
张天启
(铜陵市旋力特殊钢有限公司)
摘 要:目前生石灰是烧结生产的主要不可缺少的熔剂,生石灰的消化可以增加透气性和料温,提高产质量。生石灰消化器和除尘设备繁多,要合理选型。同时要注意后期的设备维护。
关键词:生石灰;消化器;湿法除尘
1 前 言
生石灰由石灰石经高温煅烧而成,主要成分为CaO,理论CaO含量85%。生石灰遇水后分解成Ca(OH)2胶体,分散度增大,具有黏性,改善混合料制粒效果,增加料层透气性。同时CaO分解放出大量热,提高混合料温度。生石灰消化对提高烧结产质量和降低能耗等方面均有明显改善作用,目前生石灰已经是烧结厂的主要熔剂之一。
然而,目前生石灰实际使用情况很不理想,主要体现在两方面,一方面是消化率低,未消化的生石灰在制粒机中继续消化,体积膨胀1~2倍,破坏已经完成的制粒小球,导致料层透气性降低,影响烧结矿产质量;另一方面是除尘效果差,由于生石灰烟气的特殊性,一般的除尘器无法达到满意的除尘效果,且除尘器及除尘风管的板结堵塞问题一直影响着除尘器的稳定运行,导致生石灰配加区域环境恶劣,严重影响操作工人的身心健康。
2 生石灰的作用
在烧结生产中往混合料里加入生石灰,对改善混合料的透气性有良好的作用。这些微粒添加物是一种表面活性物质,可以提高混合料的亲水性,在许多场合下都具有胶凝性能。因此混合料的成球性可借此类添加物的作用而大大提高。
生石灰打水消化后,呈粒度极细的消石灰Ca(OH)2胶体颗粒,其表面能选择地吸收溶液中的Ca2+离子,在其周围又相应地聚集一群电性相反的OH-离子,构成了胶体颗粒的扩散层,使Ca(OH)2胶团持有大量的水,构成一定厚度的水化膜。由于这些广泛分散在混合料内强亲水性Ca(OH)2颗粒持有的能力远大于铁矿等物料,将夺取矿石颗粒间的表面水分,使矿石颗粒向消石灰颗粒靠近,把矿石等物料联系起来形成小球。含有Ca(OH)2的小球,由于消石灰胶体颗粒具有大的比表面,可以吸附和持有大量的水分而不失去物料的疏散性和透性,即可增大混合料的最大湿容度。
例如使用细磨铁精矿加入6%消石灰,混合料的最大分子湿容量的绝对值增大4.5%,最大毛细湿容量增大13%。因此,在烧结过程中料层内少量的冷凝水,将为这些胶体颗粒所吸附和持有,即不会引起料球的破坏,亦不会堵塞料球间的气孔,使烧结料仍保持良好的透气性。含有消石灰胶体颗粒的料球强度高。这是因为,它不像单纯铁精矿制成的料球完全靠毛细力维持,一旦失去水分很容易碎裂;消石灰颗粒在受热干燥过程中收缩,使其周围的固体颗粒进一步靠近,产生分子结合力,料球强度反而有所提高。同时由于胶体颗粒持有水分的能力强,受热时水分蒸发不如单纯铁矿物那样猛烈,料球的热稳定性好,料球不易炸裂。这也是加消石灰料层透气性提高的原因之一。
加入的生石灰,在混合料遇水时消化,能放出大量热量,其反应如下:
CaO十H20→Ca(OH)2+64.8kJ
每克摩尔Ca0消化放热64.8kJ,如果生石灰含Ca0为85%,当加入量为5%时,设混合料的平均比热容为1.0kJ/(kg.℃),则放出的消化热全部被利用后,理论上可以提高料温50℃左右。实际生产中由于热量不可能全部利用,料温可提10~15℃。由于料温的提高,可使烧结过程水气冷凝大大减少,减少过湿现象,从而提高了料层的透气性。此外,在生产熔剂性烧结矿时,更易生成熔点低、流动性好,易凝结的液相,它可以降低烧结带的温度和厚度,从而提高了烧结速度。
应该指出,烧结料中配加生石灰和消石灰对烧结过程是有利的,但用量要适宜(最好不要超过7.5%),用量过高除不经济外,还会使料层过分疏散,混合料体积密度降低,料球强度反而变坏。
3 生石灰消化器的作用、型式及优缺点
由于生石灰的CaO含量远高于石灰石,在相同碱度的条件下生石灰替代石灰石配比降低,有利于增加铁原料配比,从而提高烧结矿的品位。但是生石灰的完全消化时间一般在7~9min左右,如果生石灰在混合制粒过程中消化不完全,运输和布料过程中继续消化体积膨胀,就会造成料球的破坏,反而降低烧结过程的透气性,影响到烧结矿的产量和质量。
消化器的作用主要是强化生石灰与水的结合过程、缩短消化时间。
消化器形式多样,但消化装置这一部分结构和工作原理都大同小异,基本上都采用密封的双螺旋输送装置,在物料搅拌输送过程中喷送水雾,甚至是热水,使物料与水分充分混合并发生化学反应。差别主要在于螺旋叶片的材质、结构及安装方式、加水管的布置、喷头数量、喷头形式、喷淋方式等方面。经常出现的问题主要有:传动装置损坏、螺旋叶片磨损、螺旋输送装置堵塞等。这些问题都只需在日常使用过程中勤检查,根据点检情况安排检修就能够解决。
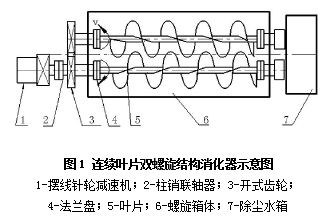
3.1连续叶片双螺旋结构
连续双螺旋结构(见图1)其工作原理是:传动装置分别带动主、被动轴作反向同步旋转,主、被动轴上焊有螺旋型连续叶片,通过旋转将箱体内的生石灰推移至消化器的出料端;出料端设有除尘水箱进行除尘,在运行中经常出现叶片脱落、切螺栓、断轴等事故。
(1)叶片结构不合理。叶片结构系采用连续焊接方式将螺旋片固定在主传动及被动轴上,且轴上相邻叶片的间距太小只有150mm左右,在消化器短时间停机后再启动的时候,容易脱落。分析其原因有二:一是生石灰在加水消化过程中,呈半凝固状,停机后再启动,这种处于静止状态的半凝固料对双轴叶片产生河大阻力;二是连续焊接的螺旋叶片与白灰的接触面积大,尤其是双轴叶片相邻的区域,由于间距小,物料阻力更大。所以在再启动时极易出现卡死叶片或使其变形、相邻叶片交叉相卡、叶片脱落等情况。
(2)由阻力造成的扭矩还有可能导致法兰螺栓切断,严重时会导致开式齿轮转动齿过载折断和电机烧毁等设备事故,影响设备的正常运行。
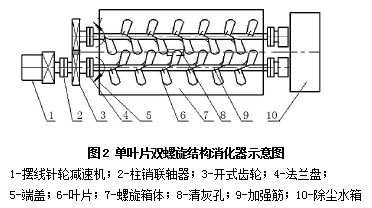
3.2单叶片双螺旋结构
针对连续叶片设计不合理的问题,将焊接于主、被动轴上的连续螺旋叶片改为单叶片螺旋形式焊接(如图2所示),并在每个叶片背面加焊小筋板。每个椭圆周上只焊接4个单叶片,叶片形状呈扇形,顶端焊接耐磨合金钢,同时增大主、被动相邻叶片的间距(较原设计间距增大约20mm)。实践证明,改造后的叶片可允许部分稍大的颗粒进入箱体内,即使叶片稍有变形,也不会发生交叉相卡,保证了白灰能够平稳运行。
3.3 双级生石灰消化器
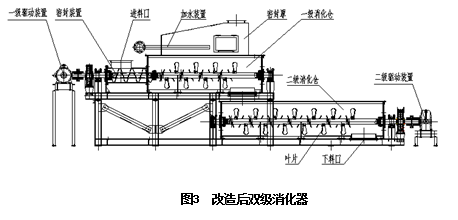
针对生石灰消化器存在的问题,中冶长天研究和设计了新型双级消化器,并对其叶片形式及密封结构进行优化,其结构简图如图3所示。
新型消化器具有以下优点:
(1)采用双级消化工艺,石灰先通过一级消化仓,遇到从上面喷淋下的水,在叶片的搅拌下进行预消化,再通过二级消化仓进行充分消化,最后排出消化器,消化时间延长,消化工艺更完善。
(2)改造后消化器采用双螺旋搅拌形式,搅拌叶片采用桨叶式叶片,叶片形式如图4所示,叶片通过螺栓紧固在主轴座上,便于检修更换。叶片采用高耐磨材料制作,延长了使用寿命。双螺旋搅拌结合桨叶式叶片形式,在保证物料输送功能的同时,具有搅拌、粉碎结块和自清理等多重作用与功效,它独特的叶片和搅拌方式,使生石灰与水混合均匀、反应充分,有助于提高生石灰消化率。
(3)消化器进料口处设螺旋密封装置,密封输送段设有连续的输送螺旋叶片,密封输送段的内壁与连续的输送螺旋叶片之间形成螺旋密封输送,只允许生石灰向前推进进入消化段箱体,可有效防止蒸汽反窜外冒,同时保护了皮带秤。
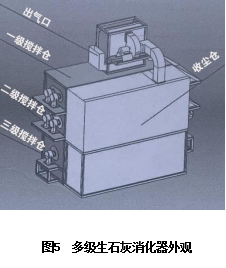
3.4 多级生石灰消化器
陕钢龙钢265m2烧结机于2021年3月使用博兆环保公司的多级消化系统,经过生石灰仓的改造与多级生石灰消化器的有效的衔接,效果明显。
3.4.1效果对比
(1)生灰提前消化,混合料制粒时间延长,混合料粒度<3mm比例降低3%~7%,透气性变好,配料上料量增加30吨/小时。
(2)随着消化后的生灰量增加,主管温度与负压跟随变化,主管温度呈现上升趋,负压呈现降低趋势。
(3)烧结机产能日产增加400~450吨,利用系数提高0.6%。
(4)产能提升后烧结矿电耗降低1.5kW▪h/t。
(5)由于生石灰提前消化流失部分热量,混合料温度降低7℃左右,通过提高一混水温和二混蒸汽量弥补,确保混合料温度60℃以上。
3.4.2多级生灰消化系统运行机理介绍
(1)设备运行方式
此消化系统采用的是三级消化,一级为水进入一级仓配水消化,二级为搅拌仓,通过一级配水后继续搅拌消化,三级为熟石灰仓,消化完成度在90%左右,通过继续搅拌送入螺旋出料。
(2)消化系统主要部件组成
它包括环保消化器系统、除尘系统、加水系统、水循环系统、风机以及风机管道、电器控制系统、配电柜组成。
通过多种调整方式可以达到8~15min的反应时间要求,使生石灰充分消化。
(3)消化器具有良好的保温性能
生石灰反应过程中产生的大量热量在消化器内部转换利用,提升内部温度,一般情况下生石灰2~3min达到60℃左右,有利于生石灰的充分消化。
4 生石灰消化粉尘的治理
生石灰消化过程中,产生大量蒸汽和粉尘,现场环境恶劣。采用传统的布袋除尘或电除尘,由于粉尘中含有CaO成分以及水蒸汽,会造成布袋除尘器糊堵、电除尘器极板易挂泥导致腐蚀严重,除尘效果较差,岗位环境恶劣。
现行的生石灰消化烟气除尘和混合机收尘大多数使用水除尘(湿式除尘器也称洗涤器),它是利用液体来去除含尘气体中灰尘的除尘器,液体与含尘气体中灰尘的接触方式大约有水滴、水膜和气泡三种形式。
湿式除尘器大体归纳下来有湿式除尘、筛管侵入式除尘、自循环烟气除尘等等,但基本上都存在一些共性的问题:结构复杂,泵和阀门较多;使用起来相对繁琐,需要调节的部位较多;容易发生堵塞;事故、故障较多,处理起来比较麻烦;抽风机容易发生故障;粉尘及蒸汽形成二次污染,配料系统事故停机时需要关停和冲洗的部位较多,工作量较大等,这些问题都直接导致了生石灰消化器无法正常使用,甚至一些烧结厂拆除消化器或设计时取消生石灰消化器。
4.1 新型生石灰消化除尘装置
针对生石灰消化除尘装置存在的问题,中冶长天研究并设计了新型复合式湿式除尘器,且设除尘点两个,一个设于消化器本体上方密封罩,另一个设于下料点前方。除尘器结构简图如图6所示,新型除尘器具有以下优点:
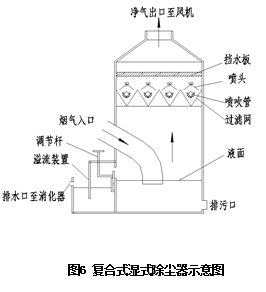
(1)复合式湿式除尘技术利用生石灰粉尘亲水性特点,结合水浴除尘和过滤式除尘两种湿式除尘技术,从而实现烟气粉尘的分级处理。其具体除尘工艺如下:含尘烟气以一定速度在喷头处喷进液面,颗粒较粗的粉尘由于惯性作用冲进水中,进行第一级水浴除尘,此时大部分粗颗粒粉尘被除去,少部分细颗粒粉尘从水中逃逸后进入下一级除尘;在除尘器上方设有过滤网,过滤网上有一定规格网孔,过滤网上方设有喷头,水喷到过滤网上形成水膜,少部分细颗粒粉尘从水中逃逸后通过过滤网,被水膜捕捉,实现第二级过滤除尘,经过滤除尘后的净化气体从烟囱排出。通过烟气粉尘的分级处理技术,除尘效率大大提高,在降低粉尘排放浓度的同时,保护了风机的正常运行,避免其产生板结而引起震动。
(2)除尘器设溢流装置,溢流装置中包括溢流口、水位调节杆和水封。除尘器开机时,除尘器内负压增大,水位突然上升,当超过一定高度时从溢流口流出,可有效避免因阻力突然变大而导致风机电机烧毁现象;同时在除尘器运行过程中,能通过调节杆调节水位高度,控制和稳定除尘效率。
(3)除尘器过滤网上方设置压缩气体喷吹装置,以一定的频率对过滤网进行喷吹,防止石灰消化粉尘在除尘器过滤网处形成板结,使粉尘在板结前被喷吹至除尘器下方水池中。同时除尘器下方水池也设搅拌装置,避免水池中粉尘的沉淀和板结。
(4)在除尘风管内布置特殊喷头,喷头的喷水覆盖面大于管径,防止除尘风管板结。风管设计为垂直或倾斜,避免水平设计,这样黏结在管壁上的粉尘被水冲洗后顺着风管排除出去,清洗污水最终流回消化器用于消化用水。除尘风管设计为方形管,加可拆卸盖板,便于维护。
(5)设备正常运行时,工业净水从过滤网上方喷头喷出,除尘后的除尘污水通过溢流槽的排水口排出,送至消化器作为消化用水,从而实现除尘污水的全部利用。
4.2 筛管浸入式除尘器结构
筛管浸入式除尘器(见图7)是一种除尘效率高、耗能低的除尘装置,对于粘性大、湿度高、现场粉尘浓度高、粉尘粒径微细等非常恶劣的现场条件特别适用。筛管浸入式湿式除尘器的除尘过程主要为喷管喷淋降尘和筛管水浴降尘两部分,尘粒进入除尘器后先经喷淋管喷淋出去大部分,然后高速通过筛管与筛管水膜等接触降尘,这两部分除尘相辅相成,在整个除尘过程中都发挥了重要作用。
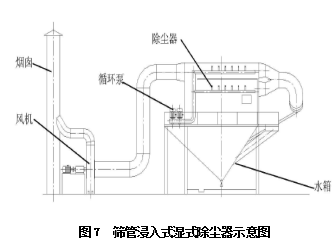
筛管浸入式除尘器由除尘器本体、水箱、风机、循环泵、污水泵、管道清洗泵、控制箱等组成。
(1)除尘器本体。该除尘器本体为钢板焊接成的方形体,在本体一侧设有进风口,另一侧设有出风口。内部分为上下两层,各有根喷淋管,下部为筛管。
(2)水箱。该水箱为钢板焊接而成的锥形体,水箱内设有格网,分为清水区和浊水区,污水泵置于浊水区内。水箱开有人孔,便于检修操作。循环泵和管道清洗泵安装于水箱上部。水箱内装有浮球液位计,配合电磁阀使用,可实现自动补水。水箱下部为两组手动蝶阀,作为排污用。
(3)风机。该风机固定安装在固定基础上,风机进风口装有风门,风机进风口与除尘器出风口通过管道软连接,风机出风口与排气烟筒通过管道连接。风机电机和轴承箱安装于水泥基础上,轴承箱采用水冷却,回水进入水箱。
4.3 除尘管道堵塞的处理方法
由于生石灰粉尘的特殊性,非常容易黏结在除尘风管内,为防止除尘风管板结,风管设计为垂直或倾斜(见图8,图9),避免水平设计,管道布置喷头,喷头的喷水覆盖面大于管径,加可拆卸盖板,便于维护。这样黏结在管壁上的粉尘被水冲洗后顺着风管排除出去,清洗污水最终流回蓄水池,经搅拌后,用泥浆泵打入消化器或一混。

图8 北京艾瑞筛管浸入式除尘器实物

图9 铜陵市旋力特钢自制水除尘器
1-水除尘箱体 2-冲洗水管 3-倾斜式风管 4-浆液排管
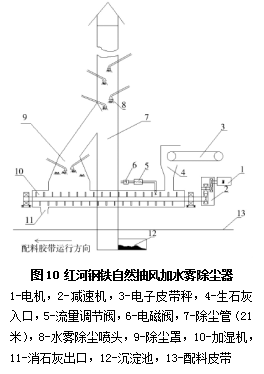
另外,一些企业自制烟气直排,在钢烟囱(21米)内加喷淋(见图10),虽然效果不是太好,但也减轻了环境无组织排放。
5 结论
(1)生石灰消化系统存在的稳定性差、环境恶劣、消化时间短、制约混合造球等一直是困扰烧结生产的老大难问题。
(2)生产实践经验证明,生石灰充分消化和不消化相比,可以提产5%。所以取消生石灰消化器,或者为了改善环境,消化器不加水的做法是不可取的。
(3)通过改善工艺、优化设备条件,加强设备维护,选用先进生石灰消化器,如双级消化器,使生石灰消化更彻底,提高烧结产质量是必行的。
(4)生石灰消化产生的烟尘脱除设备种类繁多,要根据实际情况合理选择。最主要的是后期使用过程中的维护,管道的清理,腐蚀的防治。
参考文献
[1] 崔成军,赵永平,刘素平.生石灰消化器的改造[J].烧结球团,2008(3).
[2] 普欣荣,杨学斌,移小义.生石灰消化装置在烧结中的应用[J].冶金设备,2017,增刊(1).
[3] 张思平,苏道.一种新型生石灰消化及除尘装置的研究与应用 [J].烧结球团,2017(5).
[4] 王绍杰.提高筛管浸入式湿式除尘器可靠性的研究 [D].青岛理工大学,2014.
[5] 樊婷婷,樊东锋.提高烧结配料生石灰消化除尘效果的生产实践[J].山西冶金,2014(1).
[6] 李金辉,庞国朝,刘茂伟.邯钢435m2烧结机配料室水幕除尘系统改造[J].烧结球团,2012(5).
[7] 姜 涛.烧结球团生产技术手册[M].北京: 冶金工业出版社,2014.
[8] 许满兴,何国强,张天启,廖继勇.铁矿石烧结生产实用技术[M].北京: 冶金工业出版社,2019.
[9] 宁春明,翟玉兵,王文红.龙钢多级生石灰消化系统应用实践[C]第九届炼铁对标节能降本及新技术研讨会,2021.