
李万全,张 超
(河钢集团有限公司,河北 石家庄 050023)
摘 要:X高炉(2500m3)通过增加鼓风量的方式提高产量水平,并在加风过程中对装料制度、热制度、造渣制度、送风制度等上下部操作制度进行优化,以提高风速和鼓风动能为切入点,通过采取缩小风口面积、提高炉顶压力、扩大矿批、定富氧、提煤比等一系列工艺操作措施,活跃炉缸工作状态,稳定煤气流分布,高炉炉况稳定性得以大幅改善,实现了长期稳定顺行,高炉产量逐步提升,在生铁含钒由0.258%升高 至0.28%的高炉冶炼不利条件下,生铁平均日产量由6000t/d提高到7200t/d以上,创造了2500m3 钒钛矿冶炼高炉的日产新记录。本文阐述了对高炉加风提产过程中高风速、高动能等关键工艺操作点的认识和理论根据,结合行业先进高炉实际情况进行了对比分析,并针对 X高炉加风提产实际应用过程中的主要工艺操作进行了介绍。
关键词:高炉;钒钛矿;提产;工艺操作
高炉提高利用系数是炼铁降本增效的核心和关键,也是反映高炉运行状态的重要指标。X 高炉冶炼钒钛矿,日产水平长期维持在6000吨左右,炉况基本达到了稳定顺行的状态,但阶段性的煤气流波动时常发生,且同期国内同立级高炉先进日产水平已达到7500吨以 上,对比国内先进高炉存在巨大差距。为了进一步提高产量水平,高炉打破固有的钒钛矿冶炼操作理念和经验,树立超常规的操作思路,以高风速、高动能为切入点,改善炉缸工作状态和煤气流稳定性,为高炉大幅度加风提产创造条件,实现了高炉高效生产,成功探索出了一条钒钛矿冶炼高炉高产、稳产的工艺操作方法。
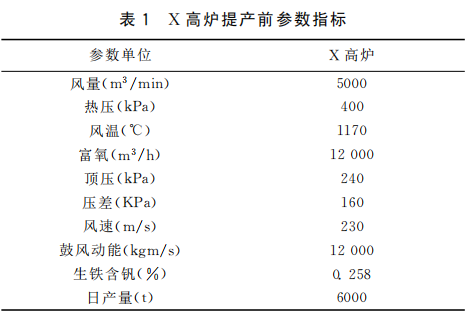
1 X高炉提高产能前参数指标情况
针对当前的参数现状进行分析,其中:富氧量受制氧能力的限制,已经达到最大能力;顶压设计能力245kPa,提升空间不大;风温已用尽。通过对比分析,进一步提产只能通过提高入炉风量来进行,工艺操作的核心是通过上下部操作参数的调整为高炉加风创造条件。
2对高炉风速和动能的认识
高炉的炉缸工作均匀活跃是高炉加风提产、提高高炉稳定性的核心,高风速、高动能为活化炉缸提供动力基础,是炉缸活跃的关键。高风速、高动能的工艺技术路线已在国内多座先进高炉应用并取得显著的效果,一批指标比较优秀的1000~2000m3级的高炉鼓风动能都超过了12000kg·m/s、2000m3级的高炉超过了15000kg·m/s,如天钢1# 3200m3高炉风速260m/s、鼓风动能14000-16000kg·m/s,月均日产量9500吨、喷煤比155kg/t、燃料比505kg/t;重钢1#2500m3高炉风速270m/s、鼓风动能16000-17000kg·m/s,月均日产量7800吨、喷煤比 170kg/t、燃料比 505kg/t;黄骅中铁2500m3高炉风速270 m/s、鼓风动能17000kg· m/s,月均日产量8200吨、喷煤比150kg/t、燃料比510kg/t;还有兴澄钢铁、陕钢、链钢、山西建邦、汉冶特钢、四川德胜、湘钢等高炉,均通过提风速、提动能,高炉稳定性大幅改善,产量和燃料消耗均取得较大的进步,这些高炉的指标都已经进入全国指标最好的第一梯队,成就显著。对比行业先进高炉的普遍控制水平,X高炉的风速和动能水平显著偏低,因此,提高风速和动能水平是 X高炉进一步加风的首选做法,也是最经济的做法。
鼓风动能的本质是热风做功的功率,除了用于煤气上升过程中克服炉料的阻力之外,主 要是在风口前克服炉料和死料堆中焦炭和渣铁的阻力,形成一定深度的循环区,降低死料堆的填充率,从而保持炉缸的活跃,为高炉提供顺行的基础。在这个过程中,风速是热风做功的工具和消耗能源的路径,鼓风动能为做功提供了能源,回旋区深度是对热风所做功的度量,是我们所要的最终结果。
过去的一些实验数据表明,提高风速确实会加剧风口回旋区内焦炭粒度的降解,使本来就因为高煤比而降解的焦炭粒度进一步碎化,如何选择风速给高炉操作者带来了一定的纠结:提高喷煤比之后本应提高风速,加大鼓风动能活跃炉缸,化解诸多不利于顺行 的 因 素,保证高炉的稳定顺行;但另一方面,则需要降低风速,保护回旋区内的焦炭粒度不再破碎,以此来保证高炉的稳定顺行。国内宝钢实测数据表明,风口回旋区小焦粒比例先是随着风速的提高而提高,当风速提高到超过260m/s之后,回旋区内的小焦粒占比会随着风速的提高而降低,进入死料堆表面的小焦粒也呈现出同样的规律。这些数据反映出,较高的风速既维系了回旋区深度,保证原有炉缸的活跃性,又可以避免焦炭在风口回旋区被进一步破坏,减少碎焦颗粒在死料堆表面富集,避免产生新的炉缸滤液性下降问题[1]。风速是否合理可以用两个维度来检验,首先是焦炭在风口回旋区内是否被严重碎化,再次是燃料比会不会因为中心过吹而升高,风速过高一定会造成除尘灰中碳含量增加,如果炉顶除尘灰中碳含量没有出现明显的增量,那么说明这个风速不偏高。
3 加风提产工艺操作过程
3.1 风口面积调整
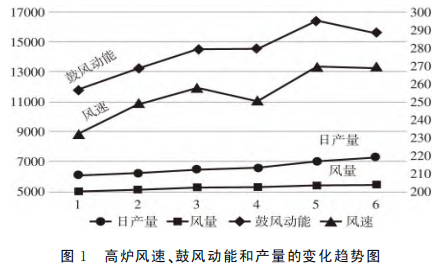
根据预定的提高风速和动能的操作思路,采取最有效的调整方式,即缩小风口面积。X 高炉共计有30个风口,26个直径为120mm 风口,4个直径为130mm风口,送风面积0.3471m2。为提高鼓风动能和保持风口均匀性,利用检修机会将4个直径为130mm 风口改为直径120mm,送风面积调整为0.3393m2。通过风口面积的调整,风速逐步由230kPa提高到270kPa,鼓风动能由12000kg·m/s提高到15000kg·m/s以上。随着风速和鼓风动能的提高,高炉炉缸活跃性提升,炉况稳定性有了明显改善,伴随着风量的增加产量逐步提高,效果明显(见图1)。
3.2 定富氧定煤比操作
富氧和喷煤是高炉强化的主要手段之一,也 对炉内煤气流的分布起重要作用。富氧的作用一是可以加快焦炭的燃烧速度,提高高炉的冶炼强度,按理论计算,富氧率每提高1%,高炉产量可提高3%~ 6%;二是富氧后渣温充沛、炉渣流动性得到改善,能够降低高Al2O3炉渣对炉缸的不利影响,改善炉缸活跃性,且煤气中 N2含量减少,CO 浓度提高,促进炉内间接还原,有利于提高煤气利用率,降低燃料消耗。另外,提高富氧率后,理论燃烧温度升高,需要通过提高煤比来维持合理的理论燃烧温度,为高煤比操作创造条件,同时炉内温度场和煤气流分布发生变化,炉内温度上凉下热,中心气流会减弱、边缘气流会增强[2],需要优化上下部操作制度,调整煤气流分布。
富氧和喷煤是 相 辅 相 成 的,喷煤一方面是减少焦炭消耗降低成本的重要手段,另一方面降低理论燃烧温度,且有利于中心煤气流的发展,抵消富氧给高炉冶炼带来的不利影响。因此高富氧对应高煤比是高炉提产降本操作的经典搭配,并且为确保煤气流分布的稳定性,应尽可能减少富氧和喷煤的调剂幅度,定富氧定煤比操作,减少煤气流波动。根据行业先进单位经验,富氧率6%以上是最经济的范围,国内常规高炉最高富氧率达到10%左右。富氧和喷煤量的高低,主要取决于富氧和喷煤设备能力的大小,以高炉理论燃烧温度作为两者平衡的依据。
针对X 高炉12000m3/h富氧上限能力,以及43t/h的喷煤系统设备能力冶炼钒钛 矿,将煤比控制在140~150kg/t范围内,在日常操作过程中,富氧上限使用,不作为调剂手段,喷煤量调剂尽可能早调、少调、微调,减少炉腹煤气量的波动,稳定煤气流分布。
3.3 提高顶压和压差
在下部高风速、高动能操作的同时,上部提高顶压操作,可以改善炉料透气性,有利于高炉加风。提高炉顶压力实质上是压缩了煤气体积、降低了煤气流速、延长煤气在高炉内的停留时间,进而改善间接还原动力学条件,从而有助于煤气和铁矿石之间的气-固相反应,增强煤气的扩散、穿透能力,强化煤气吸附、界面反应等还原 过 程。在宏观上提高顶压可以有效提高高炉透气性,促进高炉稳定顺 行[3]。近年来,一些先进高炉的顶压已经达到280kPa、接近300kPa,有效提高了煤气利用率、降低了燃料消耗。
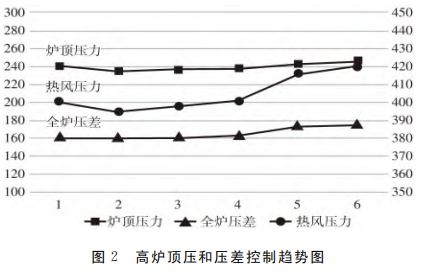
高炉炉顶压力的提高,主要受炉顶设备能力的限制。X高炉顶压虽然接近设计顶压,但 还有一定的提升空间。随着加风过程,将炉顶压力由240kPa提高到设计顶压245kPa,热风压力由400kPa提高到420kPa,全炉压差由160kPa提高 到175kPa。
在加风过程中,随着热风压力的提高,适当提高炉顶压力,全炉压差虽然有所升高,但升高幅度明显小于热风压力升高幅度,高炉整体透气性改善,更有利于接受风量,为高炉进一步加风创造了条件(见图2)。
3.4 装料制度调整
3.4.1 布料矩阵调整
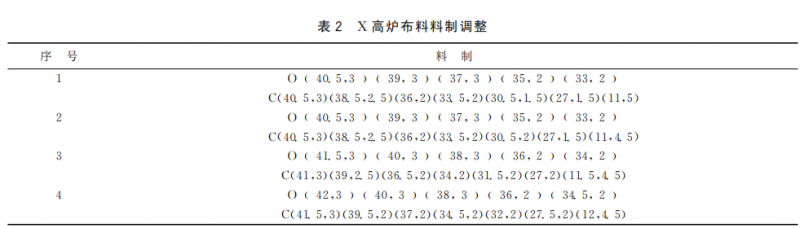
随着风量、动能上升,上部装料制度进行同步调整,兼顾中心与边缘的气流分配,保证中心和边缘气流分配比例大致不变,一是矿焦角度同步外扩,保证中心气流的稳定;二是适当增加焦炭角差,拓宽焦炭平台,改善布料料层的稳定性,提高煤气利用率,降低消耗(见表2)。
3.4.2 批重调整
X 高炉要求在实际生产中,炉喉的焦炭层厚度要确保≥500mm,才能保证炉料及软熔带的透气性。所以在强化冶炼的过 程 中,要考虑选择焦炭批重确保必要的焦炭层厚度。根据计算公式:
CB =K×DT3
式中:CB——— 焦碳批重,t/批;
DT——— 高炉炉喉直径,m;
K——— 焦碳批重系数,范围0.03~0.04, 一般取0.035。
得出最小焦炭批重计算公式是:
CB最小 =πD2 KHγ/4
式中:CB最小 ——— 焦炭最小批重;
D——— 炉喉直径;
K——— 料面形状系数,取1.1;
γ——— 焦炭的堆比重,取0.5;
H ———焦炭的料层厚度。
根据 X高炉的炉喉直径8.4m 计算,最小的焦炭批重是15t。
在一定条件下,大矿批有利于矿石的均匀分布和稳定上部气流,改善软熔带透气性,从而促进炉温的稳定顺行[4]。X 高炉将矿批由68t提高至74t,焦批保证大于15t,批重增加后,减少了炉内的料层数,大幅降低矿焦间的界面效应,改善炉内透气性。
3.5 加风进度控制
高炉加风过程以透气性作为依据,当高炉透气性差,不接受风量时,风量使用以热压数据为基准,按照各阶段热压上限要求控制;高炉透气性好,接受风量时,风量使用按照各阶段风量流量要求控制,尽量上用风量。
X高炉在加风提产过程中,随着风量上升,高炉透气性并未下降,反而呈上升趋势,分 析原因;一 是随着风量和鼓风动能上升,高炉死料柱的置换周期缩短,死料柱内焦炭置换速度加快,能够有效提升死料柱焦炭的质量,提高高炉透气 性;二 是 采 用“中 心加焦+平台漏斗”相结合的布料制度,调整中心区域矿焦比例,兼顾中心与边缘的气流分配,在稳定中心气流的同时,保证边缘透气性,有效提高了高炉透气性;三是鼓风动能上升后风口回旋区增大,死料柱形状发生变化,体积缩小,尤其是炉缸区域死料柱的直径缩小,炉缸渣铁渗透死料柱难度降低,炉缸活跃性上升。当风量达到(5400±50)m3/min后,热风压力维持在410~420kPa,鼓风动能≥15000kg·m/s,高炉日产达到7200t以上,达到了预定目标。
4 结语
(1)高风速、高动能是高炉加风提产的基础,缩小风口面积是提高风速和鼓风动能最有效的措施。
(2)高顶压操作有利于改善料柱透气性,有利于高炉加风。
(3)上部装料制度必须根据送风参数进行调整,保证边缘和中心气流分配比例稳定;适当提高焦炭批重和矿石批重,有利于降低矿焦间的界面效应,改善高炉透气性。
(4)高炉加风过程要循序渐进,保持风温、富氧、喷煤等操作参数的基本稳定,减少对炉腹煤气指数的大幅影响,有利于加风过程中的煤气流稳定。
参考文献:
[1] 傅水宁.解剖高炉中不同部位焦炭性质变化的研究[J]. 钢铁,1982,17(11):33-39.
[2] 周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2002.
[3] 王筱留.钢铁冶金学(炼铁部分)[M].北京:冶金工业出版社,2000.
[4] 兰海波,王玉庆.南钢4号高炉大矿批分装·操作实践 [J].炼铁,2009,28(1):28-30.