
晋 杰
(马钢修建工程公司 安徽马鞍山 243021)
摘 要:由于长期受到高温的烘烤和带有粉尘的高速气流的冲刷, 马钢 1 #2500m3 高炉的炉喉钢砖在大修前出现了严重的磨损和变形, 已严重制约了高炉的生产, 钢砖修复时, 如何保证内表面的安装精度和强度是最为关键的因素。
关键词:高炉;炉喉钢砖;修复;安装精度
马钢 1#2500m3 高炉自 1994 年投产至今已 10余年, 炉壳的炉喉部分内径为 9880 mm 。炉喉钢砖长期处于恶劣的环境中, 其内表面磨损严重 ,不规则的磨损会影响炉料在炉顶的分布, 造成落料分布不均 ,进一步影响炉内气流的走向和循环 , 对高炉生产周期和产量造成不利的影响 。
此次高炉炉喉钢砖修复较以往有较大区别 。钢砖磨损严重, 但鉴于现场实际情况,无法更换,只能在原有钢砖基础上进行处理。 炉喉钢砖共 72块,每块高 2 .3 m , 要保证所有钢砖内表面至高炉中心的距离偏差在 ±10mm 以内, 这就对安装过程 中可能出现的各种影响安装质量的因素提出了较高的要求 。
修复不同于安装 ,安装时只要保证钢砖组装后的位置精度 ,而修复既要保证安装后的位置精度 , 也要考虑每一块钢砖在修复后内表面的平面度和修复焊接时的焊接变形。
1 钢砖修复的难点分析
1.1 钢砖内表面磨损严重
炉喉钢砖工作面磨损严重 , 磨损面形状不规则,呈波浪形起伏状 。如果采用直接将钢板贴于磨损面上 ,则其接触面间存在大量缝隙, 无法完成刚性固定 ;如果对磨损面进行研磨平整, 其研磨工作量太大,并且会降低钢砖的强度。可考虑对钢砖采用加强筋支撑, 以削弱磨损面的起伏对补充材料连接的影响 。
1.2 钢砖安装精度难保证
钢砖长度较大 , 修复后的垂直度偏差难保证 。 如果采用整块钢板作为每块钢砖的修复材料,那么焊缝位置只能在钢板的四周 ,焊缝强度不足, 并且钢板与加强筋的接触面不在垂直方向时,稍微有一点角度偏差就会影响修复后的钢砖内表面垂直度 ,也会使得相邻两块钢砖间错缝严重,影响钢砖间的焊接 。在一块钢砖上采用多块钢板拼接,可大大降低加强筋不平度对钢板垂直度的影响 ,并且能使钢板与加强筋之间充分接触,提高钢砖的强度 ,另外 , 将钢板分成多块焊接 , 便于搬运 ,无需借助吊装工具进行安装, 提高工作效率。
1.3 修复用材料难以选择
钢砖在炉内工作时易磨损,修复用的材料应具备较强的耐磨性。钢砖母材为 45# 钢, 修复后的钢板与原钢砖间存在间隙 ,钢砖厚度也有所减小。如果与母材采用同种材质 ,可能会在高炉投入使用后很快就会出现变形 、磨损 、脱落等现象 ,如果与母材材质不同 ,就会增加焊接难度 ,焊接强度难以保证 。
因此可考虑采用母材加耐磨合金的复合材料作为 修复用的钢板 。
1.4 焊接变形难以控制
修复用的板材在安装中的焊接变形难以控制 。 焊接变形会对安装精度产生较大影响 ,并且焊接应力的产生会加速钢砖的开裂 、变形 。针对焊接变形 的影响,采用自上而下的焊接工艺 ,可有效地释放每块钢砖上的焊接应力 。焊接作业在高炉内操作 , 没用什么风, 可采用气体保护焊, 加快焊接速度, 缩小热影响区, 减少焊接变形。
2 钢砖修复具体措施
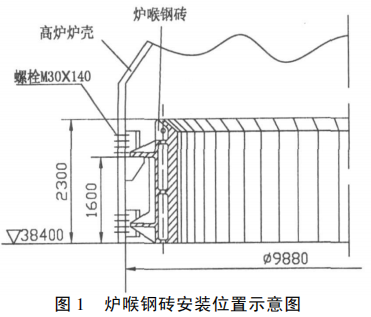
大修前经过对马钢1#2500m3 高炉炉喉钢砖测量, 上 半部 分工 作面 厚度 大 于 90mm, 原厚为100mm,因此不进行修复 , 只对磨损较严重的下半部分修复 。炉喉钢砖在炉内安装位置如图 1 所示。
通过对钢砖修复的难点分析后 ,我们采取如下措施对钢砖修复。修复方式为在磨损较重的下半部分工作面贴焊加强筋, 然后在加强筋上贴焊耐磨钢板 ,以保证钢砖原有工作面 ,具体步骤如下 :
(1)以钢砖上半部分工作面为基准, 量取下半部分磨损厚度。
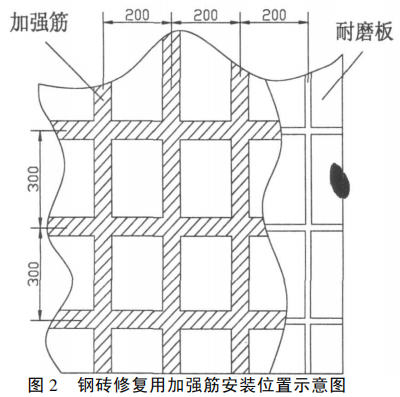
(2)在下半部分贴焊“ 井”字结构加强筋 , 加强筋采用 40mm 厚的 16Mn 钢板 ,横向与纵向加强筋连接处焊缝位置要错开 100mm 以上, 不得在加强筋交叉处设置纵向焊缝, 以减少焊接应力集中 。贴焊方式如图2 。
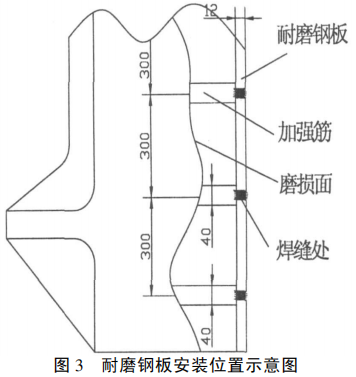
(3)在加强筋外贴焊 6 +6(6mm 厚母材上堆焊6mm 厚耐磨层)的 UP -PLATE 复合耐磨钢板, 每块规格为 200 ×300mm, 焊缝打上“V”型坡口, 增加焊缝强度。耐磨钢板与加强筋的连接如图3 所示。
(4)清除焊缝周边的熔渣、药皮 ,磨平焊缝 。
(5)对表面已经磨通的钢砖 ,要求先挖补平整后再按上述步骤实施,以保证钢砖内部不会被气流冲刷到以及帖焊的加强筋有足够的焊缝长度。
加强筋高度的确定 ,以钢砖上半部分工作面为基准 ,加强筋外帖焊的复合耐磨钢板表面与其相平, 要求每块钢砖必须挂铅垂线检查。
贴焊的耐磨复合板表面要平整、光滑, 所有焊缝必须满焊 , 耐磨层材质耐磨损度可达到母材的14 倍左右 ,且内外可达到等强 。
3 效果检查
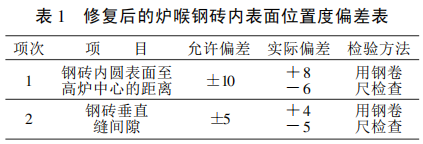
在前两块炉喉钢砖修复以后 ,我们及时对其安装质量进行了检查 , 测得其垂直缝间隙偏差为 -2mm ;钢砖内圆表面至高炉中心的距离偏差为+6 、-2mm,达到设计安装要求。通过检查后 , 按此方法修复所有炉喉钢砖。
所有钢砖按此方法完成安装后,验收数据根据《炼铁机械设备工程安装验收规范》GB50372 -2006中表 6 .7 .5 要求记录如下:
4 总结
通过对马钢1#2500m3 高炉大修工程炉喉钢砖的修复实践表明 ,采用这种方法处理钢砖的修复是成功的。在其它类似工程中也可以借鉴这种方法。但这种方法也遗留下了一些问题, 如:钢砖工作面的内部在修复后存在了空隙, 每根加强筋的高度都不尽相同 ,其高度的选择工作量较大。
参 考 文 献
[ 1] 曹忠.南钢 4 号高炉炉喉钢砖改造实践[ J] .炼铁, 2001.1
[ 2] 蔡希林.AutoCAD 2004 中文版实用教程[ M] .北京:清华大学出版社, 2004
[ 3] 中国冶金建设协会.GB50372-2006 .炼铁机械设备工程安装验收规范[ S] .北京:中国计划出版社, 2007