
王琳琳,张小兵,成 军,宋嘉俊
(宝武集团中南钢铁广东韶钢松山股份有限公司,广东 韶关 512123)
摘 要:火焰切割机切割铸坯时在切口处残留熔瘤,影响铸坯质量。 通过对韶钢炼钢厂方坯连铸机火焰切割机的改进,设计增加了一套自动去熔瘤风刀装置,实现方坯铸坯切割熔瘤自动去除,提高了铸坯质量,满足轧制需求。
关键词:连铸机;火焰切割机;钢坯;熔瘤;风刀
随着宝武集团中南钢铁广东韶钢松山股份有限公司(以下简称“韶钢”)产量提高,对成品钢材质量要求随之提高,高品质的铸坯是轧机生产高质量钢材的保证。 火焰切割机是连铸机重要的辅助设备之一。 在连铸生产过程中,火焰切割机在切割时会产生大量熔瘤附着在铸坯切割面上,如果采用人工手动去除熔瘤,不仅耗时耗力还需在高温环境中作业,工作效率低,劳动强度大,并且在拉速极快的生产模式下,人工手动操作不能完全去除熔瘤甚至遗漏,致产品产生质量缺陷,严重影响钢材质量。
1 设计背景及必要性
转炉冶炼好的钢水需要经过连铸机进行铸坯成型,成型后根据下道轧制工序的要求,使用火焰切割机对铸坯按定尺长度进行切割。 在火焰切割机切割铸坯过程中,高温融化的铸坯钢水形成熔瘤顺着切割面向下流淌并附着在铸坯底部(见图1),该熔瘤如不去除附着在铸坯底部去轧制,可致成品钢材中形成凹坑和内部夹杂等质量缺陷,最终造成钢材质量降低。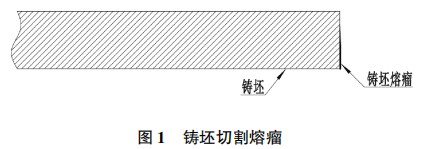
目前,去除铸坯熔瘤没有较好的方法,基本采用人工利用刮铲对铸坯进行手动去除熔瘤。 操作劳动强度大,效率低,无法满足实际工作要求。 因此新增一套自动吹熔瘤装置,从根本上降低员工劳动强度,提高工作效率,满足现场实际工作要求。
2 改造技术方案
为了解决现有设备上的缺陷,对线上火焰切割机进行改造,韶钢设计自制了一种连铸方坯火焰切割机吹熔瘤装置(见图 2),安装在切割机的切割枪侧面。 原理是利用高压氮气通过吹熔瘤装置头部厚度非常薄的口字形状的出风口喷出,厚度非常薄的口字形状的出风口喷出的强高压氮气类似刀切削,故名“吹熔瘤风刀装置”。
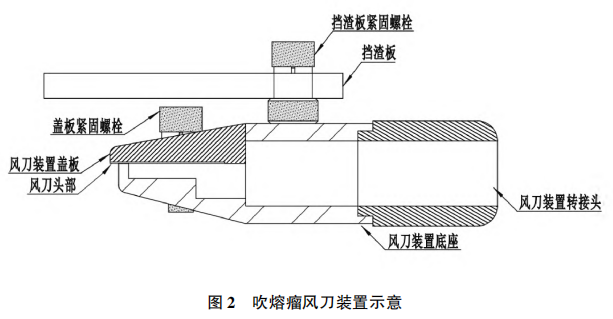
装置主要由氮气管、挡渣板和风刀装置组成。在火焰切割枪侧面增加一条氮气管固定在切割车架上,氮气管为内径 10mm的不锈钢管,氮气压力 1.2MPa。 喷吹装置由挡渣板和喷吹腔和喷吹风嘴组成,喷吹装置由不锈钢材料加工形成,喷吹装置与氮气管通过螺旋转接头连接及固定。 经过多次试验,安装喷吹装置时喷吹风嘴水平线需低于铸坯底面2mm,该喷吹风嘴位置是吹熔瘤的最佳位置,可有效去除切割钢水熔瘤,去除熔瘤效果达98%以上,检测铸坯底面基本无熔瘤粘附。 此技术方案可满足现场工作要求,且与火焰切割枪切割铸坯时同步进行,无需人工再次去除。 装置可用于160mm × 160mm,250mm× 250mm,250mm × 425mm 等多种铸坯的断面。
3 改造具体实施方式
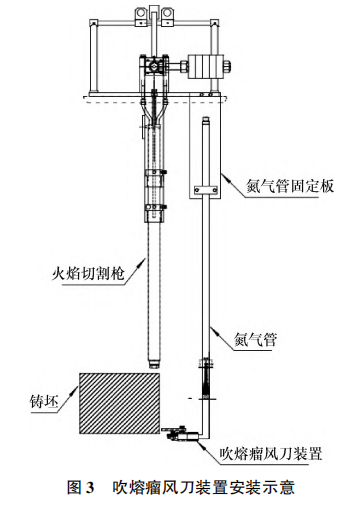
采用不锈钢材料用机床切削制作一个风刀装置底座以及风刀装置转接头,将风刀装置底座作成内部呈阶梯状的空腔室,氮气通过空腔室,氮气压力逐级升压。 风刀装置转接头一端与风刀装置底座通过焊接连接成一体,风刀装置转接头的另一端攻牙再与外部的氮气管拧紧连接,使吹熔瘤风刀装置与氮气管连接固定。 氮气管被切割车体的氮气管固定板固定不动,氮气管固定板焊接在火焰切割枪侧面的火焰切割机车体上(见图3)。 风刀装置盖板的内部切削制作成长 20mm,宽15mm,厚 1mm的四方形空腔室,风刀装置盖板与风刀装置底座用盖板紧固螺栓紧固连成一体,风刀装置盖板的方形空腔室与风刀装置底座的阶梯状空腔室相向扣在一起,形成完整的密闭空腔室,并在风刀头部形成薄薄的1mm厚的口字形状,氮气由氮气管经过吹熔瘤风刀装置的空腔室由此喷出。 当外部1.2MPa 的氮气经过空腔室逐级升压形成强高压气体,从厚度非常薄的风刀头部口字形状喷出,类似刀片一样产生切削效果,可切削铸坯横截面与氮气。 另外采用不锈钢材料制作一个挡渣板装置,挡渣板用紧固螺栓与风刀装置盖板紧固连接,可以阻挡火焰切割枪切割铸坯时掉落的切割渣,避免切割渣粘附在风刀头部上影响使用效果。 吹熔瘤风刀装置通过风刀装置转接头与氮气管和氮气管固定板整体固定在火焰切割机的车体上,不跟随火焰切割枪移动。 通过改变氮气总管压力,用于较大断面去熔瘤。
装置的具体工作方式为:切割铸坯时,火焰切割枪将高压的氧气和高压的天然气混合后进入到切割枪嘴喷出,喷出的高压混合气体点燃后产生高能量的火焰对铸坯进行切割。 同时氮气管也接通1.2MPa 高压的氮气,进入吹熔瘤风刀装置向铸坯底部喷出。 火焰切割枪切割铸坯产生的熔瘤顺着铸坯的切割面流淌到铸坯底部,此时进入吹熔瘤风刀装置 并通过风刀头部喷出的强高压氮气像刀片一样将铸坯底部的熔瘤喷吹割除掉,确保铸坯无熔瘤附着。
火焰气割枪在切割完铸坯后关闭燃烧的气体,氮气管电磁阀延时1s 后关闭氮气,延时 1s可确保铸坯的熔瘤彻底去除干净。
4 改造效果
对比火焰切割机改造前后铸坯断面熔瘤情况,改造后可以通过氮气自动吹扫铸坯切割残余熔瘤,有效、快捷地将将铸坯断面熔瘤去除,无需耗时耗力,降低了员工手工去除熔瘤的劳动强度,提高工作效率,去除熔瘤效果达 98 %以上,确保铸坯轧制成材质量,在连铸机火焰切割机上具有良好的推广价值。
5 结语
钢材产量提高,对成品钢材的质量要求也随之提高,要不断优化铸坯的质量。 随着智能制造时代的到来,每一次改造及优化现场设备都是推动智能制造发展的脚印。 只有在实践中不断探索,不断地突破瓶颈技术,才能降低工人的劳动强度,提高设备的自动化程度。