
宋爱国
(鞍钢股份有限公司炼铁总厂鞍山114021)
【摘要】对直拖式胶带机存在的问题进行了分析,提出了相应的改造措施,改轴承滑块座为活动架。活动架灵活可靠,调整输送带的张紧度方便快捷,可实现随时按需调整,消除了输送带打滑现象,提高了制粒机的制粒质量和设备小综合效率。
【关键词】胶带机;拉紧装置;活动架;丝杠
1前言
鞍钢西区烧结生产线有2台328m2烧结机,年产高碱度冷烧结矿650万t,用于新2号、新3号高炉的原料供应。
西区烧结混料制粒系统采用两段作业,一段采用2台ϕ3800mm X 14 000mm的圆筒混合机;二段采用10台ϕ320mm x 12 000mm圆筒制粒机。一段作业的作用是使混合料的成分、粒度、湿度和温度均匀,并加入一定量的水,以加水混合为主。二段作业的作用是制粒并调整混合料水份,将混合料制成3~8 mm的小球,通过蒸汽使混合料预热, 提高料温和混合料的透气性。
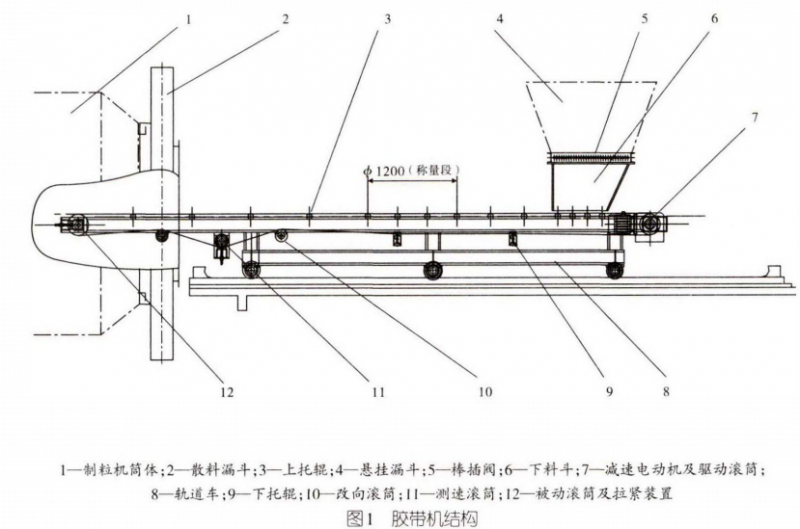
西区烧结共有10台制粒机,每台制粒机有一台直拖式给料胶带机(以下简称胶带机)为其上料,采用直接输送带进料形式。因输送带需要插入制粒机筒体内部,其传动方式采用反驱动,胶带机由轴装式减速电动机、驱动滚筒、被动滚筒、拉紧装置、测速滚筒、托馄、轨道车等组成,见图1。
2问题的提出
因为西区烧结采用全精矿烧结,制粒是最关键工序,因此,制粒效果直接决定了烧结机的产量和质量。但为制粒机上料的胶带机却经常发生故障。
自投产以来胶带机所发生的故障和存在的缺陷如下:
(1) 输送带经常被压住:下料斗处托辐只有4个,经观察发现个别托辐有弯曲变形的现象。
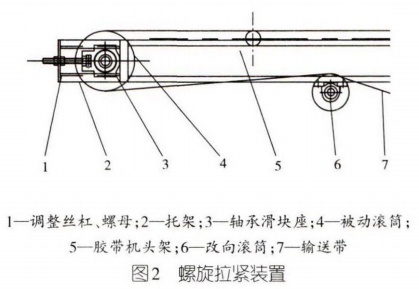
(2) 输送带伸长后调整困难:胶带机的输送方式是直拖式,为防止输送带运行一段时间后拉伸过长,造成输送带打滑而影响混合料输送,就必须对输送带的张紧度随时进行调整。胶带机采用的是螺旋拉紧装置,螺旋拉紧装置包括调整丝杠、螺母、轴承滑块座及托架(见图2)。通过调整螺母移动轴承滑块座改变被动滚筒的位置,实现对输送带张紧度的调整。但是,由于丝杠调整的行程有限,最大只能调整100 mm,输送带拉伸过长后,丝杠达到极限位置已无法拉紧,经常因输送带太松而出现打滑另外胶带机是给制粒机供料的,因此,胶带机的头部必须伸到制粒机筒体内。而胶带机头部的螺旋拉紧装置处于制粒机筒体内部,每次调整时都必须停机,将输送带退出制粒机才能进行调整.直接耽误制粒机的生产。
制粒机内部通有蒸汽.温度较高、湿度很大,而在制粒机内部的调整丝杠挂上混合料后锈蚀严重,使用时间不长便锈死,调整螺母拧不动,无法对输送带的张紧度进行调整。只有将调整丝杠、 螺母全部换新,才能对输送带的张紧度进行调整,但更换调整丝杠、螺母的时间较长,会对混合料制粒生产造成影响。
(3)测速滚筒两侧的改向滚筒损坏频繁:改向滚筒安放在测速滚筒的两侧,受力较大,经常发生断轴及轴承损坏故障,生产半年左右就全部坏掉,由于备件制作周期长未能及时更换,就用带式输送机ϕ108 mm x 1150 mm的平行下托馄代替使用,但使用效果不是很好,更换时间长,影响混合料的制粒效果。
3改造措施
针对存在的问题,确定了改造的原则即解决输送带被压住,改向滚筒易损坏,输送带伸长后调整困难,保障制粒机的稳定运行。
3.1增加上托辊数量
制作托馄架,增加5个上托辗,使下料斗处上托辘由4个增加至9个,使原先每个托银承受的载荷减少14% ,减轻料柱对托馄的压力,减小输送带被料柱压住的可能性。
3.2改造拉紧装置
(1) 将被动滚筒轴承改型,原被动滚筒的轴承采用的是带滑块座的外球面单列向心球轴承,轴承两面带有密封圈,代号为T310。为同改造后的活动架的连接板相连接,将轴承改为调心球轴承代号为1312.轴承座为整体式滚动轴承座。
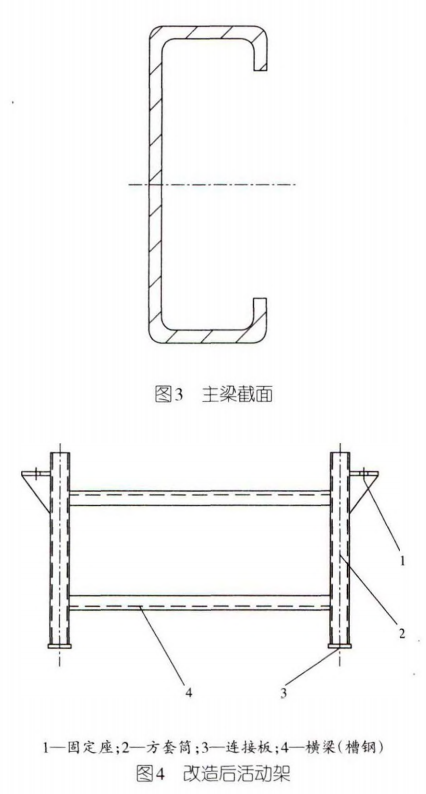
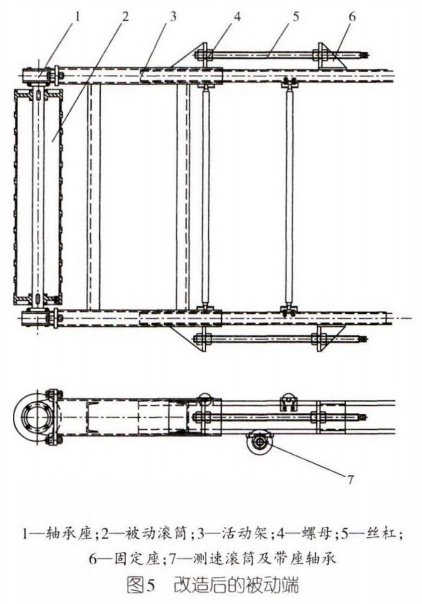
(2) 活动架改造:原胶带机头架两侧主梁是由8mm钢板制成,其截面形状见图3。改造后活动架(见图4)是由方套筒、横梁(槽钢)、固定座及连接板所组成,两根方套筒与两根横梁(槽钢)形成一“Ⅱ”字架,方套筒端头焊有连接板,同被动滚筒轴承座相连接,尾部外侧设有固定座,用于固定拉紧装置的丝杠。方套筒是根据原胶带机头架主梁截面尺寸用钢板焊接制成的矩形断面中空筒,可套于原胶带机头架两侧主梁上,长1000 mm。
(3)将原胶带机头架两侧主梁去掉500 mm, 将活动架套于原胶带机头架两侧主梁上,将丝杠置于架子两侧,则不必将小车打出即可对输送带的张紧度进行调整,调整范围为-500~400mm。改造后可随时按需要对胶带机输送带的张紧度进行调整,调整范围的扩大使更换输送带(套环形)更加方便快 捷。胶带机改造后被动端见图5。
3.3 改造测速滚筒
测速滚筒是将测速元件直接装到张紧滚筒上,检测输送带的线速度。该测速滚筒安装在输送带内侧.故其两侧需要各安装一个改向滚筒。
改向滚筒是用于改变输送带的运行方向或增加输送带与传动滚筒间的围包角。由于其受力较大经常发生断轴及轴承损坏故障,经过仔细观察和论证决定对测速滚筒进行改造.并将测速滚筒由输送带内侧改放到输送带外侧,同时取消两个改向滚筒,在其原位置上安装下托棍。
4相关计算
原拉紧装置丝杠采用T24 x 5的梯形螺纹,查螺纹标准可知d1=18 mm。
4.1原单个调整丝杠工作载荷
(1)根据丝杠直径、材料,计算单个丝杠承受的总工作载荷F∑。
式中:d1-- 丝杠内径,查螺纹标准可知d1=18mm;
F∑——单个丝杠承受的总工作载荷/N;
[σ]——许用拉应力/MPa;
σs——丝杠屈服点/MPa,丝杠材料为45钢,σs = 360 MPa;
S——安全因数,碳钢、动载荷取安全系数 S=6.5。
(2)计算单个丝杠承受的工作载荷F。
F∑ = KF
式中:K——被连接件的紧固因数(K=1.6~2,要 求紧固,动载荷)。
F = F∑/K = 6772.4 N
4.2改造后调整丝杠的直径
(1) 活动支架的质量为190.41 kg。
(2)单个丝杠承受的工作载荷:
F = 6772.4 + 190.41 x 9.8 = 8638.42 N
(3)单个丝杠承受的总工作载荷F∑ :
F∑=KF = 17 276.84 N
(4)选择丝杠材料,确定丝杠直径d。选择丝杠材料为45钢,σs =360 MPa;取安全系数S=6.5(碳钢,动载荷)。
(5)查梯形螺纹基本尺寸表,取丝杠直径32 mm(外螺纹内径25 mm),螺距6mm。改造后拉紧装置丝杠采用T32x6的梯形螺纹,每个丝杠配有4个螺母,其中2个螺母用于丝杠与活动架固定座间固定,另2个螺母用于调整输送带的张紧度。
5结束语
对A2号胶带机进行改造后,经过近半年的观察改造后使用效果很好,调整方便、及时可靠,更换输送带(套环形)由原来16人8 h减少为8人4h,减轻了检修人员的劳动强度,减少了设备停机时间。之后并对其余9台胶带机也陆续进行了改造。
改造后胶带机运行平稳可靠,提高了设备的综合效率;延长了托辘和滚筒使用寿命;减少备件消耗,降低成本;为制粒机、烧结机稳定、顺行打下坚实基础;为生产上水平做出了贡献。
参考文献
[1]朱龙根.机械设计.北京:机械工业出版社,2006.
[2]胡家秀.机械设计基础.北京:机械工业出版社,2001.