
李积听
(青海西钢矿冶科技公司烧结厂)
摘 要:西钢烧结厂2#烧结机投产于2012年12月,φ3*12m混合机生产运行至今已有9年时间,到2021年元月份,混合机开始震动较大,严重影响设备运行效率,通过咨询专业厂家,对混合机滚筒进行线下车削安装后,设备隐患消除,设备运行效率得以提升。
关键词:混合机、车削、震动
1概述
西钢2#烧结机于2012年12月正式投产,该系统设计有150㎡烧结机一台、φ3*12m混合机一台、φ4*18m制粒机一台、170㎡环冷机一台、3175振动筛两台。生产以来,混合机运行一直比较平稳,混合机主要结构有电机、减速机、小齿轮、四组托辊、托圈、内部装有尼龙衬板、自动润滑装置。由于长时间运行,托圈结构疲劳磨损,产生震动,导致托圈表面成棱圆,凹凸度大于2.5mm,不能继续使用。
2混合机震动分析及前期处理
2021年元月混合机开始出现震动,通过分厂设备技术人员专业会讨论分析原因,产生震动的原因主要由于进料端托辊磨损,托辊滚皮同心度不够造成的,决定利用检修时间更换进料端两组托辊。在3月份的检修过程中,更换进料口两组托辊后,混合机运行平稳,震动消除,托圈已经有一定的凹凸,一直运行至6月份,混合机再次出现震动,通过再次调整进料口托辊间距和中心距,混合机震动没有发生变化,决定寻找专业厂家进行处理。为了不影响烧结生产,分厂组织力量制作临时皮带三条,混合料不通过混合机,通过临时制作的皮带将混合料运送至制粒机内,烧结机正常生产。混合机托圈通过加装车刀在线慢速传动进行车削,通过两周时间的车削,托圈表面凹凸点肉眼依然可见,通过后期的运行,震动依然较大,无法运行。
3混合机震动治理方案制定
通过寻找专业厂家现场观察和测量,一致认为混合机滚筒经过多年使用托圈接触面产生疲劳已经无法使用,需要更换滚筒或更换进料端(含托圈),由于考虑到制作周期和费用的问题,经过反复的讨论和研究最终确定将混合机托圈部分切割运至厂外进行线下车削后对接的方案。整体方案中的难点在于混合机滚筒的固定和筒体的变形。具体操作过程具体如下:。
1、托圈防护罩拆除,将排料端筒节用2个100吨千斤顶支撑固定可靠。如图1所示:
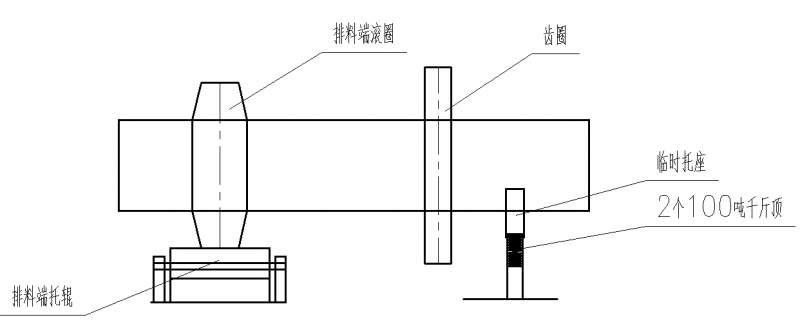
图1
2、将进料端托辊向左右两侧外移,使两托辊中心距大于进料托辊中心距50-60mm,以利对接时进行微调。
3、进料端滚筒切割前,首先拆除进料端滚筒托圈内部衬板,在滚筒内部用槽钢做米字型支撑3个,防止切割后滚筒、托圈和进料端滚筒的变形。
4、托圈部分安排切割调运进行线下车削。
5、在已车好的滚圈节的对接口内壁焊四块辅助板(必须焊牢实),起导向、托挂作用,如图2所示:
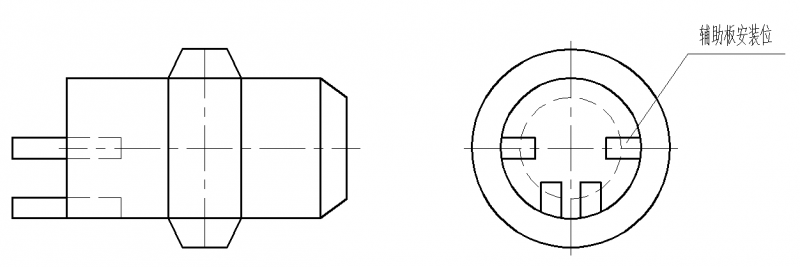
图2
6、吊起上述工件,插入已固定好排料端筒节对接口,如图3,然后用顺反丝拉子收紧。
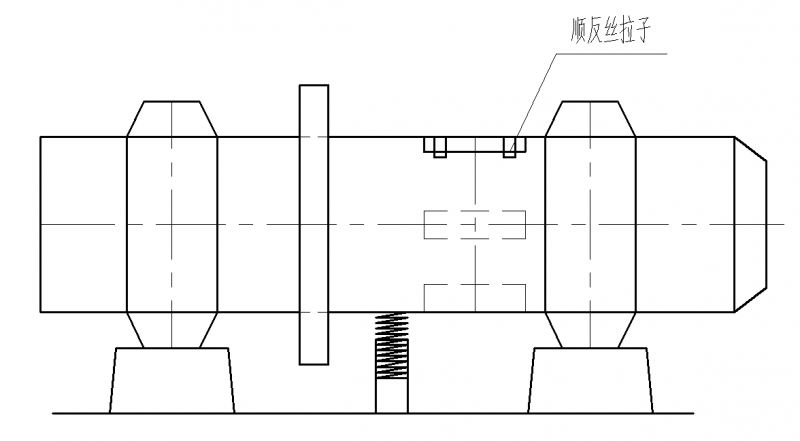
图3
7、以排料端滚圈外表面和大齿圈齿顶为基准,设置4根钢线,找正进料滚圈。对接检测合格后开始焊接,施焊时注意对称、错开,尽量减少焊接的收缩变形。等焊接结束后进料端托辊归位,移除千斤顶,慢速盘车,确认无误后,开始快速调试。
4混合机托圈线下车削实施
烧结厂抽调机电一组利用4天时间进行临时皮带制作和现场安装调试,混合机停止运行,启用临时皮带,安排钳工二组进行混合机滚筒的固定、内部衬板的拆除、内部加水管道、进料端皮带拆除、内部米字型支撑和辊圈部分切割共用时5天,托圈吊运、线下车削加工到对接、内部衬板安装、加水装置安装调整用时10天。此次针对混合机滚筒托圈线下车削历时15天,彻底解决了混合机滚筒震动问题。
5结束语
通过此次混合机托圈线下车削的实施,相比较在线车削工艺,时间短,效率高,效果显著,对解决混合机震动的问题提供了较好的思路和措施,值得推广和应用。