
陈畏林, 李 熠, 宋 钊, 凤林兴
(武汉钢铁有限公司炼铁厂,湖北 武汉 430080)
摘 要:重点分析了武钢8号高炉从2009年投产至今11年,在高炉炉型设计、进风面积、煤气利用、炉身黏结等方面的调整变化,通过逐步缩小进风面积确保高炉足够的鼓风动能活跃炉缸,调整中“以风为纲”,调整中心加焦量与边缘布矿量,维持“中心气流适当发展,边缘气流适当抑制”的动态平衡。高炉11年来一直保持着良好的生产节奏,累计利用系数达到2.36t/(m3·d)。投产11年高炉目前的炉缸状态良好,高炉具备延续长寿的条件。
关键词:高炉;调整;气流;炉缸;长寿
武钢8号高炉有效容积为4117m3,采用炉缸薄炉衬铜冷却壁炉身,炉底采用复合碳砖陶瓷杯垫底。于2009年8月1日投产,至今投产11年,高炉一直保持良好的生产节奏,各项指标稳步提升,截止2020年,高炉累计产铁4060.86万t,年均产铁量356.19万t,产铁量达到高炉设计指标(332.5万t)的107.1%,单位容积累计产铁量9863.63t/m3,累计利用系数达到 2.36t/(m3 ·d)。 目前,中国4000m3 级高炉长寿的代表—宝钢2号高炉(炉容4063m3)一代炉龄达到15年,单位容积产铁量超过10000t/m3。武钢8号高炉在4000m3 级高炉中高效、长寿方面有望赶超宝钢2号高炉。为此,本文重点从8号高炉的炉型设计、高炉参数调整、高炉炉缸状态等方面分析,给国内大型高炉长效稳定运行提供生产实践经验指导。
1 高炉投产11年的主要经济技术指标
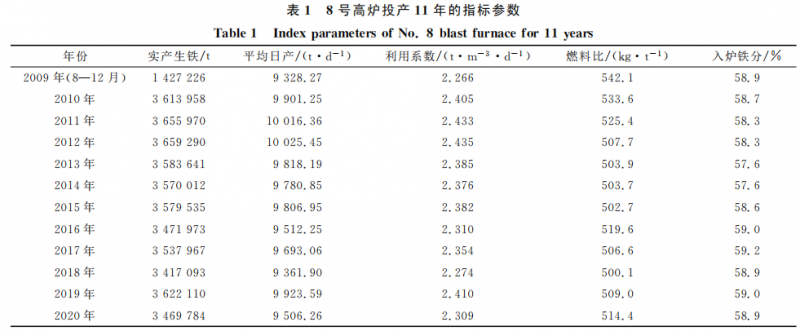
8号高炉投产11年一直保持良好的生产节奏,8高炉投产11年的主要经济技术指标见表1,其中,在投产初期3年(2010—2012年)和2019年,该高炉年产铁均达到了360万t以上。尤其是2019年,通过精细化操作,克服了外围原燃料条件波动的不利因素,在投产10年之际,该高炉仍能够维持高效生产模式,充分肯定了高炉的参数调控“以风为纲”的方针,“大风治百病”,维持足量的鼓风,才能为炉况调整创造条件,炉况的长效稳定,才能最大限度发挥高炉高效低耗的潜能[1-2]。
2 高炉设计炉型
武钢炼铁厂自1991年引进国际技术建设投产5号高炉(3200m3),开始迈入大型高炉的生产模式。进入21世纪,由引进吸收逐渐转为自主创新阶段,6、7、8号高炉相继建设投产,炉容由3000m3 级扩大到4000m3级,高径比由5号高炉的2.186、6号和7号高炉的2.216缩小到8号高炉的2.1,高炉在炉型的设计上向矮胖型发展。目前,在国内大型高炉中,宝钢的3号高炉(4850m3)是矮胖型高炉的典型代表,高径比已经缩小到1.951[3]。武钢8号高炉吸收了6、7号高炉的经验,在炉身下部8段9段、炉腰7段、炉 腹6段、炉 缸高热负荷区均采用铜冷却壁,加大了高热负荷区的冷却传热,降低了此区域内冷却壁的损 坏。在炉身上部 10段、11段使用更耐磨的镶砖双层球墨铸铁冷却壁代替铸钢冷却壁,提高了冷却壁的抗磨损能力。炉底碳砖上部铺垫两层陶瓷杯杯底,有效减小了铁水对炉底碳砖的直接侵蚀,碳砖以下铺设水冷管,加大炉底的冷却传热,大大延长了炉底的使用寿命[4-5]。
3 风口进风面积的变化
如图1所示,8号高炉开炉初期2009—2012年,进风面积由0.4948m2 (8个风口直径140 mm+28个风口直径130mm)逐步缩小到0.4800m2,此阶段以 “大进风面积,大风量”为主,平均风量在7350~7600m3/min之间。由于原燃料质量较好,负荷轻,焦层布焦量大,整体料柱透气性较好,高炉制度上以 C987651-332222.5+OL98765-44322+ OS98-31为主,在气流的调整上以小烧在10号9号8号角位的布矿量来调整边缘气流,中心焦在2~3环之间调整,整体气流调整“以适当抑制中心和边缘两股气流”为主。

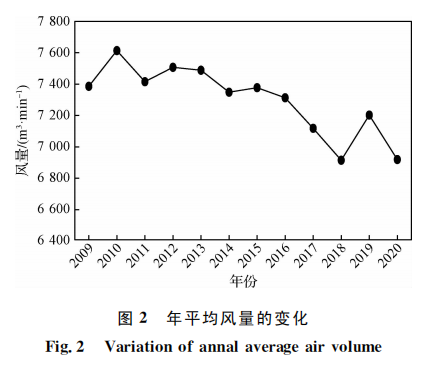
2013—2017年,随着钢铁行业过剩产能的残酷竞争,很多企业不得不降低采购成本,以缓解生存压力,原燃料质量下降,矿石铁品位下降,高炉渣比增加,风量不稳定,炉况易波动。为了提高高炉抵御原燃料变化的能力,高炉在气流调整上“以打通中心为基础,适当发展边缘气流”,进风面积由0.4800m2逐步缩小到0.4661m2,取消直径φ140mm的风口,以φ130mm+φ120mm 风口为主,以此提高鼓风风速和鼓风动能,活跃炉缸,改善初始煤气流的分布。在布料制度上,中心焦在3~4环之间调整,制度上OS987-221,适当减少边缘布矿量,保证中心气流发展的同时,边缘气流不至于过分抑制,以此达到两股气流均衡发展。调整后如图2所示,虽然风量由2013年的年均风量7442m3/min呈逐年递减趋势,到2017年年均风量只有7017m3/min,但是高炉的炉况波动受控,年产量仍然能达到350万t以上。
2018—2020年,钢铁行业有所回暖,原燃料质量有所改善,高炉进风面积延用0.4661m2,2020年9月扩大到0.4700m2。高炉调整以“减小炉况波动,降低燃料比,降低生铁成本”为主,为了降低燃料消耗,在中心焦的消耗上产生过一些分歧,中心一段时间使用2环焦,调整前期,煤气利用大幅提升,燃料比有所下降,但是随着原燃料质量的不稳定,高炉炉温和炉渣碱度波动,由于“中心和边缘两股气流都不发展”,造成自身抵御波动的能力不足,炉况反而频繁波动[6]。后期,果断加大中心焦量4~5环,同时适当缩小大烧布料角度,以此压制中心气流,防止中心过吹。小烧与大烧错角位布料,小烧角度适当外移,以此压制边缘气流,维持适宜的“漏斗型”料层结构,操作上“以风为纲”,高炉抵御外围波动的能力明显提高,炉况整体更加平稳,尤其是2019年,高炉在投产10年之际再创佳绩,年产量再破360万t大关,年产铁362.21万t。
4 煤气利用率的控制
合理的煤气分布就是采用适当的送风制度和装料方法控制好两股煤气流的发展,在顺行的基础上,达到煤气利用最好和燃料消耗最低的目的[7]。在日常操作中,高煤气利用率有助于降低燃料的消耗。目前,武钢在煤气利用率的控制上与宝钢还存在差距,宝钢的年均煤 气利用率不小于50%,而武钢年均煤气利用率仅维持在48%左右。主要原因还是原料质量稳定性上存在差距,高煤气利用的控制需要料柱保持良好的透气性,在原料无法保证下如果片面地追求高煤气利用,炉况的稳定性得不到保障。
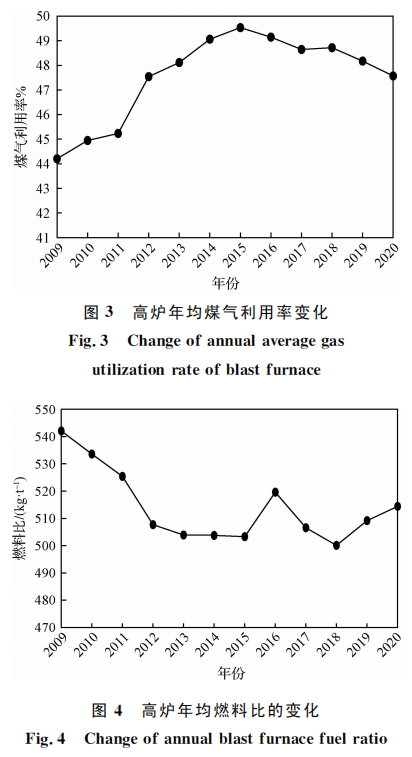
图3所示为8号高炉投产11年的煤气利用率变化,由图3可知,2012年之前,由于大颗粒焦炭使用量大,高炉“大进风面积,大风量”的操作模式,整体料柱透气性好,造成煤气利用不高,年均煤气利用率在46%以下,燃料消耗偏高,燃料比在525kg/t以上。2011年8月之后,高炉在原有矿石中混装小焦丁的模式下,增加粒度比焦丁更小的回用焦量(1~2t),一方面减小了大颗粒焦炭的消耗,相对摊薄了焦炭层,间接抑制了煤气流焦窗层的通过量,延长了炉内煤气流的滞留时间,改善了煤气利用;另一方面,矿石中混装小颗粒的回用焦,提高了矿石软熔层的透气性,改善了煤气流的二次分布,煤气分布更加均匀。2013年之后煤气利用明显提升,年均煤气利用都在48%以上。如图4所示,随着煤气利用率的提高,高炉的燃料消耗也呈下降趋势,年均燃料比都在510kg/t以下,其中2016年燃料比有所升高,主要原因是热风炉大修,风温无法保证,高炉被迫调轻负荷造成的。
5 炉况的波动
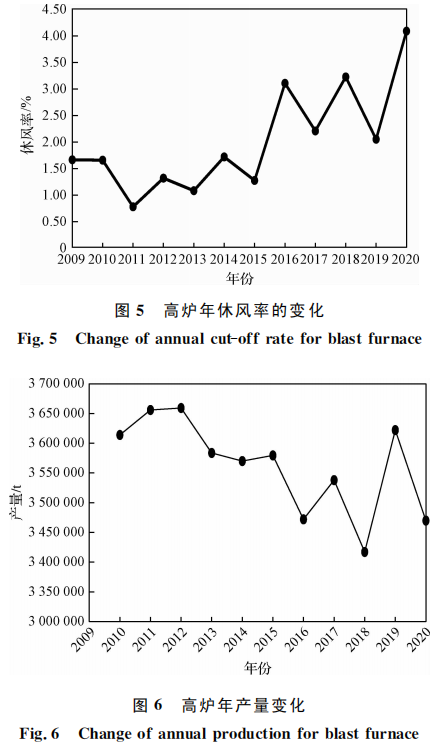
高炉的顺行,一方面需要设备的良好保证,另一方面需要技术人员的精心操作,减小炉况的波动,减小管道、悬料、炉凉等异常炉况的发生,特别是避免风口灌渣、风口风管烧穿事故的发生。对炉况的判断要“早发现、早处理”,尽量避免炉况的恶化。图5所示为8号高炉投产11年的休风率,随着炉龄的增加,高炉设备老化,暴露的问题增多,休风率呈上升趋势,其中2016年热风炉大修和2018年5月、6月的溜槽故障,高炉休风率达到3.0%以上,2020年因高炉炉腰七段铜冷却壁损坏发展,高炉多次休风处理水管,休风率达到4.08%。休风率的上升,势必造成产量的大幅下滑,如图6所示2016 年、2018年、2020年的年产量明显处于低谷。对于炉役后期,要加强设备的日常点检、每日隐患整改闭环、设备及时更新换代,降低设备故障率,为后期的炉况顺行创造条 件。同时对于炉役后期冷却壁要加强监护,补水异常及时查水,对损坏的冷却壁要采取灌浆和加装冷却器处理,确保炉壳温度安全可控。
由于8号高炉有7段使用铜冷却壁,冷却壁传热效果较好,炉身极易形成渣皮,特别是冬天外部气温低,原燃料性能发生变化后,加上自身炉温、渣碱度波动,极易造成炉墙渣皮过分发展,甚至恶化顽固黏结破坏操作炉型。8号高炉自开炉以来,冬季易黏结造成炉况波动困扰一直存在,因8号高炉采用的是软水密闭循环冷却系统,高炉冷却强度没法单独逐段控制,操作者仅靠调节软水流量和进水温度来控制冷却强度,调节措施受限。同时,由于冬季原燃料紧张和质量下降,高炉操作上往往应对不及时,一味追求高产、低耗,势必造成自身炉况波动。
回顾11年,其中有4年完全没有发生黏结,总结分析原因:(1)高炉在上、下部调节上“以风为纲”,在风口进风面积上,炉役前期适当缩小进风面积,保证较大的鼓风风速和鼓风动能,确保炉缸的活跃性,促进中心死焦区的焦炭置换,保证气流畅通,为炉况的调整 创 造条件[8]。炉役后期可适当扩大进风面积,维持足够的风量,辅助适量的中心加焦,维持两股气流“中心气流适当发展和边缘气流适当抑制”的动态平衡。(2)特别是冬季气温较低时,不要过分追求低耗,炉温和物理热要保持上限控制,Si元素质量分数不小于0.4%,物理热不小于1500 ℃,维持炉渣二 元 碱 度1.18~1.25下限控制,当炉渣 R>1.25时,要及时下调,减小烧结用量,必要时直接用海南矿代替部分烧结矿或者块矿用量,避免长时间的高碱度渣系,造成流动性不好,诱发炉身黏结。(3)炉前要保证铁水和炉渣均匀排出,对于炉渣来晚,出渣时间短,要控氧控强度,防止憋炉,及时控压差操作减小炉况波动。(4)对于炉身黏结的问题,要“早发现,早处理”,当炉身温度和水温差下降时,要及时采取疏 松 边缘的制度,OS98-22调整为 OS987- 122,OL98765-44322 调整为 OL98765-33322 或者 OL98765-23322,争取前期扭转局面。
6 高炉的炉缸状态
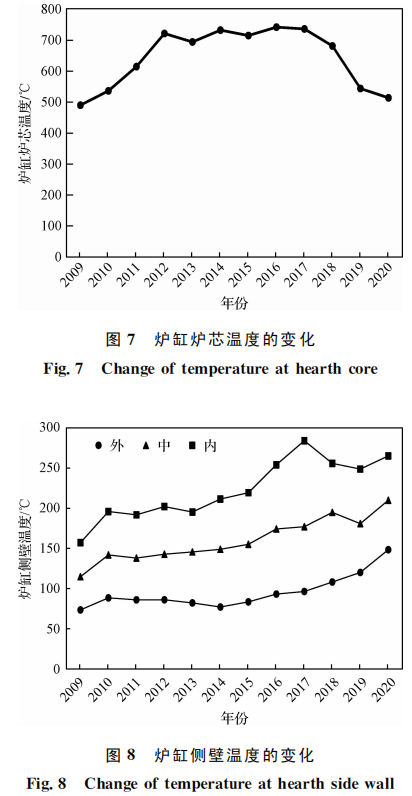
高炉炉缸状态是高炉长寿的关键,良好的炉缸状态可以保证炉缸活跃,初始煤气流分布合理,渣铁流的冲刷侵蚀小[9-10]。武钢8号高炉的死铁层深度为2.8m,炉缸直径为13.6m,通过炉底温度表监测炉缸的工作状态。日常操作中要重点关注炉底和炉缸侧壁的温度变化,每班负责测量炉底水冷管、炉缸冷却壁的进出水温差,炉缸的最佳冷却水温差ΔtG≤0.65℃,热流强度qG为(2300~3500)×4.18 kJ/(m2·h)。炉底最佳冷却水温差 Δt≤0.85 ℃,qG 为(1450~2200)×4.18kJ/(m2·h),软水进水温度控制在36~42℃,冷却壁水温差不大于6.0℃。
目前,炉缸水温差实测值在0.2~0.4℃,炉底水温差在0.6℃以内,热负荷都在最佳控制范围内。图7所示为投产11年的炉芯温度变化(2层陶 瓷杯底温度)。由图可知,投产初期炉芯温度持续上升,投产11年炉芯温度基本都在500℃以上。持续高位的炉芯温度有利于中心死焦柱的置换,为焦炭层保持良好的透气性和透液性创造了条件。图8所 示为11年炉缸侧壁温度的变化,由图可知,随着炉 龄的增加,侧壁的外、中、内3个温度点温度持续上 行,说明炉缸整体的温度控制较好,炉缸活跃性保持 较好。目前的内壁温度高点主要集中在3场铁口下方,要加强此区域的温度监控。
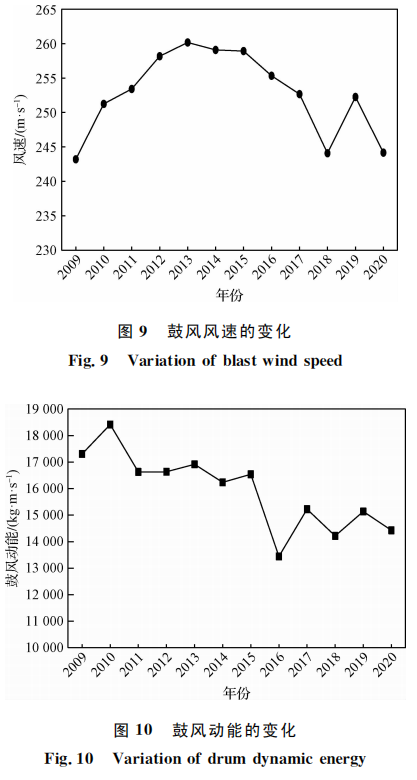
合适的风速和鼓风动能有助于维持一定的回旋区长度,增强鼓风向炉缸中心的穿透能力,强化风口前端燃烧带焦炭与中心焦的置换反应持续高效地进行,减小炉缸死料柱区域,增大渣铁流的流通区域,维持炉缸的活跃性[11-12]。图9和图10所示分别为8号高炉投产11年的年均鼓风风速和鼓风动能的变化。炉役前期,大风量操作,高炉维持着较高的风速(大于250m/s)和鼓风动能(大于15000kg·m/s),2016年之后由于设备故障和炉况波动,高炉休风炉况波动次数增多,造成高炉的鼓风风速和鼓风动能不足。炉役中后期,还是以炉况的稳定顺行为主,维持连续不间断生产,减小炉缸“发动机”的异常停机。
在高炉出渣铁过程的控制上,要保证炉缸渣铁及时均匀地出净,减小憋炉情况的发生。出铁过程中,及时计算铁量差值,力争控制在10%以内,当渣铁流不均匀时,及时控氧控 强度,缩小出铁间隔时间,减小单位时间内炉缸渣铁流的存储,有效减小渣铁环流对炉缸区域的冲刷,为炉缸的长寿创造条件。
7 结论
(1)8号高炉投产11年,下部调整逐步缩小进风面积,确保了高炉足够的鼓风动能和风口回旋区,为维持炉缸的活跃性创造了条件。上部调整以中心加焦为主,辅助矿石布料制度微调,维持两股煤气流“中心气流适当发展和边缘气流适当抑制”的动态平衡,以风为纲,保证了高炉的长效稳定。
(2)针对高炉冬季炉身易黏结现象,要强化对原燃料变化的应对措施,铁水温度上限控制,碱度下限控制,确保渣铁及时出净,黏结前期及时疏松边缘,维持大风量操作,适当牺牲部分燃料消耗,及时扭转炉身黏结发展恶化的局面。
(3)8号高炉投产运行11年后,炉缸炉底状态仍保持良好,要重点加强炉缸侧壁的温度监测。操作中尽量维持风量的长效稳定,减小炉况波动,保证炉缸的活跃性,同时及时组织炉缸渣铁的排放,减小渣铁环流对炉缸的冲刷,为高炉的长寿延续创造条件。
参考文献:
[1] 张立国,范振夫,刘宝奎,等.鞍钢新4号高炉优化生产实践[J].中国冶金,2020,30(5):65.
[2] 胡水生,郭艳勇.首钢京唐1号高炉操作炉型管理实践[J]. 中国冶金,2016,26(7):43.
[3] 朱仁良.宝钢大型高炉操作与管理[M].北京:冶金工业出版社,2015.
[4] 陈令坤,李向伟,陆隆文,等.武钢8号高炉高效冶炼实践[J].炼铁,2016,35(5):1.
[5] 陆隆文,董汉东,尹腾.武钢炼铁技术进步[J].炼铁,2016,35(5):8.
[6] 蔡合,章铭明.中心加焦技术在武钢的应用[J].钢铁研究, 2015,43(6):56.
[7] 唐顺兵,闫魁红.大型高炉提高利用系数的措施[J].中国冶金,2012,22(5):29.
[8] 李向伟,陈进军,陈畏林.武钢 8号高炉处理炉身黏结实践[J].炼铁,2013,32(3):37.
[9] 张建,林超,杨柳,等.京唐2号高炉炉缸侧壁温度异常升高原因分析[J].中国冶金,2019,29(12):59.
[10] 焦克新,张建良,刘征建,等.关于高炉炉缸长寿的关键问题解析[J].钢铁,2020,55(8):193.
[11] 王筱留.高炉生产知识问答[M].3版.北京:冶金工业出版社,2013.
[12] 刘云彩.现代高炉操作[M].北京:冶金工业出版社,2016.