
日钢营口中板2300m3高炉快速开炉达产实践
孙永 赵世禹 王腾龙
(日钢营口中板有限责任公司炼铁厂)
摘 要:在高炉炼铁整个生产过程中,高炉操作者将阶段性面临高炉停炉及开炉操作,尤其开炉操作,是关乎新建或大修后高炉能否顺利生产的关键性操作,营钢2300m3高炉在2024年3-5月份进行大修作业,于5月7日复产开炉,通过对开炉准备工作的详尽梳理、制定完备的开炉方案及开炉过程中的精细化操作,实现2天全风全氧,实现快速达产达效。
关键词:开炉;完备方案;精细化操作;快速达产;
前言
日钢营口中板有限公司现有四座450m3串罐无料钟式高炉、两座2300m3串罐无料钟式高炉,炼铁厂自投产以来,在实现安全生产和设备稳定运行的前提下,使生铁产量、质量逐年提高,成本逐年降低。在目前行业整体处于盈亏边缘情况下,内部技术革新是打破重围的核心措施,炼铁厂结合历年开炉生产经验及对标同行业其他高炉,制定完毕开炉方案,实现2300m3仅用时两天全风全氧达产,突破营钢历史,实现快速达产达效。
1 历次开炉梳理
|
新1#高炉 |
2019年4月4日16:59送风开炉 |
|||
|
日期 |
铁水产量 |
平均硅 |
煤比 |
≥1.0硅重量 |
|
4日 |
0.00 |
|
|
|
|
5日 |
761.58 |
2.81 |
0.00 |
|
|
6日 |
1562.80 |
2.54 |
80.11 |
|
|
7日 |
2963.61 |
2.08 |
102.85 |
|
|
8日 |
3991.50 |
1.04 |
132.43 |
|
|
9日 |
4090.35 |
0.61 |
162.99 |
|
|
10日 |
5254.45 |
0.47 |
154.21 |
|
|
11日 |
4747.00 |
0.54 |
156.56 |
|
|
12日 |
5428.00 |
0.44 |
164.39 |
|
|
13日 |
5945.39 |
0.37 |
160.14 |
|
|
平均 |
3474.47 |
1.21 |
144.57 |
9279 |
新1#高炉上次大修时间为2019年4月份,由上述数据可看出,营钢大高炉前次开炉达产用时10天,炉温达到正常水平用时7天,高硅铁重量9279吨。
2 开炉前筹备
2.1 开炉制约点分析
1、极低品位开炉:
制约点:结合当日原燃料条件,烧结矿品位仅53.5%,开炉正常负荷料品位54.8%,大高炉面临极低品位开炉。
应对策略:大幅减少硅石、菱镁石等熔剂加入量,采取萤石及少量锰矿等单一熔剂开炉发,降低全炉总渣量,全炉渣比仅611kg/t,从而降低负荷料品位低对开炉影响。
2、球团库存不足:
制约点:球团矿库存仅2000t,还需留出竖炉复产循环用球,高炉开炉用量不足。
应对策略:沟通并跟踪竖炉复产进程,按库存量规划球团配比,避免炉料结构大幅调整,影响恢复进度
3、焦炭库存不足:
制约点:开炉前捣固干熄焦炭库存仅4500t,捣固焦炭库存不足。
应对策略:使用前期入厂的不合格顶装干熄代替捣固干熄使用,利用开炉阶段焦炭结构优良消耗不合格焦炭。
2.2 开炉方案敲定
1、装料作业:
|
段 数 |
负荷 |
矿批 |
[Si] |
焦比 |
R2 |
焦炭 |
料 批 |
批数 |
焦炭量 |
填充体积 |
|||||
|
高碱 |
球团 |
萤石 |
菱镁石 |
锰矿 |
|||||||||||
|
t |
% |
kg/t |
|
t |
t |
t |
t |
t |
|
|
t |
m3 |
|||
|
第一段 |
铺底焦 |
|
|
|
|
|
|
|
|
|
|
|
|
32 |
48 |
|
第二段 |
枕木 |
|
|
|
|
|
|
|
|
|
|
|
|
|
479 |
|
第三段 |
净焦 |
|
|
|
|
|
16 |
|
|
|
|
|
47 |
752 |
1151 |
|
第四段 |
Z1 |
|
19.0 |
2.5 |
1515 |
0.77 |
16 |
18 |
|
5.5 |
3.5 |
1.0 |
4 |
64 |
160 |
|
第五段 |
Z2 |
2.22 |
35.5 |
2.5 |
782 |
1.06 |
16 |
23.12 |
10.88 |
2.0 |
1.2 |
1.5 |
9 |
144 |
395 |
|
第六段 |
Z3 |
2.66 |
42.5 |
2.5 |
657 |
1.14 |
16 |
29.0 |
12.0 |
1.0 |
0.7 |
1.5 |
4 |
64 |
185 |
|
合计 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1056 |
|
|
全炉铁量 |
321.87 |
全炉焦比 |
3.28 |
|
|
|
|
|
|
|
|
||||
2、炉渣成分预测:
|
炉渣成分 |
CaO |
SiO2 |
Al2O3 |
MgO |
S |
CaF2 |
R2 |
Mg/Al |
|
24.93% |
31.95% |
18.90% |
14.10% |
1.63% |
5.20% |
0.78 |
0.75 |
此次开炉采取花开法开炉,全炉焦比按以往经验控制在3.28t,全炉铁量322吨,全炉终渣碱度0.78,CaF2控制在5.20%,镁铝比0.75。
2.3 开炉达产目标设定
|
项目 |
7日 |
8日 |
9日 |
10日 |
11日 |
12日 |
13日 |
|
产量(t) |
0 |
800 |
2500 |
4000 |
5000 |
6000 |
6000 |
|
焦比(kg/t) |
780 |
630 |
500 |
450 |
430 |
400 |
390 |
|
煤比(kg/t) |
—— |
50 |
80 |
120 |
140 |
150 |
150 |
|
风温(℃) |
1000 |
1120 |
1160 |
1200 |
1210 |
1220 |
1220 |
|
炉温(%) |
—— |
1.5-2.5 |
1.0-1.5 |
0.8-1.0 |
0.5-0.8 |
0.5-0.8 |
0.4-0.5 |
|
风量(m3/min) |
2600 |
3800 |
4400 |
4600 |
4800 |
4800 |
4800 |
炼铁厂通过对标日钢开炉进程及开炉小组人员建议,结合新1#高炉2019年枕木开炉恢复参数及营钢低品位原料现状,综合分析制定开炉达产参数控制目标,确保开炉后稳步提升指标基础,开炉过程中依据开炉方案指导下,开炉激励鼓励下,炼铁厂实现开炉零风口损坏,3日达产达效的佳绩,为降本工作做出贡献,实际开炉进程远超预期效果。
2.4 开炉前准备
1、开炉方案培训:
开炉前由作业规划组拟定及评审《炼铁厂新1#高炉烘炉方案》、《炼铁厂新1#高炉开炉方案》、《炼铁厂新1#高炉开炉安全保障方案》、《应急处置预案》等相关方案,第二高炉工场负责组织相关人员学习并熟知,确保参与开炉人员掌握相关工作及安全注意事项,保证开炉安全顺利进行。
2、备品备件准备:
|
序号 |
备品备件名称 |
数量 |
负责人 |
序号 |
备品备件名称 |
数量 |
负责人 |
|
1 |
风口大套 |
4个 |
王友军 |
12 |
免烘烤捣打料 |
30t |
张振明 |
|
2 |
风口二套 |
15个 |
王友军 |
13 |
水泥 |
3t |
张振明 |
|
3 |
风口小套 |
20个 |
王友军 |
14 |
泥耙 |
10个 |
张振明 |
|
4 |
风口大盖 |
30套 |
胡浩 |
15 |
泥叉 |
10个 |
张振明 |
|
5 |
风口小盖 |
30套 |
胡浩 |
16 |
钢钎 |
10根 |
张振明 |
|
6 |
送风装置 |
1套 |
胡浩 |
17 |
打风口用白钢管 |
4根 |
张振明 |
|
7 |
钻杆 |
350根 |
张振明 |
18 |
DN20空气胶管 |
500m |
张振明 |
|
8 |
钻头 |
700个 |
张振明 |
19 |
打风口用滑锤 |
2套 |
张振明 |
|
9 |
氧气管 |
30t |
张振明 |
20 |
泥套浇注料 |
2t |
张振明 |
|
10 |
无水炮泥 |
70吨 |
张振明 |
21 |
铁水罐 |
66个 |
冯洪军 |
|
11 |
氧枪 |
6根 |
张振明 |
—— |
—— |
—— |
—— |
炼铁厂作业规划组各专业工程师对开炉期间所需备品备件进行梳理并准备,关键性备件共计21项,落实负责人,现场确认备件数量及存放点,确保开炉过程备品备件有效使用,为开炉顺利提供保障支撑。
2.5 装料精准化
1、激光测量料面及炉型:
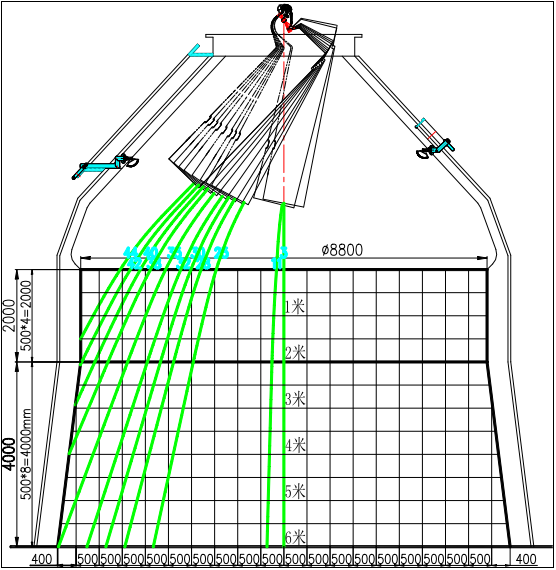
引进科学技术测量料面及炉型,使用激光对砌筑后炉型进行扫描,确定炉型,装料过程中对料面、布料位置及碰撞点进行测量,量化数据支撑,指导实际生产操作。
2、精准控制装料
|
项目 |
单位 |
开炉目标 |
实际完成 |
|
开炉焦比 |
t/t |
3.28 |
3.30 |
|
净焦位置 |
m |
11.2 |
11.1 |
|
Z1位置 |
m |
9.5 |
9.6 |
|
炉温 |
% |
2.5 |
2.0 |
|
碱度 |
- |
1.10 |
1.11 |
|
镁铝比 |
- |
0.78 |
0.76 |
炼铁厂首先从全焦无球团、全焦配球团、枕木无球团、枕木配球团4种开炉方式中选定枕木配球团开炉,其次对标日钢采用铺底焦和三段式负荷料开炉料进行开炉,最终经过炼铁厂新1#高炉开炉小组评审后制定详细开炉方案,通过开炉过程实际完成情况对比,开炉参数目标设定符合营钢实际。
3 开炉过程控制
3.1 开炉过程参数控制
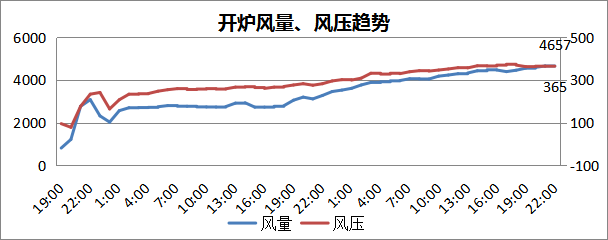
新1#高炉于5月7日18:18点火开炉,开炉采用18个风口送风,送风风口总面积0.1852㎡,至20:20未堵泥的风口全亮;20:29引煤气结束,历时131分钟;至8日8:26累计风量212.6万m³,出第一次铁,出铁量107t,渣铁流动性良好;9日17:15风口全开,历时46小时57分钟,接近日钢大高炉最快开炉全风口水平(46小时10分钟)。
3.2 开炉过程开风口情况
|
日期 |
8日 |
8日 |
8日 |
8日 |
8日 |
8日 |
9日 |
9日 |
9日 |
9日 |
9日 |
9日 |
|
时间 |
9:02 |
9:27 |
11:42 |
18:15 |
19:20 |
21:08 |
0:48 |
4:30 |
6:00 |
9:15 |
12:15 |
17:15 |
|
风口 |
19# |
13# |
3# |
5# |
29# |
27# |
7# |
21# |
11# |
25# |
9# |
23# |
1)用时131分钟快速引煤气:新1#高炉18:18开炉,20:29引完煤气,用时仅131分钟,较2019年引煤气时间5小时15分钟提前3小时4分钟;
2)历经46小时57分钟开炉快速全风口:8日出第一炉铁后期,渣铁排放正常,于9:02开第一个风口(19#),之后根据渣铁排放情况不断上风开风口,至9日17:15开最后一个风口。
4 开炉取得成效
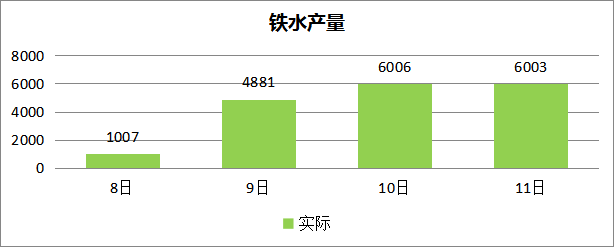
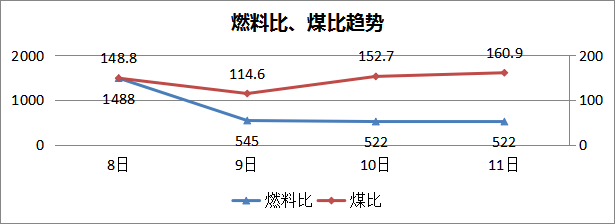
1、新1#高炉开炉后,在平均入炉品位54.8%条件下实现第三日铁水产量完成6006t,燃料比完成522kg/t,煤比完成152.7kg/t,实现开炉快速达产达效目标;
2、新1#高炉开炉第二日铁水平均硅降低至0.58%,期间铸铁量仅1241t,为快速恢复操作参数,降低开炉成本创造有利条件。
5 开炉总结
通过本次顺利开炉,达产达效时间实现营钢枕木开炉最好水平,较2019年新1#高炉枕木开炉达产时间提前6天,总结经验,对开炉标准化作业说明进行完善,增加激光测量和预埋氧枪操作,激光测量能更好的指导高炉精细化、数据化操作,预埋氧枪提前送氧,增加炉缸蓄热,利于渣铁排放。此次开炉实现快速达产达效,对比2019年提前6天达产,提前4天炉温达标,高硅铁量降低8038吨,总计降本创效800万余元,不仅在开炉技术上取得了较为显著的进步,还获得了较大的经济效益。
参考文献
[1] 马丁.戈德斯、瑞纳德.谢尼奥、伊万.库若诺夫、奥斯卡.林格阿迪、约翰.瑞克凯斯特,等(沙永志译). 现代高炉炼铁,北京:冶金工业出版社.2016
[2] 任贵义等.炼铁学,北京:冶金工业出版社.2007
[3] 周传典等.高炉炼铁生产技术手册,北京:冶金工业出版社.1999
[4] 张寿容、于仲洁等.高炉失常与事故处理,北京:冶金工业出版社.2015
[5] 那树人等.炼铁工艺学,北京:冶金工业出版社。2014
[6] 宋建成,等. 高炉炼铁理论和操作 [J]. ,2006,(04):16-43
[7]王筱留,等.钢铁冶金学,北京:冶金工业出版社.1989