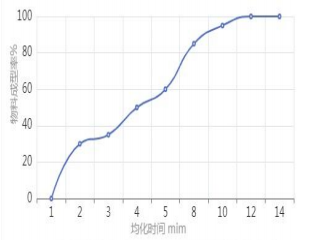
图5 均化时间对物料成型性能的影响
4.4 干燥温度、时间对成品强度的影响
该固化材料属于免烘干型。不需要加热烘干,但也受温度的影响,实验结果表明,成品强度随着温度提升而提高,实验室150℃干燥2-3h 达到最高峰值,自然干燥需温度在30℃以上时,20h 达到峰值,自然干燥在40℃下10 小时达到峰值。
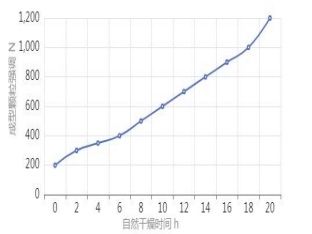
图6 自然干燥时间对成品的影响
5 结论
5.1 冶炼烟尘固化新材料创新
基于吸附凝固与结晶学原理,研发的多组分复合固化粘结材料,实现了冶炼烟尘免消解直接成型的技术突破。材料成型率≥95%,以上,冷压抗压强度≥1200N/个,常温快速固化,成品高温无粉化、成分稳定性强,完全满足炼钢辅料应用要求,彻底解决了传统材料适应性差、强度不足、易粉化的行业痛点。
5.2 智能短流程处理系统创新
构建的智能配料、 高效成型系统,实现了冶炼烟尘资源化成型处理全程可控。系统革命性省去烧结、炼铁、配焦等高耗能工序,相较传统工艺提高固废处理量30-50%、节电≥80kWh/t,减少粉尘排放削减90%以上,CO₂、SO₂排放分别降低80%,实现环保与能效双提升。
5.3 高值化应用场景创新
将冶炼烟尘直接转化为炼钢原料或辅料,具备透气性佳、熔点低、造渣效率高的特性。减少配焦炭100%,铁回收率50%以上;吨钢节水≥3 吨、可替代30%-40%石灰、20%-25%萤石,脱硫脱磷效率提升15%-20%,同时提升钢水纯净度,减少炉渣产生量,形成“固废资源化-提高钢产量-减排降碳”的闭环优势,拓展了冶金固废高值化利用新路径。