
唐迎东 尹新景
河南济源钢铁(集团)有限公司
摘要:定点测厚是监测管道腐蚀的主要手段之一。对于重要类管道,要求根据现场工况每季度或半年进行一次定点测厚(使用年限超过10年的每月进行一次),在停机时进行全面测厚,对辅助类管道不做定点测厚要求。文章对定点测厚的经济效益和测厚注意事项进行了论述。
关键词:管道;腐蚀;定点测厚
0 前言
炼铁厂此前多次发生管道腐蚀泄漏隐患。2023年2月8日2#炉工业水管道腐蚀漏水,因无法停机只能临时处理,并未能彻底处理,导致带病生产,严重影响高炉生产。2023年7月15日2#炉工业水管道腐蚀泄漏,导致高炉直接停产7小时。据了解这种由管道腐蚀引起的隐患在其他分厂也有发生。为此,分厂领导高度重视,并要求对重要管道制定周期检查深挖,定点、定人、定期检查落实,以加强生产设备管道的防腐蚀工作,防止类似问题重复发生。由此可见,随着设备的老化及大型化,管道腐蚀逐渐成为企业面临的主要难题之一,加强管道的腐蚀监测势在必行。
目前对管道腐蚀监测常采用超仪,属于无损检测,避免了对管道的破坏,同时管道测厚操作比较简单,因此成为厂内最厂泛的管道腐蚀监测手段。
1 在线管道的定点测厚
过去的管道腐蚀检测一般都在停机时进行,主要是采取随机对管道抽点测厚的方法。这种方法存在三个方面的问题:
(1)测厚点不能固定,所测的数据没有可比性,不能准确反映出管道的腐蚀程度,无法为管道检修或更换提供依据
(2)测厚时要将管道的保温拆除,工作难度大,破坏性也较大,而且测厚完成后还需将保温进行恢复。
(3)无法及时反映出在线管道的腐蚀状况,不能充分发挥腐蚀监测的作用。
1.1 定点测厚方法
测厚采用超声波测厚仪,管道被测表面温度低于50℃,选用常温测厚仪,当温度超过50℃,选用高温测厚仪。测量前应使被测表面不滑光洁,并根据管道材质对测厚仪进行校正。测厚时要根据被测管道表面温度选择正确的耦合剂。测厚时应采用二次测厚法,即将探头分隔面分别在与管道轴线垂直及平行的方向上各测一次,以最小値为准。如果两次测厚结果偏差大于0.2mm,应重新测量。
1.2 定点测厚管道及测厚频率的选择(mm/a代表腐蚀速率,mm长度单位,a时间单位年)
首先根据管道腐蚀经验,将管道按腐蚀率大小分类,对于腐蚀率大于0.5mm/a的管道定为A类管道,腐蚀率在0.3~0.5mm/a之间的管道定为B类管道,腐蚀率在0.1~0.3mm/a的管道定为C类管道,腐蚀率小于0.1mm/a为D类管道。对于A,B类管道要求进行定点测厚,一般每季度或半年进行一次,如发现测厚数据异常时,要加大测厚频率。 A,B类管道的所有定点在装置停工检修期间应进行全面测厚。对于C,D类管道则不做定点测厚要求。对于新建管道及新更换的管道,首次定点测厚可以在管道运行10个月后进行。
1.3 管道定点测厚的选点原则
选点时主要考虑管道容易发生腐蚀的部位,并兼顾周围环境进行测厚操作,选点一定要具有代表性。
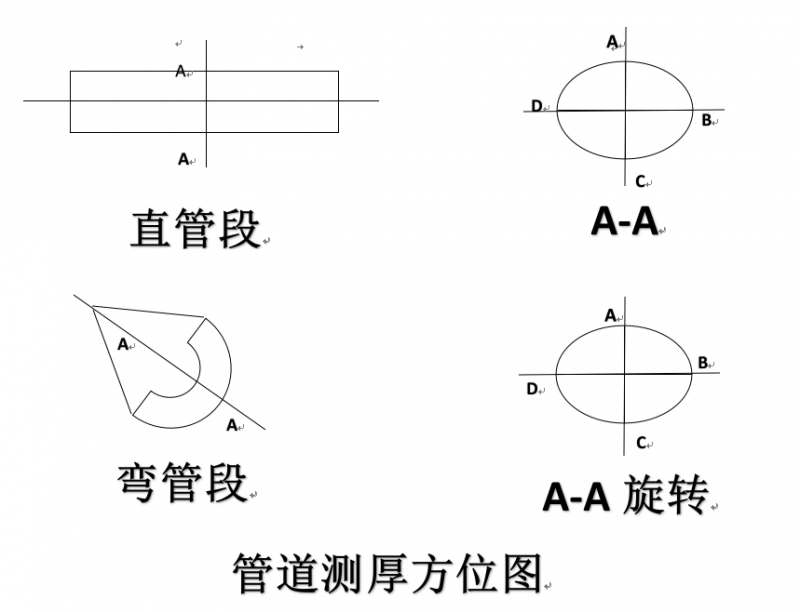
在每一测厚截面上,选择上下左右4个测厚方位(参考下图).图中A,B,C,D为管道测厚部位截面上的 4个测厚点,它的确定原则如下:右手大拇指指向介质流向,4指弯曲的方向即是测厚点A- B-C-D的顺序方向。对于直管,A点设在管道的正上方;对于弯头,A点设在弯头的外弧上。
2 管道定点测厚注意事项
由于在线管道定点测厚工作是在设备正常生产过程中进行的,因此在活动保温套制作安装及测厚操作过程中应注意以下事项。
(1) 制作保温套外壳的材料要轻,对于高温管道的活动保温套,制作材料还应该耐温阻燃。
(2)应在保证测量数据实用价值的前提下,尽量将测厚位置定在操作方便的部位,避免悬空等危险操作,以保证测厚操作人员的安全.定点测厚位置最好由车间设备管理人员和测厚人员在现场共同确定。
(3)对运行中的管道进行测厚时,表面处理尽量不使用锉刀,以免发生火灾。如必须使用,则首先要确认周围环境没有可燃气体.同时操作要小心,露出金属表面即可,避免因管道减薄而造成泄漏事故的发生。
(4)测厚仪应由专人保管,定期进行检查和校正,以保证测厚工作的正常进行。
(5)测厚人员要固定。
(6)测厚过程中要佩带好劳动保护用品,必要时应佩带安全带防护面具等用品。
3 结语
运行中管道的定点测厚可以及时反映出管道腐蚀及磨损情况,以此为依据及时消除生产隐患,保证生产正常运行,同时也能保证人员的人身安全,并且可以为管道的检维修提供依据,避免了因发现不及时、维护不到位,造成事故的发生。