
陈智平 杨军军 彭洋
(陕钢集团汉钢公司炼铁厂)
摘要:介绍了交流变频器控制技术在陕钢集团汉钢公司1#高炉(1080m³)探尺改造中控制,以及在调试过程中探尺跟踪料面曲线走势不平滑做出的改进措施。
关键词:探尺;变频器;重锤
引言
探尺设备在高炉生产中起着非常重要的作用,探尺是否能够精确的测量出高炉料面位置,将直接影响操作人员对高炉炉况的监测、分析与判断,因此提高探尺的检测控制精度是当前急需解决的问题。传统的高炉探尺控制多采用直流电机和直流装置,但在应用过程中会表现出比较明显的缺点。由于探尺在高炉生产过程中发挥的作用越来越大,一旦探尺出现故障将严重影响高炉生产。为适应高炉顺行、稳产及长远发展要求,新型高炉探尺均采用交流变频电机传动,其监测高炉炉内料面位置精准、布料指令准确,能有效提高探尺的控制精度,为高炉提供可靠的监测数据。
概述
汉钢公司1#高炉探尺改造前是采用直流电机驱动其机械设备,直流电机结构复杂,故障率较高,备件种类及附件多且维护困难,故予以改造。改造方案需要将原直流电机改型为交流变频电机。探尺系统将原有直流控制需要改造为交流变频控制。西门子变频器广泛,维修人员熟悉便于维护,因此选用西门子公司矢量控制电压源型S120变频器。探尺设计方案如下:
1)传动电机采用三相交流异步电机,型号YZTET1132M-6。电机功率:2.2Kw,电压:380V,转速:996转/分,电机绝缘等级H,连续工作制。
2)减速机构速比63,卷尺滚筒直径667mm。正常工作时,提尺速度0~0.5m/s,放尺速度0.33~0.37m/s。
3)旋转编码器/卷筒轴转速=(编码器旋转一圈,重锤位移2000mm)。
4)探锤质量选用150Kg倒锥形重锤,提升高度10000mm,工作提升高度为6000mm。
5)本次改造选用西门子S120变频器,功率模块6SL3210-1SE21-OUA0/4KW。探尺放尺中使用力矩控制,电动机处于发电状态,需加制动电阻6SL3201-0BE12-0AA0/和制动单元6SL3203-0CD21-4AA0/以消耗能量。
机械探尺的工作原理
目前,1#高炉使用的机械探尺是链条式垂直软探尺,又称链条探尺。基本结构为将链条固定于卷筒上,链条下端悬挂重锤,链条随重锤下探到高炉内部,电机驱动滚筒正反向转动,带动重锤上升或下降。具体工作过程分三个阶段:放尺、料面跟踪、提尺,工艺必须满足以下方面:
1)放尺要顺畅、匀速,速度不要求太快。
2)料面跟踪时探锤紧贴料面,无倒锤现象,自动跟随料面下降,无浮锤和悬锤。
3)提尺过程迅速、稳定,到待机位时自动停尺。
3.1放尺过程
根据探尺受力分析,重锤重力Mg,链条重力ML,变频器提张力Md,可知:Mg、ML方向垂直向下,Md方向垂直向上。放尺过程变频器处于速度控制状态,调节Md使重锤以恒速V下落,受力关系满足:Md≤Mg+ML。
3.2料面跟踪过程
探尺在匀速下放的过程中,当探锤触及料面时,变频器由速度控制切换为力矩控制。假定探锤受料面支撑力为Mz,气流对探锤的浮力为MF,工艺要求探锤保持直立形态而不倒,电机要产生保持向上的张力Md拉住重锤,此时受力分析为:Md+Mz+MF=Mg+ML。探尺跟踪料面时要求探锤随料面下降而同步下降,并且不出现悬浮和倾倒的状态。即要求选择合适的力矩Md,若Md太小,重锤容易倾倒,如果Md太大,重锤就不能跟随料面,发生重锤悬浮现象,探尺也不能反映料面的真实高度。
3.3提尺过程
当探尺跟踪料面降到一定高度时,探锤需要向上回收,此时变频器切换为纯速度控制控,重锤以设定速度上升到待机位,并保持在待机位,称为提尺。提尺过程中,受力关系为:Md>Mg+ML。
探尺的调试难点主要在以下两个方面:一是探尺重锤的定位;二是重锤在不同区间段运行时不同控制方式间的切换。探尺基本的位置有:检修位置、待机位置、上极限、零位(0m料线)、6m料线、下极限。可以根据操作习惯选择待机位或零位(0m料线)停机,优选待机位停机。
探尺的变频控制
提尺和放尺时,变频器采用速度控制,跟踪料面时采用转矩控制,三个阶段变频器内部实现自由切换。内部功能框图如图1所示。
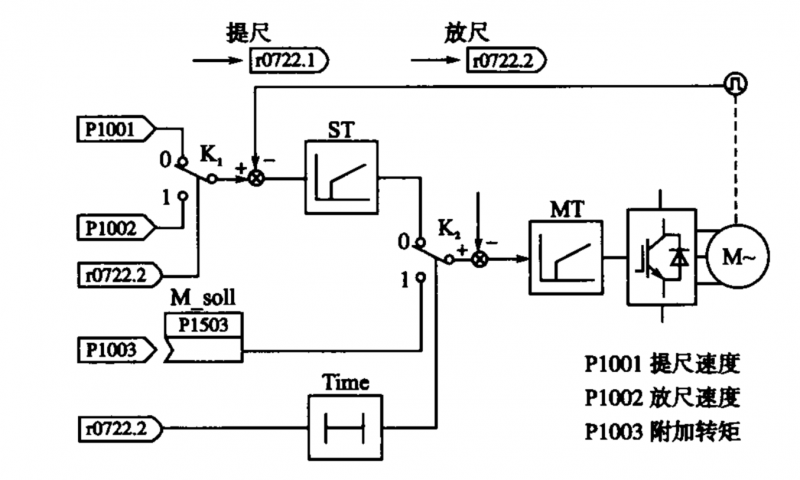
图1——变频器内部控制功能图
提尺时,PLC发出提尺命令,控制继电器吸合,信号通过参数r0722.1控制变频器内部开关K1处于“0”位,K2处于“0”位。此时系统实质为转速转矩双闭环系统,为主动传动系统。电动机处于电动状态,通过参数P1001设定可控制探尺的提尺速度,电机50Hz运行时1500rpm/min,设定600rpm/min。
放尺时,PLC发出放尺命令,控制柜内继电器吸合。放尺分为三个阶段,第一阶段是速度控制,信号通过参数r0722.2控制变频器内部开关K1处于“1”位,通过参数P1002设定可控制探尺的提尺速度,我们设定300 rpm/min。电机主动反转,有利于克服机械系统的静摩擦,将重锤下放。第二阶段,采用力矩控制:延时8s(参数r20160控制)电子开关k2切换到“1”位,电机由转速转矩双闭环切换为转矩环控制,力矩略值小于重锤力矩,电磁力矩Mo+Mf=Mg+ML,探尺被倒拉着继续匀速下放。探尺继续下放,直到重锤底部碰到料面被挡住。进入第三个阶段:重锤碰到料面,重锤会发生一定的倾斜现象,力矩变小同时满足力矩达到下限(参数r20233控制)时,通过附加转矩给定P1003由P1503端输人,P1003为设定值约为3%~5%,产生向上的力将重锤扶起,重锤很快被扶正,直至Ms=Mg-Mz,重锤垂直立于料面上,力矩保持暂时的平衡。随着料面下降,重锤失去料面的支撑,暂时的力矩平衡会被打破,重锤跟随料面下降。
调试中,重点和难点依然是放尺和跟随。放尺初始速度设定值P1002,放尺的附加转矩给定值P1003不宜过大或过小。
调试过程中出现的跟踪料面问题及解决办法
探尺投入运行后,跟踪料面效果不是很好,变频器设置的参数没有改变的情况下,高炉炉况也无较大的波动的情况下,有时跟踪好无倒尺现象,有时重锤有倒尺现象,还有的会出现悬尺现象。
探尺电动机制动器调整不当,有轻微的点刹现象,将制动器重新安装,情况有所改变。 但还是没能达到理想状态。随后计算探尺的受力,探尺的卷筒力矩:Mj=F*L=9.8×105×0.636÷2≈330n·m,电动机放尺力矩: Md1=Mj/减速机速比=330n·m÷63≈5.24 n·m,跟踪料面力矩为:Md2=(Mg+ ML-MZ )/63≈1.97 n·m。
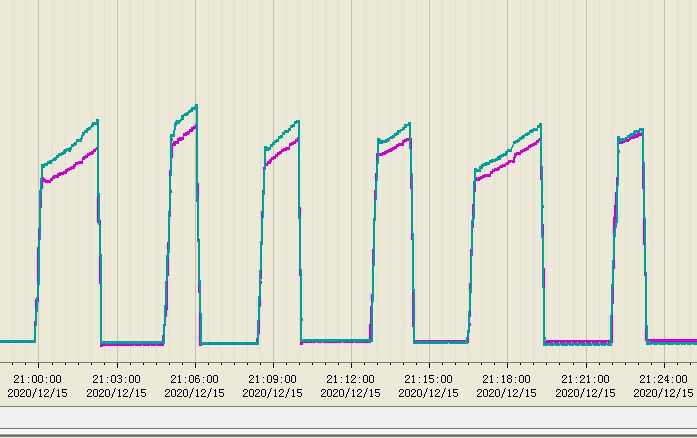
图2——改造后探尺效果图
借鉴2#高炉探尺实践经验,为彻底解决探锤倒尺问题,改变探尺形状和重量,一方面降低重心位置,增大探锤与料面接触面,一方面弱化传动系统摩擦力影响,探尺由圆柱体改为圆柱和圆锥结合体,重量增加60KG。改进后探尺受力分析,探尺的卷筒力矩:Mj=F*L=9.8×165×0.636÷2≈514n·m,电动机放尺力矩: Md1=Mj/减速机速比=514n·m÷63≈8.16 n·m,跟踪料面力矩为:Md2=(Mg+ML-MZ )/63≈3.36 n·m,探锤质量的增加有效克服了系统摩擦力影响。
探锤更换后,探尺工作状况明显改善,从炉内成像观察不再有倒锤现象,探尺运行趋势也达到理想效果,如图2所示。
结束语
改造后,探尺本身的机械特性变化不大的情况下,随着炉内料位、压力等其它因素的变化,交流探尺控制系统都能精确实时地探测到料面,并跟随料面下降,不倒尺、不悬尺。现场多次测定其精确度达到厘米级,为确保高炉顺利、稳定生产奠定了基础。
参考文献:
蒲静涛,王仰宏:高炉交流探尺SINAMICS S120调速系统[J] 电气传动2014年第44卷第9期
马智慧: 基于S120变频器的炉顶探尺控制方法及应用[J],《冶金自动化》第39卷第2期,2015年3月
雷体新. 武钢4号高炉自动化控制系统[J]. 《炼铁》,2001(S2)