
李伟东,王金辉,何海龙
(鞍钢股份有限公司炼钢总厂,辽宁 鞍山 114021)
摘要: 针对提高废钢比,降低铁水单耗后影响转炉炼钢工艺的问题,优化了废钢尺寸和结构、转炉造渣工艺、转炉提温剂的使用及转炉冶炼控制模型,实现了高废钢比情况下转炉生产指标的稳定,并提高了生产效率。
关键词: 转炉;废钢比;造渣;提温剂
我国绝大多数钢铁产量采用 “高炉-转炉”长流程生产,转炉主要原料为铁水和废钢。 随着国内外高品位铁矿资源和优质焦煤资源的大量消耗及节能减排压力的日益加大, 高炉铁水的生产成本逐步提高[1]。 我国废钢保有量和产生量逐年增加,价格逐渐降低, 转炉采用高废钢比冶炼不仅能够减少对矿石的依赖, 还能够减少碳排放和转炉冶炼渣量,提高炼钢产能。
鞍钢股份有限公司炼钢总厂(以下简称“炼钢总厂”) 从 2020 年 10 月份开始进行钢铁料结构调整,提高废钢比,降低铁水单耗,操作模式由低废钢比向高废钢比转变,当废钢比由 10.27%提高到 14.65%时,转炉冶炼各项指标均下滑。 因此,有必要分析高废钢比对转炉炼钢工艺的影响, 以制定相应的优化措施, 保证高废钢比条件下转炉生产指标的稳定,提高生产效率。
1 高废钢比对转炉炼钢工艺影响分析
1.1 对转炉操作的影响
高废钢比操作会对转炉开吹打火和造渣产生不利影响,从而影响转炉终点碳温的控制。
(1) 废钢在转炉熔池内的融化要经过废钢表面的铁水冷凝、冷凝层融化、废钢渗碳融化三个过程。 高废钢比炉次时,铁水和废钢装入后,小块且比表面积大的板状废钢在冶炼前期能够迅速融化,熔池温度会骤降,使得转炉开吹打火困难。 尤其是采用转炉干法除尘为了控制卸爆, 采用低氧压打火时,打火不畅的现象尤为突出。
(2) 由于熔池温度低,冶炼前期炉内金属的粘度增加,降低了熔池传热和传质速度,吹氧反应区的热量向熔池其它部分的传递速度降低, 熔剂升温速度慢,尤其是大块、非板状、低碳的废钢本身融化速度较慢,当其比率高时,进一步延缓了升温速度,从而造成转炉成渣困难,前 期 脱 磷 率 下降[2]。而且采用提温剂升温时,有的炉次采用硅铁,造成渣量增加,渣况恶化,影响脱磷效果。 不同结构的废钢融化速度差异大,冶炼过程温度波动大,脱磷率不稳定,使得冶炼终点不易控制,造成终点碳温命中率下降,高温及过氧化炉次增加。
1.2 对转炉炉衬维护的影响
高废钢比炉次时,废钢加入量增加,加入 废钢时对炉衬表面的冲击力增大,尤其受废钢槽容量限制,为提高废钢比,重型废钢的比率高,不仅延长了废钢对转炉大面部位耐材的冲击时间,而且提高了机械作用强度。 冶炼前期由于熔池温度低,成渣困难,碱度低,炉衬侵蚀严重[3]。由于铁水比降低,转炉冶炼的总渣量下降,且 操 作 的 不 稳定造成异常炉次增加,渣中 FeO 含量高,溅 渣 护炉效果变差,溅渣层变薄且不稳定,增 加 了 炉 衬的维护难度。
1.3 对钢水成分的影响
采用提温剂进行高废钢比操作增加了转炉回硫量,同时冶炼终点钢水氮含量有增加趋势。废钢比增加后,废钢来源发生变化,外购废钢的比率增加,硫含量不稳定,转炉冶炼回硫量波动大,对 RH 生产低硫钢的硫成分控制不利。 为增加转炉热源,提温剂主要使用焦炭,焦炭硫含量高,进一步增加了转炉回硫量。 大块、非板状、低碳的废钢融化速度慢,影响转炉的脱氮效果,同时为了减少提温剂的使用, 转炉终点碳含量倾向于下限控制,造成冶炼终点钢水氮含量增加。
2 采取的措施
2.1 优化废钢尺寸和结构
为了减少废钢加入过程对炉衬的冲击, 尽可能缩小入炉废钢尺寸。 炼钢总厂对自产坯头、坯尾、中间包残钢、报废铸坯等废钢的尺寸进行严格控制,根据不同类型转炉制定不同的切割标准,增加切割次数,降低单块废钢的重量。 控制外购废钢种类,以尺寸较小的破碎料和生铁块为主。 同时对废钢结构严加管控,控制非板状、低碳废钢的最大配比,缩短废钢在转炉内的融化时间,降低对转炉脱氮的影响。 废钢配比结构为破碎料加生铁块约40%,自产重型坯头废钢不超 20%,非板状及低碳废钢不超 20%,轧钢厂自产废钢约 20%,并保持该配比稳定。 废钢尺寸和结构优化后,不仅能够保证废钢充分融化,同时高硫废钢比率得到控制,从而能够有效控制转炉冶炼的回硫量。
2.2 优化转炉造渣工艺
一般可以根据渣中 FeO 的含量将转炉成渣路径分为“铁质成渣路径”和“钙质成渣路径”两种,如图 1 所示, 两种成渣路径目的都是形成碱度合适,具有一定流动性的炉渣,并保证终渣满足溅渣护炉要求。
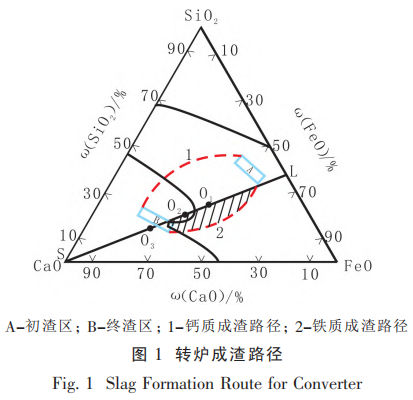
由图 1 看出,铁质成渣路径中,O1、O2、O3点渣系中 FeO 含量分别为 40%、35%、25%左右,该路径的核心是通过优化转炉造渣和供氧制度,快速提高渣中 FeO 含量, 控制冶炼过程渣系组分按O1→O2→O3 进行,即冶炼前期的初期渣系快速达到 图 1 中 O1 点组 分 要 求,冶炼过程控制炉渣组分在 O2 点进行过程脱碳, 冶炼后期将终渣组分控制在 O3 点附近。 为最大限度提高铁质成渣效果,提高过程渣的脱磷能力,冶炼过程实际炉渣组分应控制在成渣线 SL 与路径 2 围成的阴影区域内。
低废钢比工艺条件下, 炼钢总厂大多采用的是钙质成渣路径, 此路径冶炼过程炉渣碱度高,FeO 含量低,有利于保护炉衬,稳定吹炼过程,终点容易命中,利于自动化控制,但炉渣容易返干,对低磷钢冶炼不利。 高废钢比冶炼特征是前期熔池温度低,成渣困难,因此采用铁质成渣路径更有利于废钢融化和快速成渣。 但该路径不利于吹炼过程的稳定,不利于自动化控制,对工艺操作的要求更高。 炼钢总厂废钢比提高后,转炉造渣方式由钙质成渣路径转化为铁质成渣路径。
实际生产操作过程中,需分批加入造渣剂,第一批料以镁质熔剂为主,并将加入时间后延1~2 min,有利于熔池的升温和废钢的快速融化。 前期增加渣中 MgO 含量可有效保护溅渣层, 增加FeO 含量促进化渣。 然后根据化渣情况,冶炼过程分 3~5 批加入造渣料, 逐步提高渣中 CaO 含量。
操作过程为避免炉渣返干, 根据化渣情况控制每批料的加入总量,加料过程以高枪位操作为主,必要时可加入铁质化渣剂增加渣中 FeO 含量, 造渣剂需在吹氧三分之二时全部加完。 冶炼后期需及时降枪,冶炼终点保证拉碳时间大于 3 min,降低渣中 FeO 含量,使终渣组分落在 O3 点附近,并保证炉渣 MgO 含量在 7%~9%范围内, 减少钢铁料损失,使终渣满足溅渣护炉要求。
2.3 优化提温剂的使用
转炉提高废钢比后,热量不足,需要加入提温剂保证热平衡。 尤其是炼钢总厂入厂铁水温度低,钢水运输时间长,温降大,提温剂使用量大,因此需规范使用提温剂,从而减少对冶炼操作的影响。目前能够加入转炉的固体燃料包括碳化钙、 碳化硅、硅铁、焦炭等。 碳化钙成本高且在转炉内融化速度慢,转炉终渣中存在未反应的碳化钙,使得升温效率不稳定,限制了其使用。 碳化硅作为提温剂成本高且反应生成 SiO2,增加了渣料消耗,加入量不易过大,使用受到限制。 硅铁作为提温剂,其块度和稳定性都便于控制,装炉操作也更为精简,使用的灵活性较高,用量可控,但其成本高且反应生成 SiO2,加入量也不易过大。 焦炭作为提温剂,成本低,融化速度快,升温效率高,因此被广泛应用于各类型转炉,但其加入量大时,要考虑对转炉回硫量增加的影响。
炼钢总厂经过工业试验最终确定以焦炭为主,硅铁为辅的转炉提温模式。 实际生产过程中,针 对 RH 精炼处理的低硫钢种限制焦炭的加入量,提高硅铁加入量,控制回硫量。 针对铁水硅含量低的炉次,尤其是冶炼低磷钢种时,可适当增加硅铁的加入量,强化转炉化渣效果,提高脱磷率。为最大限度发挥提温剂的升温效率, 提温剂需在转炉开吹打火成功后即加入, 提温剂发热后可加快废钢融化,并使熔池快速升温,为第一批渣料的融化提供良好的热力学条件。
2.4 优化转炉操作工艺
废钢比提高后, 为提高转炉冶炼终点碳温的命中率,优化了转炉操作工艺,采用了如下措施:一是降低出钢温度。 通过优化钢包和中间包保温层砌筑工艺、转炉应用大出钢口、开发应用钢包定位管理系统、优化钢包保温工艺等措施,将出钢温度降低了 14 ℃。 二是按照铁质成渣路径优化转炉冶炼控制模型。 重点包括细化各熔剂不同加入时间的降温效率,提高温度预测准确性;改进冶炼枪位和氧流量控制模型, 保证冶炼过程化渣效果及渣系组分的控制精度; 根据不同钢种终点碳温的要求,相应制定冶炼终点控制模型,重点是拉碳枪位和拉碳时间; 根据钢种要求细化底吹后搅拌工艺,进一步降低渣中 FeO 含量。
3 取得的效果
通过上述冶炼工艺的优化改进 ,废 钢 比 最终达到了 17%,转炉冶炼指标得到了有效改善,优化前后转炉冶炼 A 钢种工艺指标对比见表 1所示。
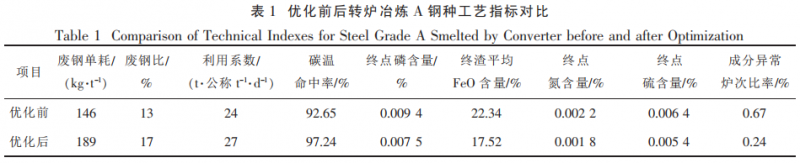
由表 1 可以看出,工艺优化后,废钢单耗提高了 43 kg/t 钢,废钢比提高到了 17%,利用系数提高 3 t/(公称 t·d)。转炉冶炼终点碳温命中率、终点磷含量、终渣平均 FeO 含量、成分异常炉次比率四项指标显著改善。 终点氮含量和硫含量分别降低了 0.000 4%和 0.001 0%,回硫和增氮得到有效控制,虽然对比低废钢比操作有所增加,但仍控制在较低水平,满足低氮钢、低硫钢的标准要求。
4 结论
针对鞍钢股份有限公司炼钢总厂降低铁水单耗、提高废钢比对转炉冶炼产生不利影响的问题,优化了转炉炼钢工艺,得出如下结论:
(1) 控制入炉废钢尺寸,降低废钢单重,能够减少废钢对炉衬的机械冲击。 控制入炉废钢的结构并保持各类型废钢配比的稳定, 尤其是控制高硫废钢的比率,不仅有利于废钢的快速融化,减少增氮,还能稳定控制转炉的回硫量;
(2) 采用铁质成渣路径能够快速提高渣中MgO 和 FeO 含量,减少炉衬侵蚀,提高化渣效果,并逐步提高渣中 CaO 含量,从而满足脱磷要求。依据铁质成渣路径对转炉冶炼控制模型进行优化,碳温命中率提高了 1.31%, 平均终渣 FeO 含量降低了2.69%,达到了溅渣护炉的要求;
(3) 采用以焦炭为主、 硅铁为辅的转炉提温模式。 针对 RH 精炼处理的低硫钢种限制焦炭的加入量,提高硅铁加入量;针对铁水硅含量低的炉次,尤其是冶炼低磷钢种时,适当增加硅铁的加入量,强化转炉化渣效果。
参考文献
[1] 李伟东,何海龙,李冰,等. 鞍钢提高转炉废钢比的生产实践[J]. 鞍钢技术,2019(5):53-55.
[2] 杨文远,邹节忠,王明林,等. 生铁块加入量对转炉吹炼过程的影响[J]. 钢铁,2007,42(6):26-29.
[3] 聂波 华. 提高废钢比对转炉炉衬的影响 [J]. 耐火 与 石 灰,2019,44(3):4-6.