
张永亮
(河钢集团宣钢公司炼铁厂, 河北 宣化 075100)
摘 要:针对目前工艺现状,结合铁酸钙理论,制定相关工艺改进措施:改善布料效果;改进工艺操作;优化烧结矿成分。进一步提高了烧结矿整体质量。
关键词:烧结矿;铁前烧结;成品率;优化
我国钢铁行业在继续深入推进供给侧结构性改革的过程中,进程总体平稳,但也出现了钢材平均价格水平下降、进口铁矿石价格上升的问题。企业生产成本持续走高,利润空间缩减。为促进高炉炼铁实现“高效率、高效益、低成本”的生产经营目标,宣钢铁前系统管理技术人员以提升烧结矿成品率为切入点开展了一系列的研究工作。宣钢在线运行的 3 台360 m2 烧结机,烧结矿成品率指标在行业以及集团内同规模烧结机中处于中下游水平,通过开展技术攻关虽有一定提升,但还未达到领先水平。因此,为进一步实现节能降耗、提高经济效益、改善环境,提高烧结矿成品率成为宣钢铁前烧结系统指标攻关的重要任务[1-2]。
1 宣钢烧结矿现状
目前,烧结矿成品率维持在 81.5%左右,机烧损耗率 10.08%,平均粒级 20.63 mm,还原度 82.4%。虽然较过去有一定进步,但与行业先进水平相比还有差距。工艺过程控制存在一定缺陷,参数调整思路不够明确,关键技术经济指标还有提升空间。
2 从机理研究出发提升烧结矿成品率措施
通过烧结矿成品率低的机理性研究,并基于针状复合铁酸钙(SFCA)形成理论,以工艺改进及烧结矿成分优化控制为技术手段,增强烧结过程的氧化性气氛、减少液相过熔作为改进方向,促进 SFCA 的充分发展,做到思路明确、有的放矢。
2.1 改善布料效果
2.1.1 稳定缓冲仓出料
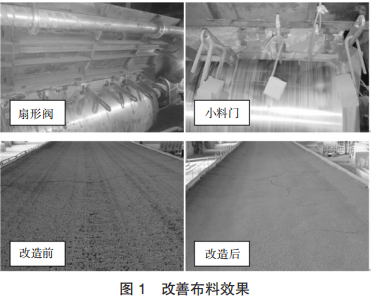
缓冲仓经过长时间使用,仓体出现外鼓现象,造成下料不均匀,影响料面平整度。为解决该问题,安装固定式可旋转扇形阀,用于引导物料及控制出料口。扇形阀使出料口高度可调整范围大大增加,调整范围达到 100~400 mm。同时,扇形阀上面加装 6 个可活动的小料门,生产中扇形阀控制一定开度,控制整体的下料量并通过小料门进行微调,有效解决缓 冲仓储料不匀及杂物卡阻现象,提高台车料面平整度,见图 1。
2.1.2 促进垂直布料合理偏析
由于料层上、中、下部位物料粒度、成分和碳含量的分布对于烧结过程透气性、反应有较大的影响,故厚料层烧结条件下物料的分布状态引起技术工作者的重视。
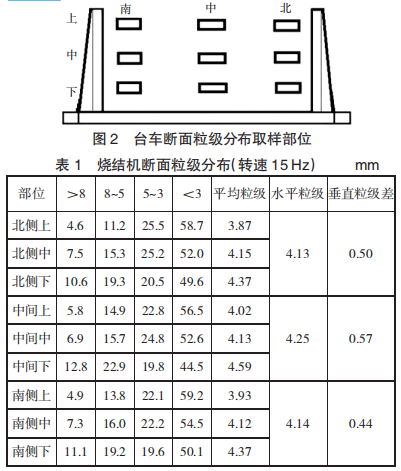
为了获得混料在台车上的粒级分布,对烧结机不同部位进行取样,分为纵向上、中、下,横向北、中、南进行取样,见图 2。结果见表 1。从台车水平粒级分布看,结果较为理想。中部粒级偏大,两侧粒级偏小,有利控制边缘效应,无需调整。从垂直粒级分布看,由上至下逐渐增大,但上、下部粒级差仅为 0.5 mm 左右,偏析量过小。下部粒级小不利于消除过湿层对透气性的影响,恶化料层透气性。
九号辊布料由公频改造为变频后,为减少九辊消耗,转速调整为 15 Hz 左右。分析认为,造成上、下部粒级偏析量小的主要因素为九号辊布料出现问题。应从九号辊安装角度、间隙调整、转速调整方面入手。九号辊角度由 40°调整为 37.5°,间隙由 8 mm 改为 4 mm,并根据不同转速测定上、中、下部混料粒级分布。结果见表 2。
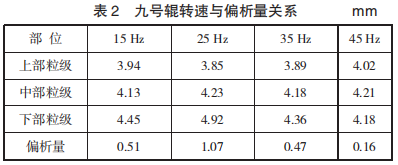
由表 2 可知,通过优化九号辊转速,25 Hz 范围内混料偏析最理想。进一步提高九号辊转速,台车落料点堆尖加大而加剧上部大颗粒偏析,减少下部大颗粒,恶化料层透气性。
控制合理的九号辊转速,混料沿垂直方向分布得到改善,偏析量趋于合理,提高了料层气相中的氧分压,为铁酸钙的生成创造了有利条件,有利于减少铁橄榄石、硅酸二钙、玻璃质等强度低、还原性差的矿物含量。
2.2 改进工艺操作
2.2.1 工艺管理制度创新
随着项目的逐步实施,对工艺操作稳定性提出更高要求。为此,技术工作者提出了关键工艺参数受控率概念。将抽象的稳定概念用具体的受控率数据体现出来,并建立相应的日核算、月考核制度。根据实际测算,将最关键的终点位置、终点温度受控率规定为 96%以上。制度运行后,终点受控率由 95%提高至 98%,为稳定工艺参数奠定了制度基础,烧结矿指标明显改善。
2.2.2 实施 800 mm 厚料层烧结生产
随着烧结机向大型化发展,料层厚度也逐步提高。宣钢 3 台 360 m2 烧结机料层厚度先后提高至800 mm。同时,为抑制边缘效应,台车两侧布料高出5 mm,并用单独小压料辊压实。研究表明,料层厚度为 200 mm 时,自动蓄热率为 35%;400 mm 时为52%,600 mm 时为 62%,800 mm 时可以达到 70%。
料层厚度提高为增强烧结过程的氧化气氛提供了条件,低温烧结得以实现,从而减少了烧结矿中硅酸盐含量,有利于 SFCA 发展。
2.2.3 稳定入烧混合料水分控制
烧结生产中,水、碳是保证烧结工艺稳定性的关键。通过优化自动加水流程,使入烧混合料水分稳定率由过去的 80%左右提高至 90%以上。在满足工艺需求的前提下,混合料入烧水分由 7.6%逐步下调为7.2%。水分稳定率提高,促进了制粒过程的均匀性;入烧水分的降低,减弱了过湿层的影响,极大地提高了烧结生产的连续性、稳定性。
2.2.4 优化点火制度
点火操作是铁矿石高温烧结的起点,是烧结工艺承上启下的重要环节,也是烧结过程的基础。点火效果的好坏直接影响烧结过程能否顺利进行及表层烧结矿质量。点火温度过低,点火强度不足或者点火时间不够,都会促使料层表面欠熔;点火温度过高或点火时间过长,又会造成烧结料表面过熔形成硬壳,影响空气通过,降低料层的透气性,氧化气氛减弱。
适宜的点火制度必须根据原燃料条件及混合料中水分选择适当的空燃比、点火温度及点火负压。宣钢精粉比例由 10.5%逐步提高至 20%,燃料结构中汽运烧结无烟煤粉比例由 35%提高至 47%,入烧水分基数由 7.6%下调至 7.2%。精粉比例的提高、燃料粒度的变小,使料层上部分布的磁铁矿、燃料增多,原有的点火制度已不适应原燃料结构的变化,常导致过熔现象发生,影响料层透气性。根据原燃料条件变化,点火温度由 1 100 ℃±50 ℃调整为 1 050 ℃±50 ℃;空燃比由 3.5~5.0 调整为 4.5~6.0。同时,实施微负压点火,点火负压由-10.0 kPa 调整为-7.0 kPa。调整后,点火效果改善,氧化气氛得到加强。
2.2.5 动态优化燃料粒级
烧结生产中,同等原料条件下,燃料粒级对烧结过程具有较大影响。粒级越小,燃烧速度越快,高温保持时间越短;粒级越大,燃烧速度越慢,燃烧带越 厚,大颗粒周围还原气氛强,且易偏析至料层底部造成过熔,恶化料层透气性。宣钢入烧原料中,外粉属于粗颗粒物料,配加比例不同对燃料粒级要求不同。
在严格控制燃料粒级>5 mm、含量不超过 10%、杜绝出现燃料粒级>8 mm 的前提下,逐步摸索出不同外粉比例条件下适宜的燃料粒级(<3 mm 的含量)。结果见表 3。
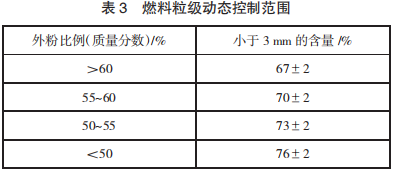
通过动态优化入烧燃料粒级范围,保证在不同原料条件下适宜的液相量,改善了烧结矿质量指标。
2.3 优化烧结矿成分
2.3.1 FeO 的优化控制
温度和气氛是 SFCA 生成的重要条件。对于磁 铁矿来说,SFCA 形成的最佳温度区间为 1 230 ~ 1 250 ℃,赤铁矿为 1 250~1 270 ℃。温度过高,SFCA 出现高温分解现象。控制烧结温度意味着控制燃料用量,最终体现在烧结矿 FeO 指标上。较高的 FeO含量,烧结氧化气氛降低,黏结相以钙铁橄榄石和玻璃质为主,低温还原粉化性能好,但强度和还原性较差。降低燃料用量,可以保证烧结过程较强的氧化性气氛,烧结矿 w(FeO)由 9.75%逐步下调至 9.2%左右,铁酸钙生成量增加,同时有利于降低烧结温度,克服 SFCA 的高温分解特性,保持 SFCA 的稳定存在,抑制了硅酸盐类矿物的生成。
2.3.2 SiO2 的优化控制
一般情况下,混料中适宜的 SiO2 含量能够生成足够的液相把周围的矿粉黏结起来,提高烧结矿强度。但烧结过程中 SiO2 与 CaO 的亲和力较强,过高的 SiO2 含量会导致铁酸钙减少,硅酸钙等硅酸盐类矿物增加,硅酸钙相变产生体积膨胀,引起烧结矿粉 化,降低转鼓强度。但 SiO2 含量过低,则导致烧结矿黏结相数量减少,流动性下降,使烧结矿强度、成品率下降。
宣钢根据自身原料条件,充分发挥当地精粉资源优势,结合性价比测算,科学配矿。以 SiO2 含量中等的 PB 粉、澳粉和低钛半自熔为主,合理搭配卡粉、自熔精粉等低硅资源和 FMG 混合粉、杨迪粉等高硅资源,根据性价比变化,在保证成本和烧结矿性能的基础上动态调整,实现了 w(SiO2)稳定控制在5.1%~5.5%。
2.3.3 碱度的优化控制
烧结矿碱度与铁酸钙生成密切相关,SiO2 含量一定时,提高碱度有利于提高 CaO 的分散性和均质性,促进与 SiO2 形成低熔点物质的液相组织,减少玻璃质含量。同时,使得 CaO 与 Fe2O3 接触点增多,促进铁酸钙的生成量增加。除此之外,还可以改善烧结过程中的热态透气性,提高垂直烧结速度,增加黏结相数量,改善烧结矿强度和还原性能。在实际生产中,烧结矿碱度下限由 1.9 倍提高至 1.95 倍,根据炉料平衡需求在 1.95 倍~2.15 倍动态调整。
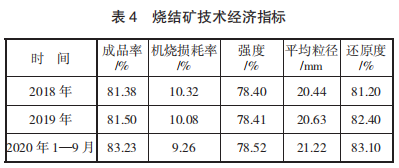
3 实施效果(见表 4)
通过技术措施的实施,烧结矿质量指标提升明显且保持稳定,降低了烧结矿成本。与 2019 年基准期比较,成品率提高了 1.73%,机烧损耗率降低了0.82%,转鼓强度提高了 0.11%,平均粒级提高了0.59 mm,还原度提高了 0.7%。
4 结语
烧结矿成品率是烧结生产的一项综合性技术经济指标,烧结矿成品率的高低,在某种程度上反映了企业烧结生产过程控制水平的高低。通过一系列措施的实施,烧结成品率及其他性能指标提升,促进了烧结工序更加高效地利用矿粉资源,为高炉稳定运行及指标改善提供了有利条件。在项目实施过程中,节省了燃料用量,减少了 CO2、SO2 等气体排放,具有良好的环保效益。
参考文献
[1] 薛俊虎.烧结生产技能知识问答[M],北京:冶金工业出版社, 2010.
[2] 高丙寅,周群.烧结矿成品率价值分析[J].河南冶金,2007,15 (4):25-27.