
吴志勇,杨培俊
(马鞍山钢铁股份有限公司,安徽马鞍山 243000)
【摘 要】 介绍了一种无料钟炉顶上密封阀夹紧力智能控制系统。通过在炉顶称量罐上安装压力变送器,在均压过程中实时检测均压气体压力,计算均压气体对上密封阀板的盲板力,并在液压系统中设置比例减压阀,建立均压气体压力与液压系统压力之间的比例平衡关系,通过计算机系统智能动态调节上密封阀液压系统的压力,降低并均衡上密封阀板与阀座之间的夹紧力,延长上密封阀板、阀座及上密封阀夹紧机构的使用寿命,降低无料钟炉顶上密封阀的故障率,从而保障了高炉炉顶设备运行的高效性。
【关键词】无料钟炉顶;上密封阀;比例减压阀;高炉
前言
炉顶是炼铁高炉核心领域,用来向高炉内输入原燃料,使炉内得到合理分布,且能保证高炉有稳定密封性的设备系统[1]。20 世纪 70 年代年代卢森堡保尔沃斯(PaulWurth)公司设计了无料钟装料设备(PW 型炉顶),其为积木式结构,采用小直径的上、下密封阀实现炉顶煤气密封,采用旋转溜槽和料流调节阀布料。无料钟具有很大的优越性,目前在国内外得到了广泛使用。上、下密封阀安装在称量罐的上、下口,起密封作用,属于 PW 型炉顶核心设备。上密封阀的开闭是由液压系统驱动阀板做旋转、夹紧运动来完成的,当料罐排压后,上密封阀打开,炉料从上料闸经过上密封阀到称量罐里,当料罐停止装料后,上密封阀关闭,对料罐进行密封并充压,以保证高炉高压操作[2]。为了保证阀板与阀座的密封性,在阀座的压圈与密封圈接触面上堆焊硬质合金,阀板上的密封圈采用硅橡胶密封圈。日常生产中,上密封阀由于开启频繁,运行中载荷大,故障率较高,严重制约炉顶设备的运行效率。
1 上密封阀高故障率原因分析
1.1 上密封阀系统故障统计分析
( 马钢拥有 6 座高炉,全部采用无料钟装料设备PW 型炉顶),2010~2020 年马钢产线高炉炉顶上密封阀故障率统计数据见表1。
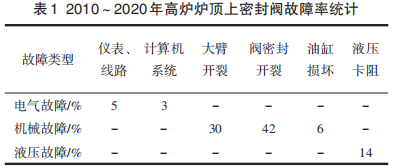
马钢高炉定修周期为 4 个月,每次定修均更换上密封阀硅胶密封圈,对上密驱动大臂进行裂纹超声探测。每12~18个月预防性更换上密封阀板,每36 个月更换上密驱动大臂。虽然上密封阀严格按照周期性管理及预防性维修模式,但是上密封阀的故障率仍居高不下。从表 1 可以看出,机械故障占炉顶上密封阀总故障的 72%,主要体现在上密封阀旋转大臂开裂、阀板开裂以及阀板上的硅橡胶密封圈开裂。一旦上密封阀大臂开裂、阀板或密封圈开裂(见图1),称量罐无法得到有效密封,高炉就需要被迫休风6~16 h,严重制约高炉高效生产。

1.2 上密封阀大臂、阀板及密封圈开裂原因分析
(1)PW 型无料钟炉顶主要设备有均排压阀、上料闸、上密封阀、下密封阀、料流调节阀等[3],这些设备均共用一套液压系统,液压系统采用恒压变量泵,液压系统取以上设备中最大所需压力为设定压力。在高炉休风状态下,对 3200 m3高炉的炉顶设备进行液压压力测试可知,均排压阀需求压力约为8 MPa,上料闸满载开启需求压力约为16 MPa,上密封阀夹紧动作需求压力约为10 MPa,下料闸满载开启需求压力约为 15 MPa,下密封阀需求压力约为12 MPa。上述单体设备最大需求压力是16 MPa,因此一般PW公司设计的串罐型炉顶液压系统压力设置为 17 MPa 左右。尽管上密封阀夹紧动作只需要10 MPa 的压力,但是系统压力设定仍大于 16 MPa。当上密封阀板与阀座夹紧后,理想状态下硅胶圈压缩2~3 mm,但由于液压压力过大,常导致上密阀座的限位齿变形,阀板受力开裂变形。
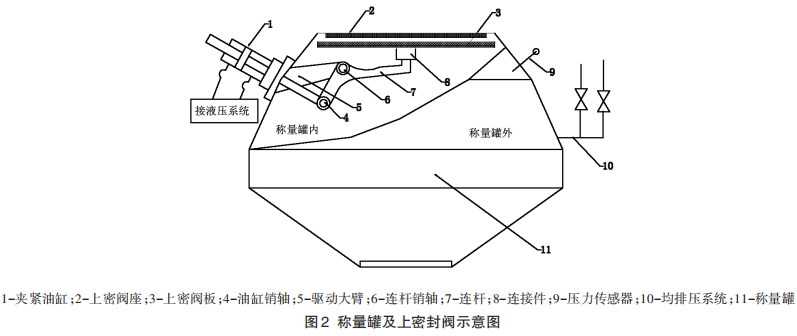
(2)承载上密封的设备称为称量罐,是用来储存、称量炉料且具备充压功能的容器。在高炉生产工艺中,当上密封阀的阀板在液压机构驱动作用下,与上密封阀座夹紧后,高炉计算机系统通过控制均排压系统向称量罐内充入 0.2~0.3 MPa 的气体,使得称量罐内部的气体压力稍大于高炉炉内压力,以便于矿石、焦炭等原燃料顺利放入高炉。从这个工艺可以看出,当称量罐内充入一定压力的气体后,上密封阀板在罐内气压的作用下,产生较大的盲板力。称量罐及上密封阀示意图见图2。
由于在上密封阀夹紧过程中,上密封阀板受到的压力 F 为 17 MPa 左右的液压通过油缸活塞作用的夹紧力 F1,以及充入 0.2~0.3 MPa 压力的气体对上密封阀板产生的盲板力F2形成的叠加。
F1=P1×A=P1×(πd2)/4 (1)
F2=P2×(πD2)/4 (2)
F=F1+F2=P1×(πd2)/4+P2×(πD2)/4 (3)
式中:F1—液压通过油缸活塞作用的夹紧力,N;
P1—上密封阀液压系统压力,MPa;
A—油缸活塞面积,cm2 ;
d—油缸直径,cm;
F2—气体对上密封阀板产生的盲板力,N;
P2—充入称量罐的气体压力,MPa;
D—上密封阀板的直径,cm;
F—上密封阀板受到的压力,N。
从上密封阀构件来看,上密阀板、密封圈及上密大臂频繁开裂,主要是因为上密阀板与阀座的夹紧力过大,大臂、阀板等刚性构件产生疲劳。造成上密封阀板与阀座夹紧力过大的原因如下。
(1)炉顶所有设备共用一套液压站,各单体设备的液压回路压力设定均等于系统压力,上密封阀的液压夹紧力超过了所需的液压压力。
(2)称量罐等同于一个压力容器,当罐内均压向炉内放料时,均压气体压力对上密封阀板产生较大的盲板力。
2 智能调节炉顶上密封阀夹紧力设计
现以马钢2 500~4 000 m3高炉为例。炉顶采用DN1 600 的上密封阀,油缸活塞直径 d=12 cm,上密封阀阀板直径 160 cm,液压系统压力 18 MPa,充入称量罐的气体压力P2=0.2 MPa。
2.1 上密封阀阀座与阀板之间的夹紧力分析
为了便于计算,不考虑上密大臂机构的力臂关系。
由(1)式得液压产生的夹紧力:
F1=P1×(πd2)/4=18×3.14×122÷4=2 034.72 N
由(2)式得均压气体产生的盲板力:
F2=P2×(πD2)/4=0.2×3.14×1602÷4=4 019.2 N
通过试验,液压系统只需要对液压缸提供10 MPa的压力就足以让上密封阀完成动作,10 MPa是上密封阀所需的临界液压系统压力。
命名上密封阀所需的临界夹紧力为 F 设,由(1)式得:
F 设=F1=P1×(πd2)/4=10×3.14×122÷4=1 130.4 N
而在实际生产中,上密封阀板受到的压力 F 为18 MPa的液压通过油缸活塞作用的夹紧力F1,以及充入 0.2 MPa压力的气体对上密封阀板产生的盲板力F2形成的叠加,F=F1+F2。只需F略大于F 设,即可满足运行需要,F过大就会造成上密封阀板开裂,寿命缩短。因而理想状态下F应尽可能等于或稍大于F 设,当F2增大时,通过按比例减小F1值,尽可能保证F处于较小状态。
通过反推计算,当气体对阀板的盲板力 F≥F 设时,液压的压力可以为0 MPa,靠气体盲板力即可将上密封阀板夹紧。
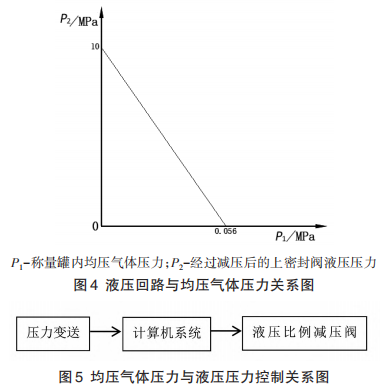
由 F 设=1 130.4 N 可以计算得出:当均压气体压力达到 0.056 MPa 时,仅靠充入称量罐内的气体压力即可将上密封阀板与阀座夹紧。液压压力可以降为0 MPa,因而0.056 MPa为称量罐气体自封上密封阀板的压力临界值。
2.2 称量罐均压气体压力的检测
在称量罐上安装一个压力传感器,能实时检测称量罐内部压力,输出4~20 mA的电流信号。
2.3 上密封阀夹紧机构液压系统的设计
针对造成上密封阀板与阀座夹紧力过大的2个因素,对炉顶上密封阀液压回路重新进行设计。
(1)对上密封阀液压回路增加减压阀,减压阀初 始 调 定 压 力 10 MPa。将 炉 顶 液 压 系 统 压 力 从18 MPa 减压到 10 MPa,上密封阀夹紧,即可满足实际运行需要。其他上料闸等炉顶设备的液压压力仍为液压系统压力18 MPa。
(2)称量罐内充入 0.056 MPa的气体后,上密封阀板产生的盲板力 F2>F 设,即使上密封液压油缸的压力为0 MPa,盲板力也足够支撑上密封阀板夹紧。在称量罐内部气体压力从 0 MPa 升至 0.2 MPa 的过程中,上密封阀板产生的盲板力从 0 MPa 升至 F2。因此可以将上密封阀液压回路中增加的液压减压阀设计为比例减压阀,将比例减压阀初始压力减至10 MPa,随着称量罐内的压力逐渐增加,比例减压阀按比例减压,当气体压力达到 0.056 MPa时,液压压力减至0 MPa。
新设计的上密封阀液压系统见图3。
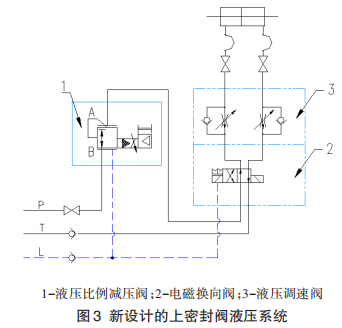
在上密封液压系统中叠加一个液压比例减压阀,把上密封阀的液压系统压力从 18 MPa 降低至10 MPa。在高炉上料工艺中,当上密封阀液压系统两位四通电磁阀得到夹紧信号后,电磁阀打开,液压压力油通过电磁阀及液压调速阀到达夹紧油缸。
夹紧油缸活塞杆通过油缸销轴带动连杆,连杆通过连接件带动上密封阀板向上运动,直到上密封阀板与上密阀座接触后,此时夹紧信号到位,均排压系统开始启动,向称量罐内充入氮气或者煤气,称量罐内压力从0 MPa向0.2 MPa逐渐增加,上密封阀液压压力相应从 10 MPa 降至 0 MPa。相反,当称量罐内的压力通过均排压系统排出后,罐内的压力从0.2 MPa 降至 0 MPa 时,上密封阀液压压力从 0 MPa增加至10 MPa。在整个上密封阀夹紧过程中,上密封阀的系统受力由以前的16~18 MPa,调整至现在的0~10 MPa,保证了上密封阀可靠运行,延长了设备使用寿命。
上密封阀液压回路的压力与称量罐均压气体的压力比例关系见图4,控制关系见图5。
3 结语
根据上密封阀的阀板面积相对于油缸活塞直径比达到10多倍的结构原理,巧用称量罐均压所充入的气体压力对上密阀板产生的盲板力进行自密封。称量罐上的压力变送器输出的4~20 mA电信号通过计算机系统与液压比例减压阀相匹配,液压比例减压阀对上密封液压缸液压压力进行动态调节,称量罐均压气体增加,液压压力按比例减小,称量罐排压,气体压力降低,液压压力按比例增大。通过罐压检测、计算机系统和液压比例减压阀联动控制,实现了智能调节炉顶上密封阀夹紧力,从而降低上密封阀板受到的夹紧力,延长阀板使用寿命。
[参 考 文 献]
[1] 重庆钢铁设计研究院.炼铁机械设备设计[M].北京:冶金工业出版社,1985.
[2] 乌兰娜.串罐式无料钟炉顶上下密封阀的特性与应用[J].包钢科技,2007,33(2):33-34.
[3] 惠展,杨立江 . 无料钟炉顶设备修复技术[J]. 冶金设备,2021 (266):35-38.